- Характеристика визуального и измерительного контроля

Содержание
- 2. Сварка – один из традиционных способов соединения металлических узлов в одну конструкцию. Этот способ крепления имеет
- 3. На сегодняшний день услуги сварщика широко востребованы в различных сферах строительства, в промышленности и даже в
- 4. Существуют следующие технологии сварки: аргонная – применяется при соединении различных узлов из алюминия, нержавеющей и других
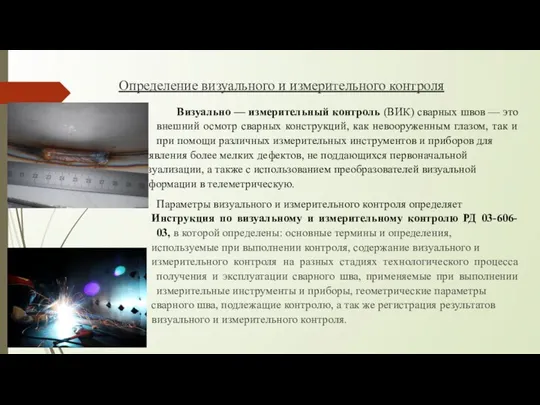
- 5. Определение визуального и измерительного контроля Визуально — измерительный контроль (ВИК) сварных швов — это внешний осмотр
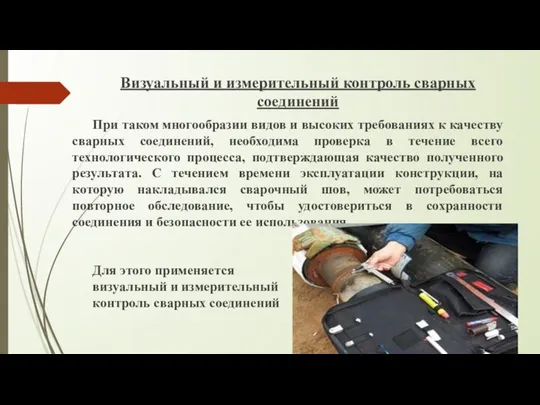
- 6. Визуальный и измерительный контроль сварных соединений При таком многообразии видов и высоких требованиях к качеству сварных
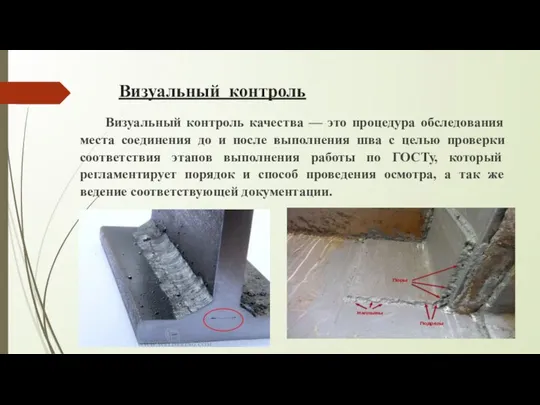
- 7. Визуальный контроль Визуальный контроль качества — это процедура обследования места соединения до и после выполнения шва
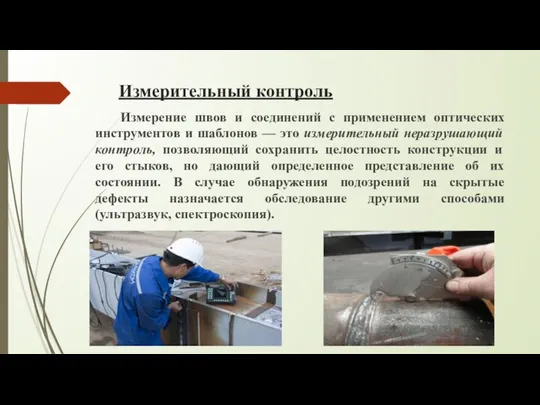
- 8. Измерительный контроль Измерение швов и соединений с применением оптических инструментов и шаблонов — это измерительный неразрушающий
- 9. Дефекты сварных швов
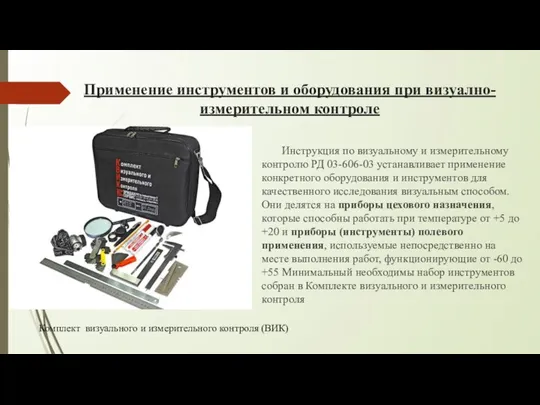
- 10. Применение инструментов и оборудования при визуално-измерительном контроле Инструкция по визуальному и измерительному контролю РД 03-606-03 устанавливает
- 11. Дополнительное оборудование для визуального и измерительного контроля фонарик и дополнительные осветительные установки для освещения на рабочем
- 12. Этапы проведения визуально-измерительного контроля сварного шва Визуально-измерительный контроль производится в три этапа, каждый из которых направлен
- 13. Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и иметь аттестат. Контроль осуществляется зрительно,
- 14. Преимущество визуально-измерительного контроля заключается в следующем: простота проведения процедуры; небольшое количество затрачиваемого времени; отсутствие сложного и
- 15. Недостатки метода визуального и измерительного контроля: Для выполнения контроля должен быть обеспечен достаточный обзор для глаз
- 17. Скачать презентацию
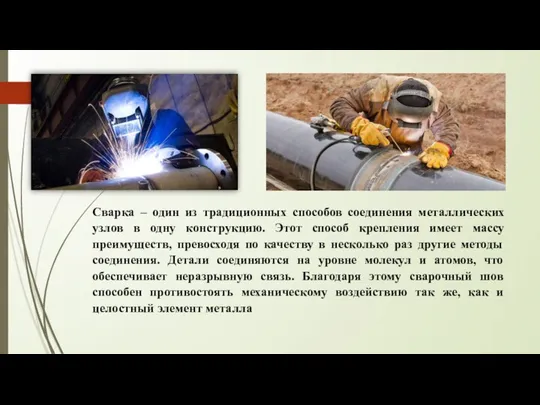
Сварка – один из традиционных способов соединения металлических узлов в одну
Сварка – один из традиционных способов соединения металлических узлов в одну
