Комбинированный инструмент, применяемый при формообразовании отверстий с отбортовками под резьбу термическим сверлением
- Комбинированный инструмент, применяемый при формообразовании отверстий с отбортовками под резьбу термическим сверлением

Содержание
- 2. Участники исследования Тема исследования: снижение осевой силы при термическом сверлении посредством применения комбинированного инструмента. 1.Пивцаева Марина
- 3. Цель и задачи исследования Цель исследования ‒ уменьшение деформации заготовки за счет снижения осевой силы в
- 4. Актуальность темы исследования В машиностроении широко применяются тонкостенные изделия, предусматривающие резьбовое крепление к ним различных деталей.
- 5. Содержание работы Для уменьшения осевой силы на основе равенства сечений снимаемого припуска спроектирован комбинированный инструмент (рис.2)
- 6. Для определения осевой силы при формообразовании отверстия под резьбу М5 изготовлен комбинированный инструмент (рис.4). Диаметр первой
- 7. Эксперименты (рис.5) проводились на вертикальном обрабатывающем центре Emco Concept Mill 300. В качестве заготовок использовались пластины
- 8. График изменения осевой силы по времени при частоте вращения инструмента n=2000 об/мин и осевой подаче s=0,05
- 9. При сравнении с максимальной фиксируемой осевой силой (рис.7) при работе простым инструментом (рис.8) установлено, что максимально
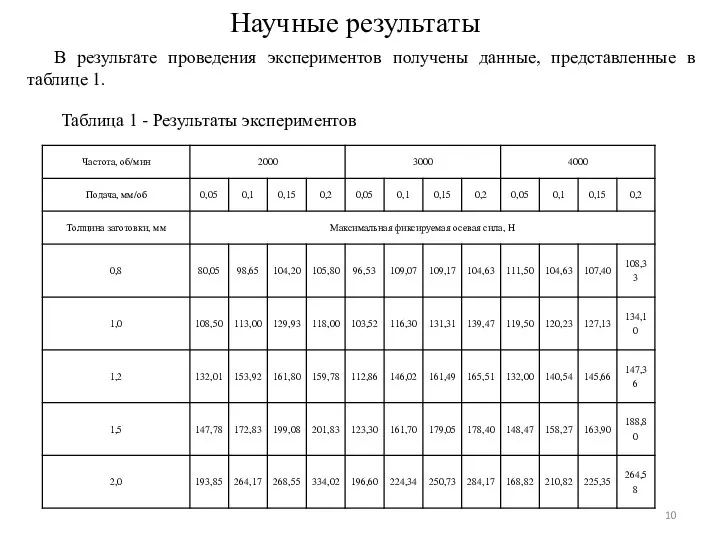
- 10. Научные результаты В результате проведения экспериментов получены данные, представленные в таблице 1. Таблица 1 - Результаты
- 11. По данным таблицы 1 были построены графики зависимостей максимальной фиксируемой осевой силы от подачи при трех
