- Производственное. Лекция 3

Содержание
- 2. Виды оборудования Производственное – предназначено для восстановления формы и состояния ремонтируемых объектов и для изменения формы
- 3. Виды оборудования Вспомогательное – предназначено для выполнения работ по обслуживанию нужд основного производства. Оно не принимает
- 4. Виды оборудования Подъёмно-транспортное – предназначено для механизации подъёмно-транспортных и погрузочно-разгрузочных работ. Домкраты, лебёдки, тали, электротали, кран-балки,
- 5. Количество оборудования рассчитывают в соответствии с технологическим процессом, трудоёмкостью, тактом и фондами времени. В большинстве случаев
- 6. Оборудование моечного отделения Число моечных машин периодического действия Sмп Sмп = (Q*t)/Фоб*q*η0*ηt где Q – общая
- 7. Число моечных машин конвейерного типа Sм.к Sм.к. = Q/Фоб*q1*η0*ηt где q1 – производительность моечной машины, кг/ч.
- 8. Для ориентировочных расчётов Q принимают: при мойке деталей тракторов 20…35% от массы трактора; при мойке деталей
- 9. Оборудование дефектовочного участка Количество оборудования для этого участка устанавливается по технологическим картам на дефектовку деталей данного
- 10. Оборудование испытательного участок Количество испытательных стендов Sи по видам испытаний Sи = Nдв*tи* Сп/Фоб*К где tи
- 11. Оборудование механического участка Количество металлорежущих станков Sст Sст = Тст/Фоб*ηст где Тст – годовая трудоёмкость станочных
- 12. Вопрос 2. Организация производственного процесса ремонта Под организацией ремонта понимают упорядочение действий с целью сокращения длительности
- 13. Непоточная форма Характерные признаки: длительность ремонта изделия и отдельных операций не подчиняется единому режиму работы предприятия;
- 14. увеличенный объём транспортных работ; рабочие должны быть универсальными, в разборочно-сборочных работах принимают участие механизаторы, работающие на
- 15. Поточная форма Характерные признаки: ремонтируются объекты одной или нескольких марок, близких по конструктивным особенностям, технологии ремонта
- 16. Поточная форма предполагает: 1. Пропорциональность процесса. Это означает, что количество рабочих на каждой операции должно быть
- 17. 4. Непрерывность процесса Переход от одной операции к другой происходит без перерывов, т.е. изделие непрерывно движется
- 18. Вопрос 3. Параметры производственного процесса ремонта Параметры, позволяющие однообразно характеризовать производственные процессы или задавать им желаемый
- 19. Фонды времени Годовые фонды времени предприятия, рабочего определяют в зависимости от принятого режима работы предприятия. Различают
- 20. Такт ремонта При проектировании ремонтно-обслуживающих предприятий особое внимание уделяется ритмичности производства. Надо иметь ввиду, что на
- 21. Общий такт ремонта τоб τоб = Фн*z/Wп Фн – номинальный фонд времени предприятия или мастерской за
- 22. Тогда приведённая программа ремонта Wпр = Нсум/Hпр и τпр = Фн*z/Wпр Нсум – суммарная трудоёмкость ремонта
- 23. Частный такт ремонта можно определить путём распределения общего фонда времени между ремонтируемыми объектами. Например, имеем программу
- 24. Длительность производственного цикла – это продолжительность пребывания объекта в ремонте от начала первой до конца последней
- 25. Расчёт площади главного корпуса предприятия Наиболее распространённым и достаточно точным способом расчёта необходимой площади участка мастерской
- 26. FM - суммарная площадь, занятая ремонтируемыми объектами (учитывается, если ремонтируемый объект занимает площадь самостоятельно), м2 ;
- 27. Нормативные коэффициенты рабочей зоны Наименование отделения (участка) коэффициент 1 Наружной очистки 3,0...4,0 2 Разборочно-моечное 3,5...5,0 3
- 28. 9 Ремонта и монтажа шин 4,0...4,5 10 Ремонта рам 4,5...5,5 11 Ремонта электрооборудования 3,5...4,5 12 Ремонта
- 29. Расчёт площадей административных и бытовых помещений Площадь административных помещений определяют по числу служащих из расчета 5м2
- 31. Скачать презентацию
Виды оборудования
Производственное – предназначено для восстановления формы и состояния ремонтируемых объектов
Виды оборудования
Производственное – предназначено для восстановления формы и состояния ремонтируемых объектов
Виды оборудования
Вспомогательное – предназначено для выполнения работ по обслуживанию нужд основного
Виды оборудования
Вспомогательное – предназначено для выполнения работ по обслуживанию нужд основного
Виды оборудования
Подъёмно-транспортное – предназначено для механизации подъёмно-транспортных и погрузочно-разгрузочных работ.