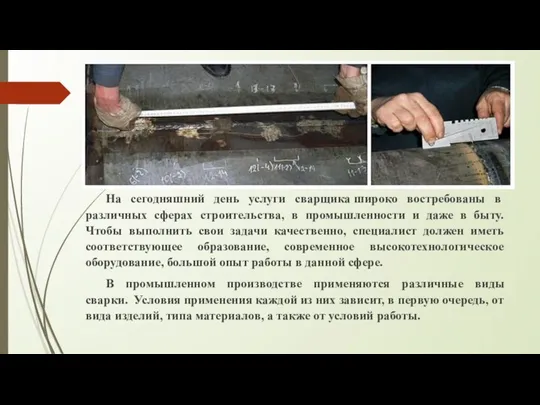
На сегодняшний день услуги сварщика широко востребованы в различных сферах строительства, в
На сегодняшний день услуги сварщика широко востребованы в различных сферах строительства, в
Существуют следующие технологии сварки:
аргонная – применяется при соединении различных узлов из
Существуют следующие технологии сварки:
аргонная – применяется при соединении различных узлов из
Определение визуального и измерительного контроля
Визуально — измерительный контроль (ВИК) сварных
Определение визуального и измерительного контроля
Визуально — измерительный контроль (ВИК) сварных
Визуальный и измерительный контроль сварных соединений
При таком многообразии видов и высоких
Визуальный и измерительный контроль сварных соединений
При таком многообразии видов и высоких
Визуальный контроль
Визуальный контроль качества — это процедура обследования места соединения до
Визуальный контроль
Визуальный контроль качества — это процедура обследования места соединения до
Измерительный контроль
Измерение швов и соединений с применением оптических инструментов и шаблонов
Измерительный контроль
Измерение швов и соединений с применением оптических инструментов и шаблонов
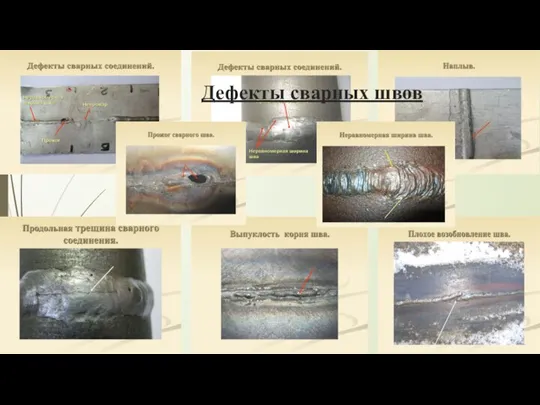
Дефекты сварных швов
Дефекты сварных швов
Применение инструментов и оборудования при визуално-измерительном контроле
Инструкция по визуальному и измерительному
Применение инструментов и оборудования при визуално-измерительном контроле
Инструкция по визуальному и измерительному
Дополнительное оборудование для визуального и измерительного контроля
фонарик и дополнительные осветительные установки
Дополнительное оборудование для визуального и измерительного контроля
фонарик и дополнительные осветительные установки
Этапы проведения визуально-измерительного контроля сварного шва
Визуально-измерительный контроль производится в три этапа,
Этапы проведения визуально-измерительного контроля сварного шва
Визуально-измерительный контроль производится в три этапа,
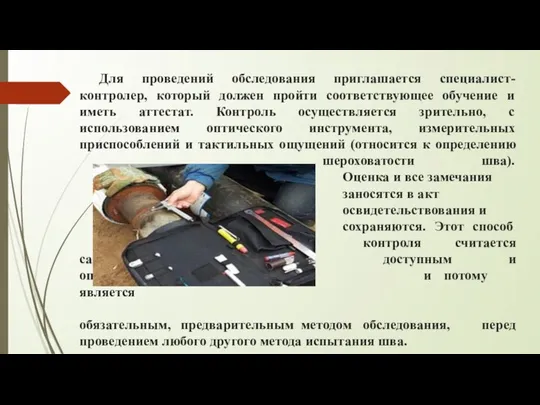
Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и
Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и
Преимущество визуально-измерительного контроля заключается в следующем:
простота проведения процедуры;
небольшое количество затрачиваемого времени;
отсутствие