- 12. Рис.10 – Зависимость максимальной силы от подачи при частоте вращения инструмента 3000 об/мин
- 13. Рис.11 – Зависимость максимальной силы от подачи при частоте вращения инструмента 4000 об/мин
- 14. Была исследована зависимость максимальной осевой силы от частоты вращения инструмента. В качестве исходных данных принимаются: толщина
- 16. Скачать презентацию
Участники исследования
Тема исследования: снижение осевой силы при термическом сверлении посредством применения
Участники исследования
Тема исследования: снижение осевой силы при термическом сверлении посредством применения
Цель и задачи исследования
Цель исследования ‒ уменьшение деформации заготовки за счет
Цель и задачи исследования
Цель исследования ‒ уменьшение деформации заготовки за счет
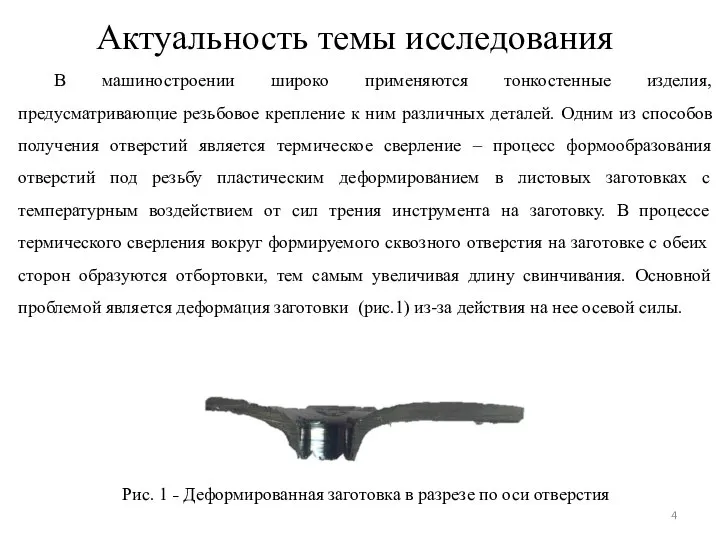
Актуальность темы исследования
В машиностроении широко применяются тонкостенные изделия, предусматривающие резьбовое крепление
Актуальность темы исследования
В машиностроении широко применяются тонкостенные изделия, предусматривающие резьбовое крепление
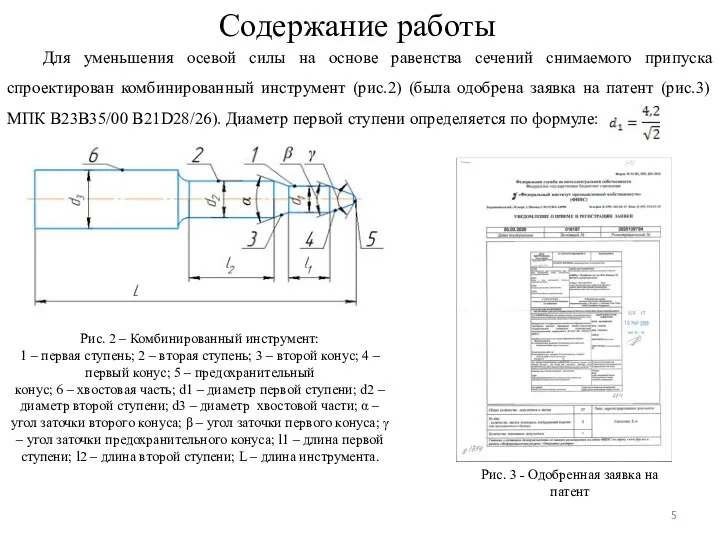
Содержание работы
Для уменьшения осевой силы на основе равенства сечений снимаемого припуска
Содержание работы
Для уменьшения осевой силы на основе равенства сечений снимаемого припуска
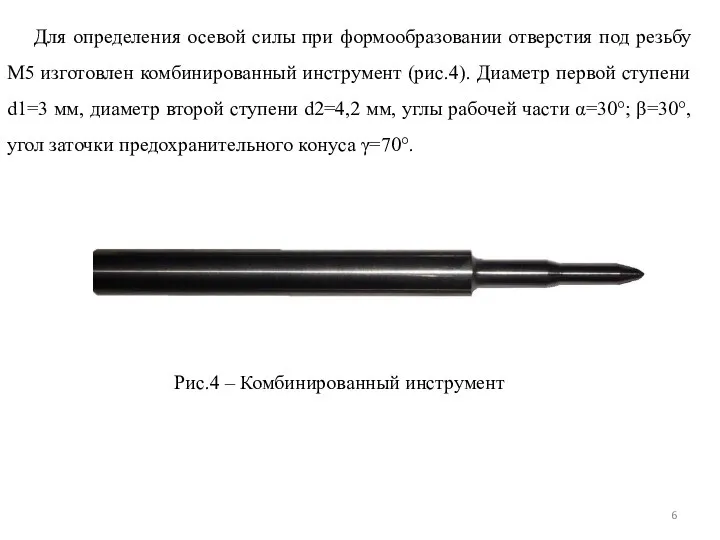
Для определения осевой силы при формообразовании отверстия под резьбу М5 изготовлен
Для определения осевой силы при формообразовании отверстия под резьбу М5 изготовлен

Эксперименты (рис.5) проводились на вертикальном обрабатывающем центре Emco Concept Mill 300.