Домкраты, лебёдки,
Виды оборудования
Подъёмно-транспортное – предназначено для механизации подъёмно-транспортных и погрузочно-разгрузочных работ.
Домкраты, лебёдки,
Количество оборудования рассчитывают в соответствии с технологическим процессом, трудоёмкостью, тактом и
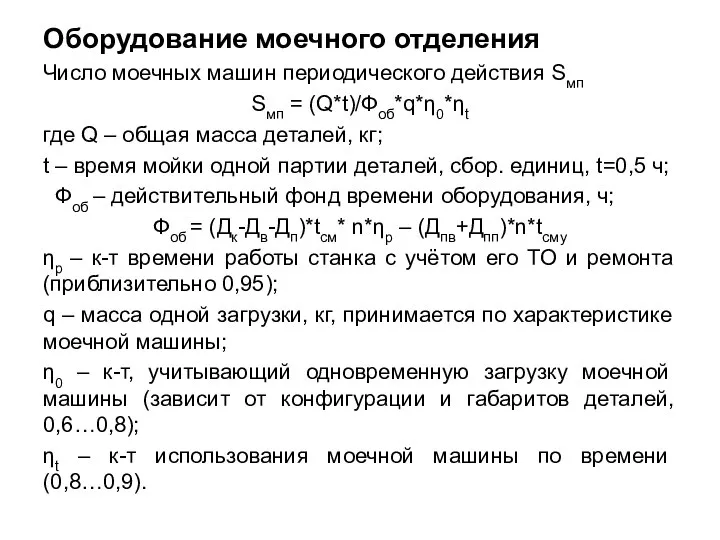
Оборудование моечного отделения
Число моечных машин периодического действия Sмп
Sмп = (Q*t)/Фоб*q*η0*ηt
где
Оборудование моечного отделения
Число моечных машин периодического действия Sмп
Sмп = (Q*t)/Фоб*q*η0*ηt
где
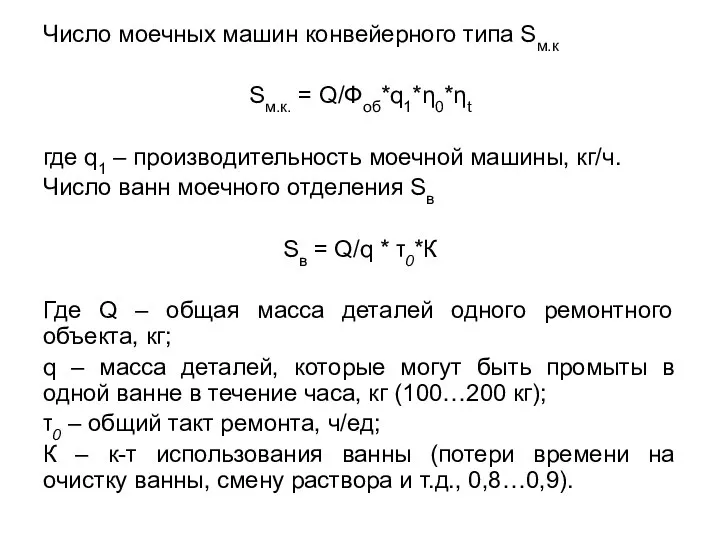
Число моечных машин конвейерного типа Sм.к
Sм.к. = Q/Фоб*q1*η0*ηt
где q1 – производительность
Число моечных машин конвейерного типа Sм.к
Sм.к. = Q/Фоб*q1*η0*ηt
где q1 – производительность
Для ориентировочных расчётов Q принимают:
при мойке деталей тракторов 20…35% от массы
при мойке деталей тракторов 20…35% от массы
Оборудование дефектовочного участка
Количество оборудования для этого участка устанавливается по технологическим картам
Количество оборудования для этого участка устанавливается по технологическим картам
Оборудование испытательного участок
Количество испытательных стендов Sи по видам испытаний
Sи = Nдв*tи*
Оборудование испытательного участок
Количество испытательных стендов Sи по видам испытаний
Sи = Nдв*tи*
Оборудование механического участка
Количество металлорежущих станков Sст
Sст = Тст/Фоб*ηст
где Тст –
Оборудование механического участка
Количество металлорежущих станков Sст
Sст = Тст/Фоб*ηст
где Тст –
Вопрос 2. Организация производственного процесса ремонта
Под организацией ремонта понимают упорядочение
Вопрос 2. Организация производственного процесса ремонта
Под организацией ремонта понимают упорядочение
Непоточная форма
Характерные признаки:
длительность ремонта изделия и отдельных операций не подчиняется
Непоточная форма
Характерные признаки:
длительность ремонта изделия и отдельных операций не подчиняется
увеличенный объём транспортных работ;
рабочие должны быть универсальными, в разборочно-сборочных работах
увеличенный объём транспортных работ;
рабочие должны быть универсальными, в разборочно-сборочных работах
Поточная форма
Характерные признаки:
ремонтируются объекты одной или нескольких марок, близких по
Поточная форма
Характерные признаки:
ремонтируются объекты одной или нескольких марок, близких по
Поточная форма предполагает:
1. Пропорциональность процесса.
