Разработка альтернативной конструкции инструмента пресса шаговой формовки в линии ТЭСА 1420 в условиях ОАО ВМЗ
- Разработка альтернативной конструкции инструмента пресса шаговой формовки в линии ТЭСА 1420 в условиях ОАО ВМЗ

Содержание
- 2. Россия является одним из крупнейших экспортеров энергоносителей
- 3. Одним из основных видов продукции, выпускаемых на ВМЗ, являются электросварные трубы большого диаметра
- 4. Способы производства прямошовных сварных труб большого диаметра. Технологическая схема производства труб большого диаметра из предварительно сформованных
- 5. Технологическая схема производства труб большого диаметра из предварительно сформованных карт с формовкой на вальцах 1-складирование, 2-задача
- 6. Технологическая схема производства труб большого диаметра из одного листа с формовкой на прессах (UOE) 1-складирование; 2-задача
- 7. Технологическая схема непрерывного производства спиралешовных труб 1-раскатывание листа; 2,7-правка; 3-отрезка концов; 4-сварка концов рулона; 5-образование петли;
- 8. Технологическая схема производства труб большого диаметра по технологии «JCOE» Достоинства: -возможность легко варьировать производственные мощности, в
- 9. Устройство для формовки трубной заготовки на прессе шаговой формовки 1-пуансон; 2-заготовка; 3-опорные бойки; 4-станина. Данное устройство
- 10. Дефекты трубной заготовки В связи с повышенным трением в очаге деформации при пошаговой формовке трубной заготовки,
- 11. Предлагаемая конструкция рабочего инструмента Цель работы состоит в снижении отрицательного эффекта трения на контактных поверхностях, исключения
- 12. Выбор подшипника
- 13. Конструкция самосмазывающегося подшипника скольжения
- 14. Пример промышленной реализации Расчет производится по удельной нагрузке p в подшипнике и величине pv, в некоторой
- 15. Сравнение расчетных значений p и pv с предельно допустимыми табличными значениями [p] и [pv] для данного
- 16. Формула изобретения Устройство для формовки трубных заготовок многопереходной гибкой, которое содержит профилированный пуансон, укрепленный на перемещающейся
- 18. Скачать презентацию

Россия является одним из крупнейших экспортеров энергоносителей
Россия является одним из крупнейших экспортеров энергоносителей

Одним из основных видов продукции, выпускаемых на ВМЗ, являются электросварные трубы
Одним из основных видов продукции, выпускаемых на ВМЗ, являются электросварные трубы

Способы производства прямошовных сварных труб большого диаметра.
Технологическая схема производства труб большого
Способы производства прямошовных сварных труб большого диаметра.
Технологическая схема производства труб большого

Технологическая схема производства труб большого диаметра из предварительно сформованных карт с
Технологическая схема производства труб большого диаметра из предварительно сформованных карт с

Технологическая схема производства труб большого диаметра из одного листа с формовкой
Технологическая схема производства труб большого диаметра из одного листа с формовкой

Технологическая схема непрерывного производства спиралешовных труб
1-раскатывание листа; 2,7-правка; 3-отрезка концов; 4-сварка
Технологическая схема непрерывного производства спиралешовных труб
1-раскатывание листа; 2,7-правка; 3-отрезка концов; 4-сварка

