- Оперативное планирование в серийном производстве

Содержание
- 2. 3.1. Особенности ОП в серийном производстве 1. Номенклатура изготовляемых машин (изделий) более менее стабильна, выпуск равномерен;
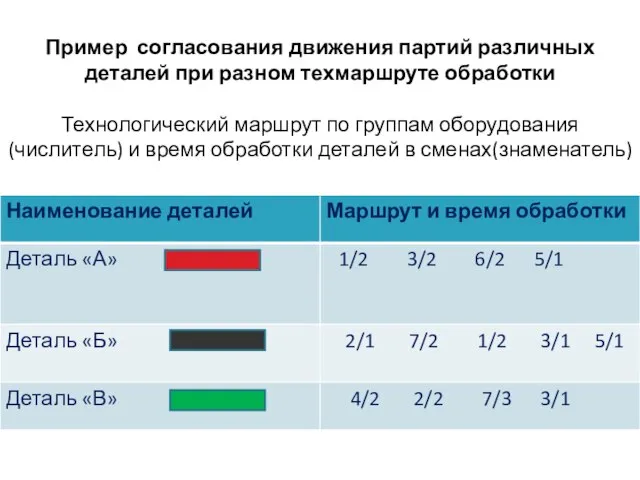
- 3. Т Пример согласования движения партий различных деталей при разном техмаршруте обработки Технологический маршрут по группам оборудования
- 4. А)при одновременном запуске на 1-ю операцию Б) при согласованных сроках запуска на 1-ю операцию станки а)
- 5. 3.1. Особенности ОП в серийном производстве 7. Даже при одинаковом техмаршруте трудоемкость партий разных деталей по
- 6. График обработки партии деталей (А,Б,В), имеющих одинаковый маршрут, но разную трудоемкость по рабочим местам р а
- 7. Основным объектом календарного планирования серийного производства по заводу - является машина (изделие), для межцехового планирования —
- 8. В календарных планах серийного производства должно быть предусмотрено решение следующих основных задач: Обеспечение повторяемости обработки партий
- 9. 3.2.Определение размеров партий обрабатываемых деталей Партия деталей – это количество одинаковых деталей, обрабатываемых непрерывно на данном
- 10. Размер партии обрабатываемых деталей, определяет все другие КПН серийного пр-ва
- 12. Скачать презентацию
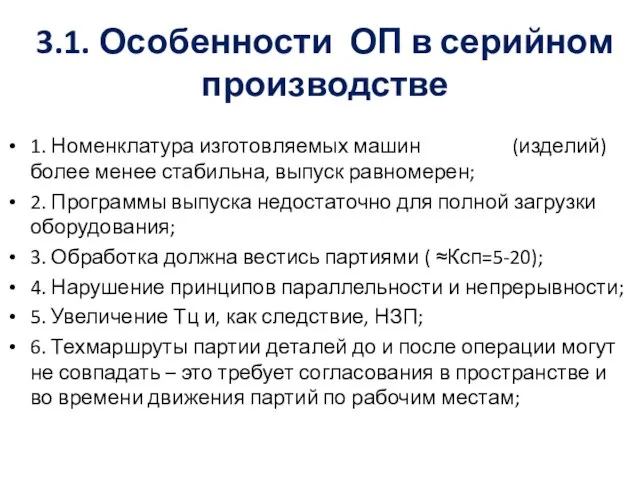
3.1. Особенности ОП в серийном производстве
1. Номенклатура изготовляемых машин (изделий) более
3.1. Особенности ОП в серийном производстве
1. Номенклатура изготовляемых машин (изделий) более
Т
Пример согласования движения партий различных деталей при разном техмаршруте обработки
Технологический маршрут
Т Пример согласования движения партий различных деталей при разном техмаршруте обработки Технологический маршрут

А)при одновременном запуске на 1-ю операцию
Б) при согласованных сроках запуска на
А)при одновременном запуске на 1-ю операцию
Б) при согласованных сроках запуска на
3.1. Особенности ОП в серийном производстве
7. Даже при одинаковом техмаршруте
3.1. Особенности ОП в серийном производстве
7. Даже при одинаковом техмаршруте
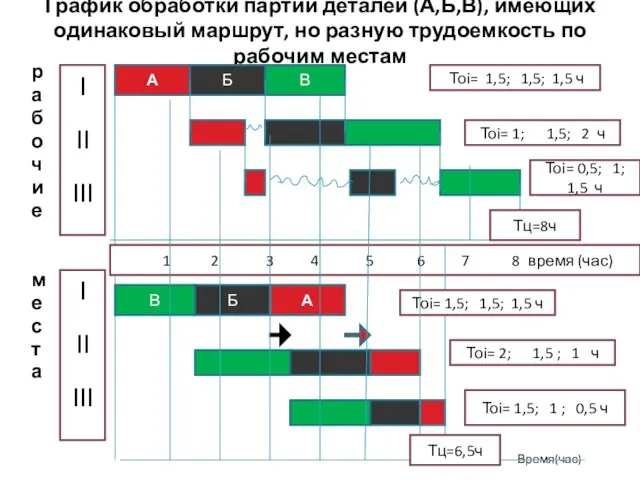
График обработки партии деталей (А,Б,В), имеющих одинаковый маршрут, но разную трудоемкость
График обработки партии деталей (А,Б,В), имеющих одинаковый маршрут, но разную трудоемкость