Эксперименты (рис.5) проводились на вертикальном обрабатывающем центре Emco Concept Mill 300.
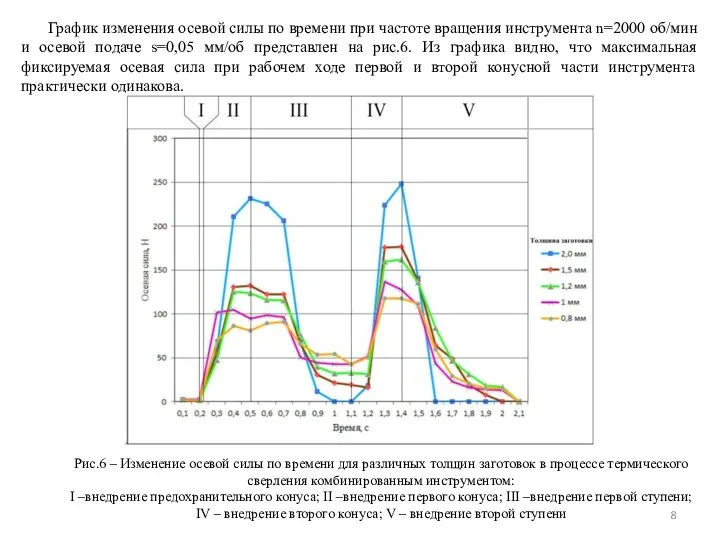
График изменения осевой силы по времени при частоте вращения инструмента n=2000
График изменения осевой силы по времени при частоте вращения инструмента n=2000
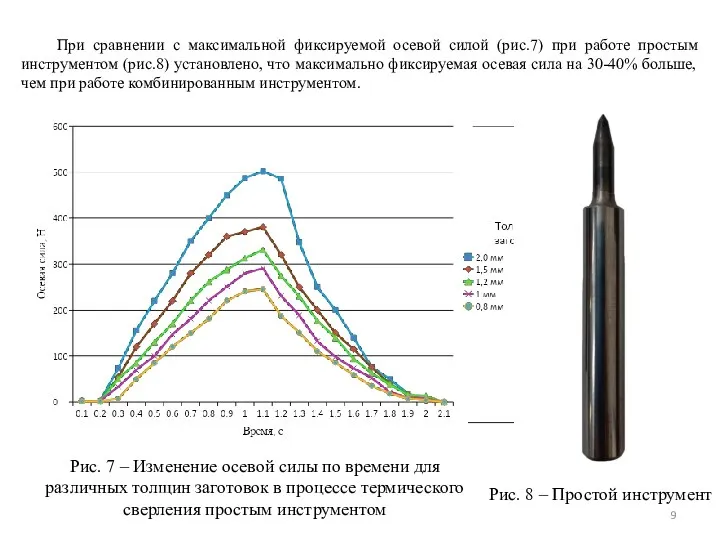
При сравнении с максимальной фиксируемой осевой силой (рис.7) при работе простым
При сравнении с максимальной фиксируемой осевой силой (рис.7) при работе простым
Научные результаты
В результате проведения экспериментов получены данные, представленные в таблице 1.
Научные результаты
В результате проведения экспериментов получены данные, представленные в таблице 1.