Технологическая схема производства труб большого диаметра по технологии «JCOE»
Достоинства:
-возможность легко варьировать
Технологическая схема производства труб большого диаметра по технологии «JCOE»
Достоинства:
-возможность легко варьировать
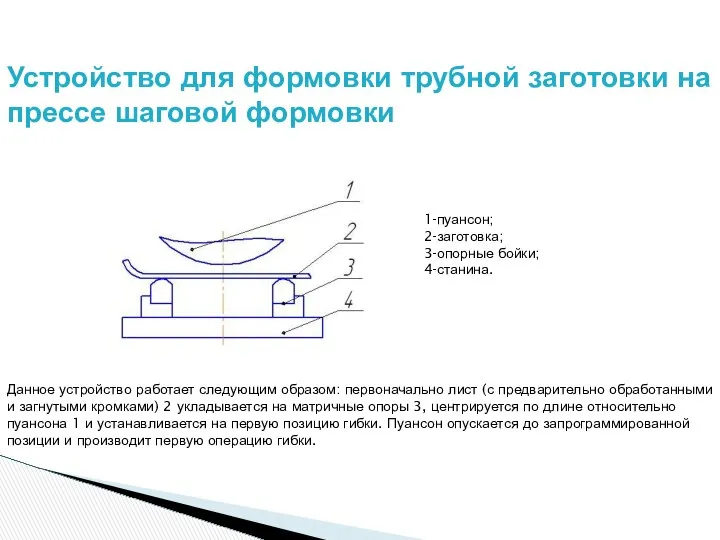
Устройство для формовки трубной заготовки на прессе шаговой формовки
1-пуансон;
2-заготовка;
3-опорные
Устройство для формовки трубной заготовки на прессе шаговой формовки
1-пуансон;
2-заготовка;
3-опорные
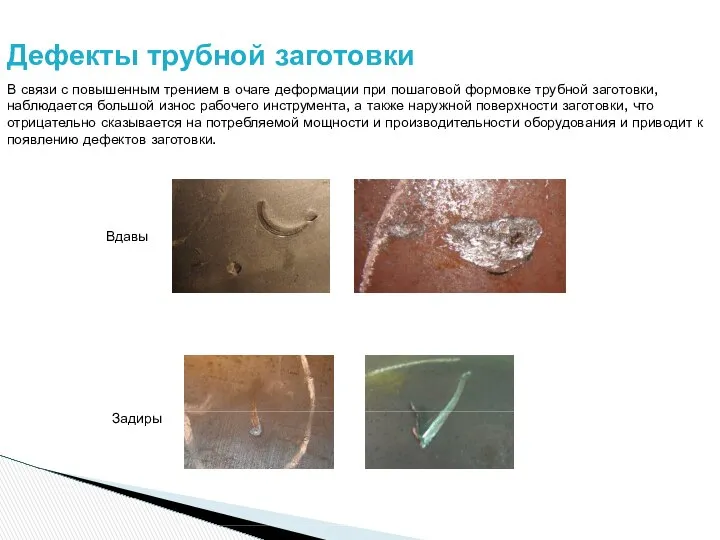
Дефекты трубной заготовки
В связи с повышенным трением в очаге деформации при
Дефекты трубной заготовки
В связи с повышенным трением в очаге деформации при
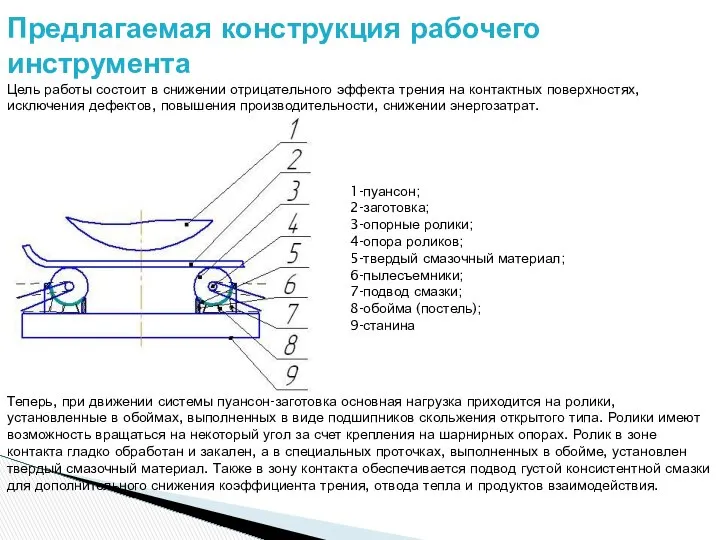
Предлагаемая конструкция рабочего инструмента
Цель работы состоит в снижении отрицательного эффекта трения
Предлагаемая конструкция рабочего инструмента
Цель работы состоит в снижении отрицательного эффекта трения