Преимущество визуально-измерительного контроля заключается в следующем:
простота проведения процедуры;
небольшое количество затрачиваемого времени;
отсутствие
Недостатки метода визуального и измерительного контроля:
Для выполнения контроля должен быть обеспечен
Недостатки метода визуального и измерительного контроля:
Для выполнения контроля должен быть обеспечен
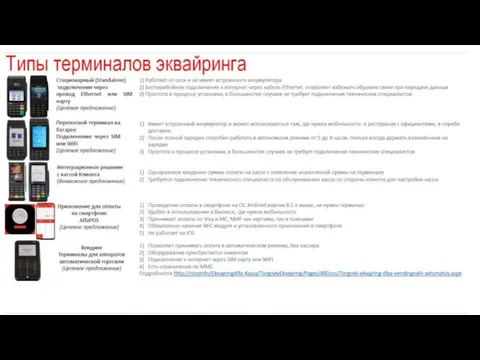 Виды терминалов и доп информация (8)
Виды терминалов и доп информация (8) Лекция №1 Леч.дело, Сестр.дело_новая
Лекция №1 Леч.дело, Сестр.дело_новая События, обусловившие утрату чувства собственного достоинства
События, обусловившие утрату чувства собственного достоинства Как устроены платежные карты
Как устроены платежные карты Дизайн среды
Дизайн среды 20111101_proekt_uchitelya
20111101_proekt_uchitelya Отделка и дефекты ткани
Отделка и дефекты ткани Искусство жить в любви
Искусство жить в любви Богословское обоснование трезвенного движения
Богословское обоснование трезвенного движения Что такое натуральные ткани. Каковы их свойства
Что такое натуральные ткани. Каковы их свойства санын қосу және азайту.pptx
санын қосу және азайту.pptx Unterlagen_2_slides
Unterlagen_2_slides Социология религии. Виды религий
Социология религии. Виды религий Синтетические материалы
Синтетические материалы Организация ТО и ремонта на универсальных и специализированных постах
Организация ТО и ремонта на универсальных и специализированных постах Бесплатный_шаблон_презентаций_15
Бесплатный_шаблон_презентаций_15 Рис 2
Рис 2 “Разработка плана площадки для выгула собак”
“Разработка плана площадки для выгула собак” ПД_черты_характера
ПД_черты_характера Лекция_10_Геологическая служба
Лекция_10_Геологическая служба Набивные печатные ткани
Набивные печатные ткани Значение цвета пояса в каратэ
Значение цвета пояса в каратэ Разработка интернет-магазина для фотографа
Разработка интернет-магазина для фотографа Dispatch
Dispatch Ұңғыны пайдалану. Фонтанды. Газлифті. Сорапты
Ұңғыны пайдалану. Фонтанды. Газлифті. Сорапты Проектирование и моделирование мехатронных и робототехнических систем
Проектирование и моделирование мехатронных и робототехнических систем Презентация Весна PowerPoint
Презентация Весна PowerPoint Технологические процессы и применяемое оборудование в резиносмешении
Технологические процессы и применяемое оборудование в резиносмешении