Это означает, что количество рабочих на
Поточная форма предполагает:
1. Пропорциональность процесса.
Это означает, что количество рабочих на
4. Непрерывность процесса
Переход от одной операции к другой происходит без перерывов,
4. Непрерывность процесса
Переход от одной операции к другой происходит без перерывов,
Вопрос 3. Параметры производственного процесса ремонта
Параметры, позволяющие однообразно характеризовать производственные процессы
Вопрос 3. Параметры производственного процесса ремонта
Параметры, позволяющие однообразно характеризовать производственные процессы
Фонды времени
Годовые фонды времени предприятия, рабочего определяют в зависимости от принятого
Фонды времени
Годовые фонды времени предприятия, рабочего определяют в зависимости от принятого
Такт ремонта
При проектировании ремонтно-обслуживающих предприятий особое внимание уделяется ритмичности производства.
Такт ремонта
При проектировании ремонтно-обслуживающих предприятий особое внимание уделяется ритмичности производства.
Общий такт ремонта τоб
τоб = Фн*z/Wп
Фн – номинальный фонд времени
Общий такт ремонта τоб
τоб = Фн*z/Wп
Фн – номинальный фонд времени
Тогда приведённая программа ремонта
Wпр = Нсум/Hпр и τпр = Фн*z/Wпр
Нсум
Тогда приведённая программа ремонта
Wпр = Нсум/Hпр и τпр = Фн*z/Wпр
Нсум
Частный такт ремонта можно определить путём распределения общего фонда времени между
Частный такт ремонта можно определить путём распределения общего фонда времени между
Длительность производственного цикла – это продолжительность пребывания объекта в ремонте от
Длительность производственного цикла – это продолжительность пребывания объекта в ремонте от
Расчёт площади главного корпуса предприятия
Наиболее распространённым и достаточно точным способом расчёта
Расчёт площади главного корпуса предприятия
Наиболее распространённым и достаточно точным способом расчёта
FM - суммарная площадь, занятая ремонтируемыми объектами (учитывается, если ремонтируемый объект
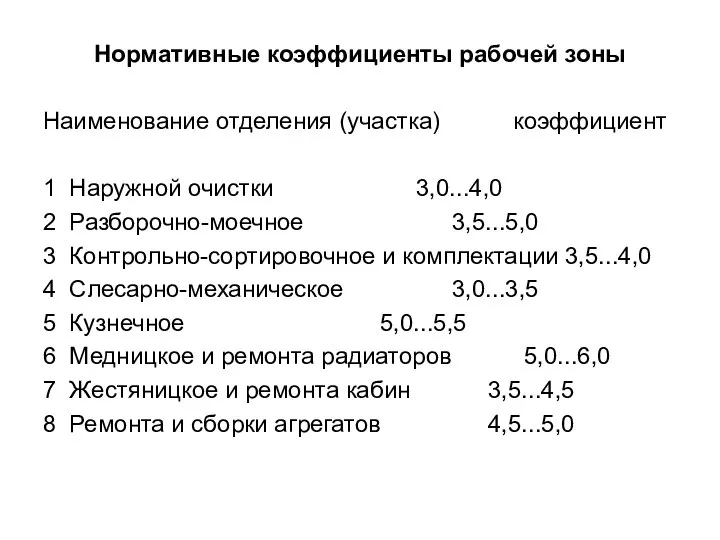
Нормативные коэффициенты рабочей зоны
Наименование отделения (участка) коэффициент
1 Наружной очистки 3,0...4,0
2 Разборочно-моечное
Нормативные коэффициенты рабочей зоны
Наименование отделения (участка) коэффициент
1 Наружной очистки 3,0...4,0
2 Разборочно-моечное
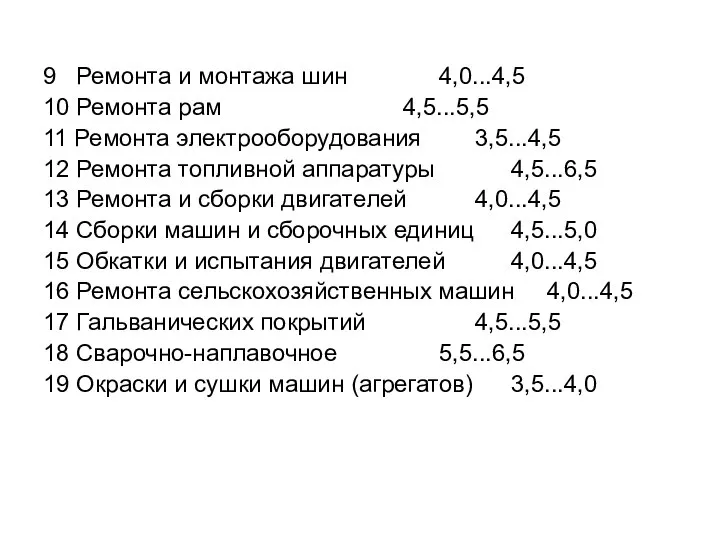
9 Ремонта и монтажа шин 4,0...4,5
10 Ремонта рам 4,5...5,5
11 Ремонта электрооборудования
10 Ремонта рам 4,5...5,5
11 Ремонта электрооборудования
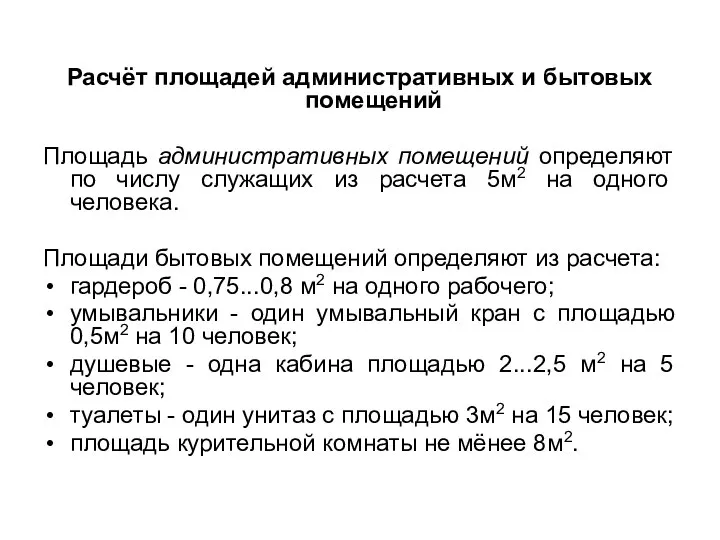
Расчёт площадей административных и бытовых помещений