Выбор подшипника
Выбор подшипника

Конструкция самосмазывающегося подшипника скольжения
Конструкция самосмазывающегося подшипника скольжения
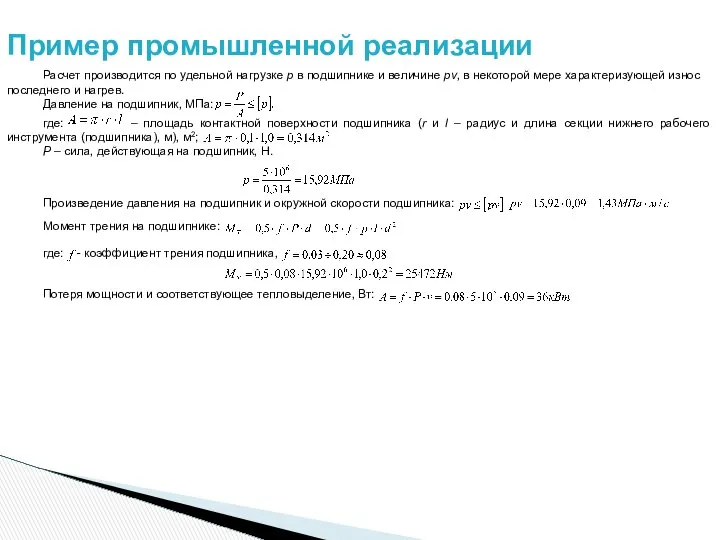
Пример промышленной реализации
Расчет производится по удельной нагрузке p в подшипнике и
Пример промышленной реализации
Расчет производится по удельной нагрузке p в подшипнике и
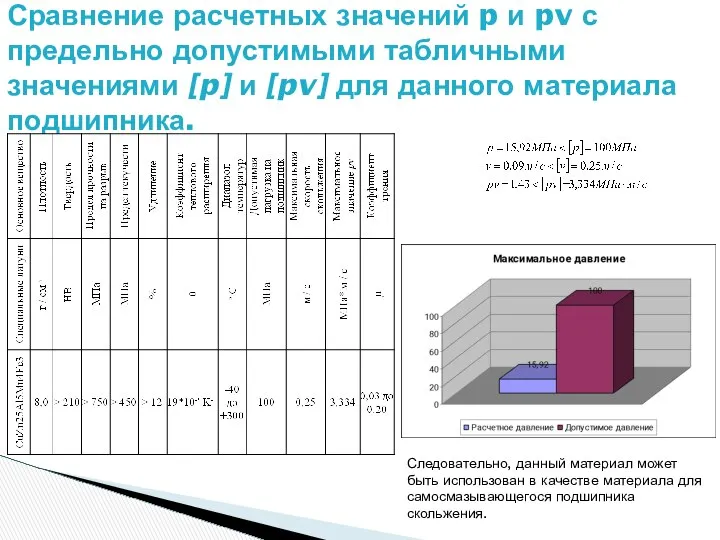
Сравнение расчетных значений p и pv с предельно допустимыми табличными значениями
Сравнение расчетных значений p и pv с предельно допустимыми табличными значениями
Формула изобретения
Устройство для формовки трубных заготовок многопереходной гибкой, которое содержит профилированный
Формула изобретения
Устройство для формовки трубных заготовок многопереходной гибкой, которое содержит профилированный
 Применение материалов в кабельных изделиях
Применение материалов в кабельных изделиях Разработка устройства RGB-ночник, управляемый прикосновениями
Разработка устройства RGB-ночник, управляемый прикосновениями кино и книга
кино и книга Эффективность применения коррекционно - развивающих программ в условиях инклюзивного образования
Эффективность применения коррекционно - развивающих программ в условиях инклюзивного образования Своя игра (6 класс)
Своя игра (6 класс) гигиена
гигиена Задания для детей 3-4 лет
Задания для детей 3-4 лет Конструирование
Конструирование Машиностроительный комплекс
Машиностроительный комплекс Материалы для дистанционной поддержки учащихся по дополнительной программе
Материалы для дистанционной поддержки учащихся по дополнительной программе Взаимодействие с Viz Engine
Взаимодействие с Viz Engine Kognitivnaya_psikhologia
Kognitivnaya_psikhologia Товар
Товар Смерч 2. Актеры
Смерч 2. Актеры Язык программирования и возможности среды разработки 1С
Язык программирования и возможности среды разработки 1С Гендерные особенности формирования спроса и предложения
Гендерные особенности формирования спроса и предложения Осевые насосы
Осевые насосы Неорганические вяжущие вещества, цемент
Неорганические вяжущие вещества, цемент Студия инклюзивного творчества Лестница успеха
Студия инклюзивного творчества Лестница успеха драма как род литературы
драма как род литературы Психодиагностика
Психодиагностика Угольные бассейны России
Угольные бассейны России Разработка способа противодействия атакам, осуществляемым с помощью устройств, подключаемых через интерфейс USB
Разработка способа противодействия атакам, осуществляемым с помощью устройств, подключаемых через интерфейс USB Шутник года
Шутник года Зима (сніжинки, сніг, град)
Зима (сніжинки, сніг, град) Организация работы рыбного цеха ресторана Высшего класса Тунец общегородского типа на 50 посадочных мест
Организация работы рыбного цеха ресторана Высшего класса Тунец общегородского типа на 50 посадочных мест Аппликация с ладонью
Аппликация с ладонью Полеты птиц. Изделие Попугай
Полеты птиц. Изделие Попугай