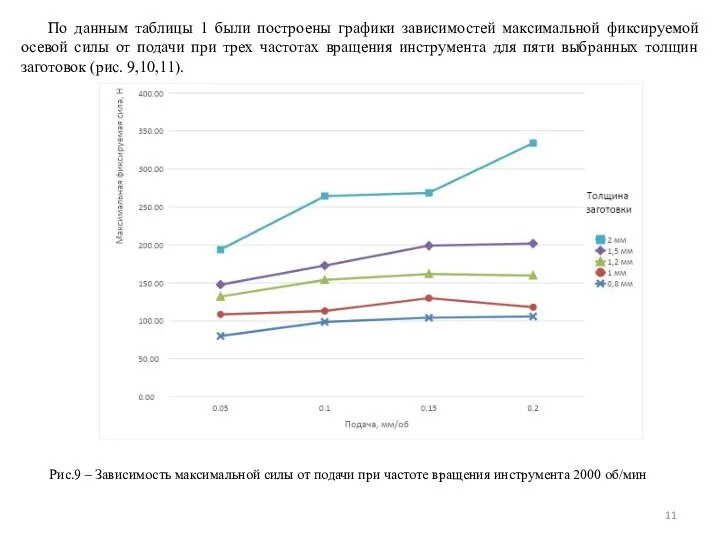
По данным таблицы 1 были построены графики зависимостей максимальной фиксируемой осевой
По данным таблицы 1 были построены графики зависимостей максимальной фиксируемой осевой
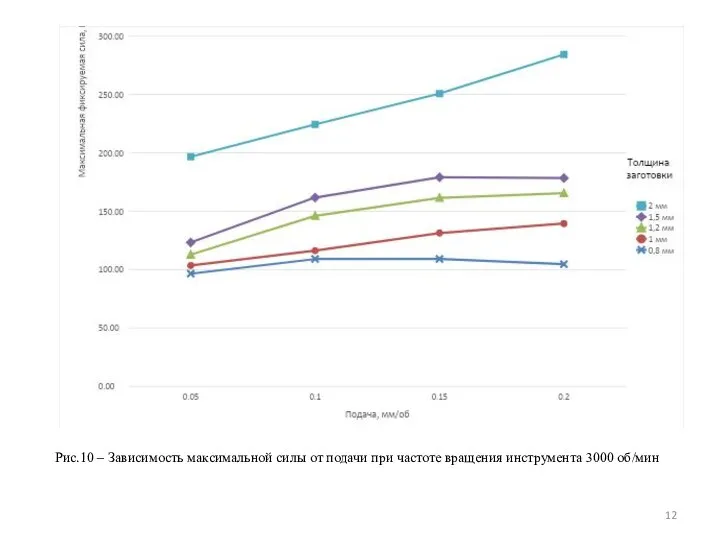
Рис.10 – Зависимость максимальной силы от подачи при частоте вращения инструмента
Рис.10 – Зависимость максимальной силы от подачи при частоте вращения инструмента
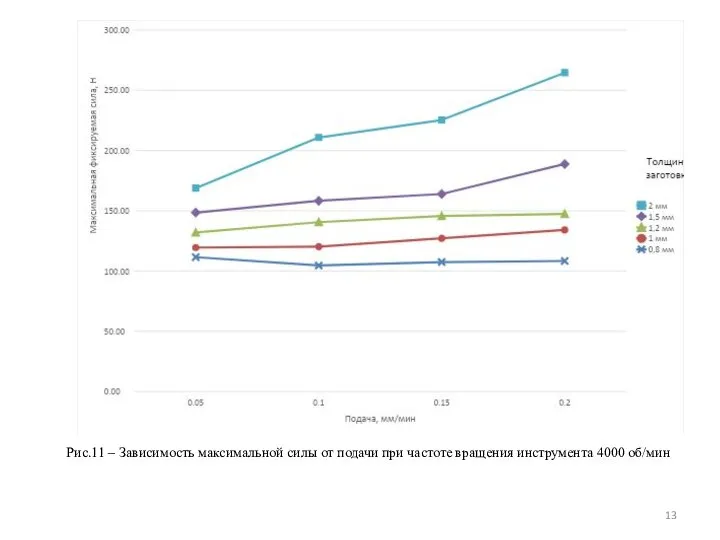
Рис.11 – Зависимость максимальной силы от подачи при частоте вращения инструмента
Рис.11 – Зависимость максимальной силы от подачи при частоте вращения инструмента
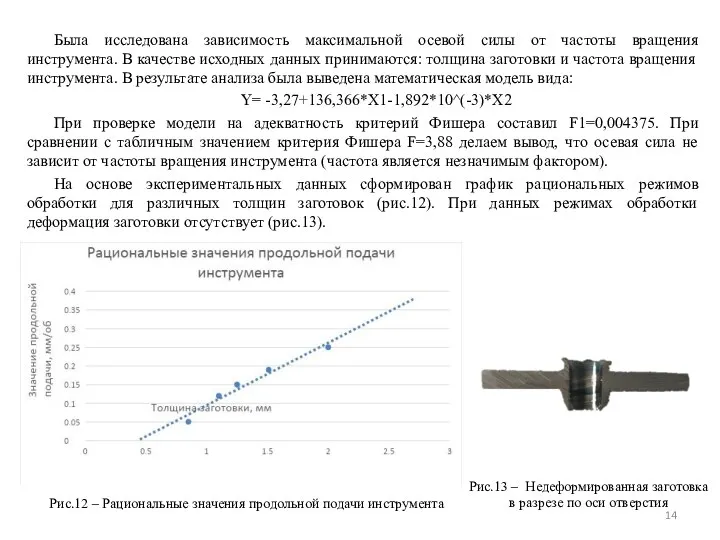
Была исследована зависимость максимальной осевой силы от частоты вращения инструмента. В
Была исследована зависимость максимальной осевой силы от частоты вращения инструмента. В
 Тенденции развития конструктивно-технологических решений при создании СБИС. (Лекция 1)
Тенденции развития конструктивно-технологических решений при создании СБИС. (Лекция 1) задание 2
задание 2 Ислам как мировая религия
Ислам как мировая религия Защищенная автоматизированная система
Защищенная автоматизированная система 20180126_deti_s_oop
20180126_deti_s_oop Железнодорожные пути необщего пользования
Железнодорожные пути необщего пользования Психология высшей школы
Психология высшей школы Легкая промышленность мира
Легкая промышленность мира 20151221_penie_v_zhizni_cheloveka_ili_kak_nauchitsya_pet
20151221_penie_v_zhizni_cheloveka_ili_kak_nauchitsya_pet Специализация геолога геолог-нефтяник