Площадь административных помещений определяют по числу
Площадь административных помещений определяют по числу
 Презентация по ФЭМП
Презентация по ФЭМП Подготовка к походу
Подготовка к походу Компьютерлік жад
Компьютерлік жад Модуль 4. Цели деятельности и решения по согласованию интересов
Модуль 4. Цели деятельности и решения по согласованию интересов Применить один из методов эмпирического исследования системы управления к выбранному объекту
Применить один из методов эмпирического исследования системы управления к выбранному объекту Физическая культура
Физическая культура Shape Animation
Shape Animation Что такое краеведение
Что такое краеведение Методика конструирования машин. (Лекция 2)
Методика конструирования машин. (Лекция 2) Эмблемы герба и щита
Эмблемы герба и щита Известные белорусы
Известные белорусы Оценка эффективности мероприятий по компенсации реактивной мощности в электрических сетях высокого напряжения 10-35 кВ
Оценка эффективности мероприятий по компенсации реактивной мощности в электрических сетях высокого напряжения 10-35 кВ Русские имена. Имена исконные и заимствованные, традиционные и новые, устаревшие и популярные
Русские имена. Имена исконные и заимствованные, традиционные и новые, устаревшие и популярные linii_v_kruge_2
linii_v_kruge_2 Аналого - цифровые и цифро - аналоговые преобразователи
Аналого - цифровые и цифро - аналоговые преобразователи ОРСО ГРУПП. Качество жизни Проекты, меняющие город
ОРСО ГРУПП. Качество жизни Проекты, меняющие город Всероссийского конкурса Моя малая родина: природа, культура, этнос
Всероссийского конкурса Моя малая родина: природа, культура, этнос AGM A9 Detailed steps for software upgrade operation
AGM A9 Detailed steps for software upgrade operation Уважая себя – уважай других
Уважая себя – уважай других Present Simple when the last battle is lost
Present Simple when the last battle is lost Модели процессоров и их характеристики. (Лекция 4)
Модели процессоров и их характеристики. (Лекция 4) Бете версия игры Файт Найс
Бете версия игры Файт Найс 20131128_prezentatsiya_po_rasskazu_a.p._chekhova
20131128_prezentatsiya_po_rasskazu_a.p._chekhova Диалог о важном
Диалог о важном Обследование. Виды обследований
Обследование. Виды обследований Ремонт магистральных нефтепроводов как средство обеспечения надежности
Ремонт магистральных нефтепроводов как средство обеспечения надежности picture 1
picture 1 Экспертиза в строительстве и проектировании загородных домов
Экспертиза в строительстве и проектировании загородных домов