Основным объектом календарного планирования серийного производства
по заводу - является машина
Основным объектом календарного планирования серийного производства
по заводу - является машина
В календарных планах серийного производства должно быть предусмотрено решение следующих основных
В календарных планах серийного производства должно быть предусмотрено решение следующих основных
3.2.Определение размеров партий обрабатываемых деталей
Партия деталей – это количество одинаковых деталей,
3.2.Определение размеров партий обрабатываемых деталей
Партия деталей – это количество одинаковых деталей,
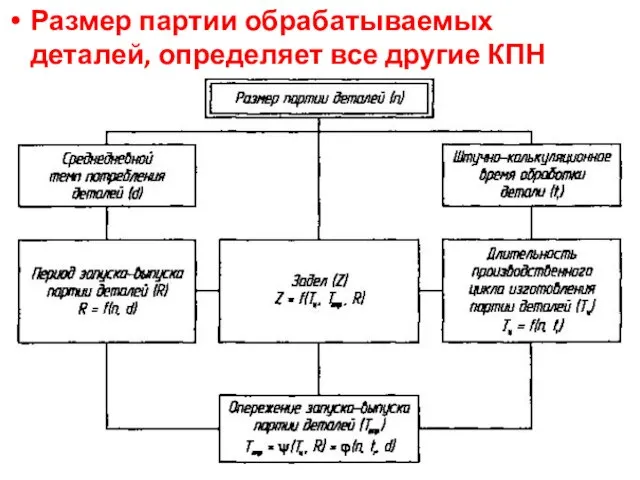
Размер партии обрабатываемых деталей, определяет все другие КПН серийного пр-ва
Размер партии обрабатываемых деталей, определяет все другие КПН серийного пр-ва
 ошибки и результаты - практическая по приема
ошибки и результаты - практическая по приема Транспорт
Транспорт Презентация ПРОдетей_Новый Садик Мурино
Презентация ПРОдетей_Новый Садик Мурино 20150402_9_maja2
20150402_9_maja2 1 стр. обложки
1 стр. обложки Хлеб – наше богатство
Хлеб – наше богатство Изготовление набора кухонного инвентаря с элементами художественной резьбы
Изготовление набора кухонного инвентаря с элементами художественной резьбы физика
физика Добро пожаловать в ЕФИН!
Добро пожаловать в ЕФИН! Подставки из бусин и пуговиц
Подставки из бусин и пуговиц Мои любимые занятия. Валиулина Мария
Мои любимые занятия. Валиулина Мария Пространственные концепции
Пространственные концепции Спектакль - от замысла к воплощению. Образ героя и его характер
Спектакль - от замысла к воплощению. Образ героя и его характер Проектная презентация
Проектная презентация Моя компания. Резюме и описание фирмы. Услуги. Организационный план. Финансовый план. Риски и гарантии
Моя компания. Резюме и описание фирмы. Услуги. Организационный план. Финансовый план. Риски и гарантии Мебель - трансформер
Мебель - трансформер Power Industry
Power Industry Введение История про историю
Введение История про историю Порівняльний аналіз витрат при будівництві нової залізничної лінії з використанням самохідного скреперу
Порівняльний аналіз витрат при будівництві нової залізничної лінії з використанням самохідного скреперу Коллаж урок изобразительного искусства в 7 классе
Коллаж урок изобразительного искусства в 7 классе Техническое обслуживание и ремонт системы электропитания автомобиля
Техническое обслуживание и ремонт системы электропитания автомобиля Микрорайон Соловьиная роща. Новый квартал
Микрорайон Соловьиная роща. Новый квартал 20111217_urok_slovesnosti
20111217_urok_slovesnosti викторина ко Дню воды
викторина ко Дню воды presentation for Orion 2 слайда
presentation for Orion 2 слайда 20131027_prezentatsiya_osvobozhdenie_starogo_oskola_ot_nemetsko-fashistskikh_zakhvatchikov
20131027_prezentatsiya_osvobozhdenie_starogo_oskola_ot_nemetsko-fashistskikh_zakhvatchikov Западный Крым
Западный Крым Өсімдік майының түрлері және сапасына қойылатын талаптар
Өсімдік майының түрлері және сапасына қойылатын талаптар