Специализация геолога геолог-нефтяник Соединения костей таза. Таз в целом. Соединение костей свободной нижней конечности
Соединения костей таза. Таз в целом. Соединение костей свободной нижней конечности Вотинцева^J Файзулина-ПСХ-2-2018 НБ
Вотинцева^J Файзулина-ПСХ-2-2018 НБ Измельчительно-режущее оборудование на предприятиях общественного питания
Измельчительно-режущее оборудование на предприятиях общественного питания Международный аэропорт Осло Гардермуэн
Международный аэропорт Осло Гардермуэн elets is a dream city
elets is a dream city Пришивание пуговиц
Пришивание пуговиц 20180920_5_klass_sravn_drobey
20180920_5_klass_sravn_drobey Круговорот веществ в природе
Круговорот веществ в природе Проект Музейная цифровая лаборатория
Проект Музейная цифровая лаборатория Сучасні технології зберігання і переробки яблук на харчові продукти
Сучасні технології зберігання і переробки яблук на харчові продукти Грехопадение. Жизнь отдельно от Бога
Грехопадение. Жизнь отдельно от Бога Вычислительные комплексы в расчетах строительных конструкций
Вычислительные комплексы в расчетах строительных конструкций Фестиваль Знатоки природы. Экосистема водоём
Фестиваль Знатоки природы. Экосистема водоём Lavy
Lavy Новая жизнь старой тетрадки
Новая жизнь старой тетрадки Battleship-Vocabulary
Battleship-Vocabulary Разработка информационной системы учёта почтовых отправлений
Разработка информационной системы учёта почтовых отправлений Дифференциация приставок и предлогов
Дифференциация приставок и предлогов