Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций
- Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций

Содержание
- 2. Сварщик РАД должен знать (А/04.2)
- 3. Знания по трудовой функции А/01.2
- 4. _____________________________
- 5. Сварка в среде защитных газов Особенностью сварки в среде защитных газов является то, что электрическая сварочная
- 6. Сущность ручной аргонодуговой сварки РАД
- 7. Принятое в быту выражение «сварка аргоном» является принципиально неверным. Сам по себе аргон является инертным газом
- 8. Применение сварки РАД Аргонодуговую сварку неплавящимся вольфрамовым электродом применяют: для сварки углеродистых и легированных сталей постоянным
- 9. Сварочные материалы Применяют инертные газы аргон и гелий в сочетании с вольфрамовыми электродами и присадочную проволоку:
- 10. Общая характеристика аргона Ar По степени очистки от примесей получают: Высший сорт. Ar не менее 99,99%
- 11. Содержание газов в атмосфере Аргон 0,9340%
- 12. Значения давления в баллоне при разных температуры окружающего воздуха . Поставляется и хранится аргон в сжатом
- 13. Техническая характеристика Ar баллона Рабочее давление МПа (КГС/см 2) 14,7(150) Испытательное гидравлическое Давление МПа (кгс/см2) 22,1(225)
- 14. Схема ручной сварки неплавящимся электродом в инертном газе _____________________
- 15. Вольфрамовые электроды
- 16. Применение вольфрамовых электродов
- 17. Заточка вольфрамовых электродов
- 18. Углы заточки вольфрамовых электродов Выделяют следующие значение углов заточки электродов: 10–20 °С: при малой силе электротока.
- 19. Высоковольтный разряд от осциллятора
- 20. Возбуждение дуги
- 21. ВЫПОЛНЕНИЕ СВАРКИ
- 22. Оборудование для сварки РАД (Tig)
- 23. Источники питания дуги для сварки РАД
- 24. УДГУ-251 АС/DС (ММА, Tig, MIG, MаG) Lрукава= 4 – 8м
- 25. Осциллятор в корпусе источника питания Управление сварочным током
- 26. Расходомер и подогреватель газа
- 27. Горелка для сварки РАД водяного охлаждения Подача воды Обрат воды горячей
- 28. Устройство горелки для РАД водяного охлаждения
- 29. Виды и устройство горелок с воздушным охлаждением для сварки РАД
- 30. Особенности устройства горелок РАД
- 31. Схема работы горелки
- 32. Сварочный пост РАД для сварки легированных сталей
- 33. Схема поста РАД для сварки Al (алюминия)
- 34. Сварка РАД
- 35. Контрольно- измерительные приборы Манометры деформационного типа (пружинные) ОСВИДЕТЕЛЬСВОВАНИЕ ЕЖЕГОДНО Универсальный шаблон сварщика УШС ОСВИДЕТЕЛЬСВОВАНИЕ ЕЖЕГОДНО Расходомер
- 36. Сварка РАД (Tig) для начинающих (26мин)
- 37. Техника и технология сварки РАД
- 38. Отношение некоторых обучающихся к терминам ГОСТ…. Общепринятые сокращения и обозначения не относятся к числу популярных терминов.
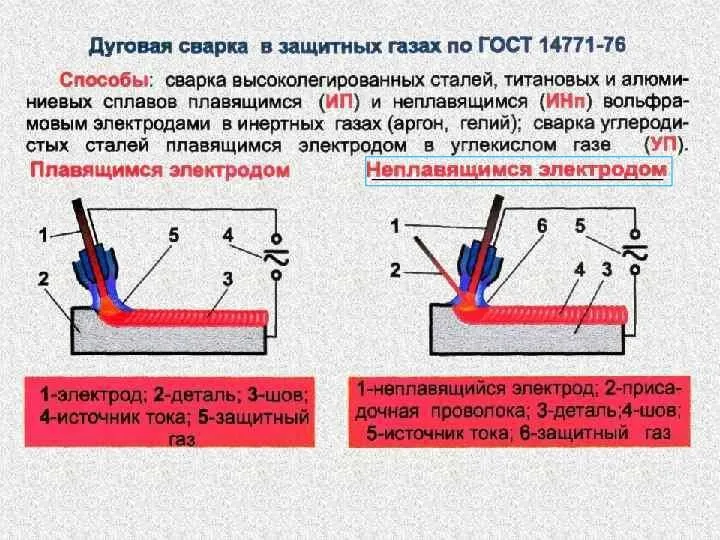
- 39. ГОТ 5264-80 «…Дуговая сварка металлоконструкций…» Сварные соединения при сварке РАД
- 40. ГОСТ 14771-76* Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
- 41. Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
- 42. Режимы сварки алюминия(Al) Поток электронов приводит электризованный газ в состояние токопроводящей плазмы. Для сварки алюминия этот
- 43. Сварные соединения для сварки РАД Сварка черных металлов и нержавейки, определяемая гост 14771 76, предусматривает следующие
- 44. Конструктивные элементы сварных соединений Стыковые: Тип разделки зависит от односторонности шва и толщины листа
- 45. Сварка РАД с присадкой и без
- 46. Режимы сварки РАД стали малых толщин Расход Ar должен составлять от 3 до 5 л/мин.
- 47. Правила заточки электродов
- 48. Положение горелки и присадочной проволоки
- 51. Свариваемость Al (алюминия и сплавов) Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления
- 52. Техника сварки РАД (Tig ). Действия сварщика Подготовить неплавящиеся вольфрамовые электроды, их нужно заточить с помощью
- 53. Техника сварки РАД (рекомендации) 1.Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что
- 54. Рекомендации 5.Проплавление в РАД определяется формой сварного шва: - если он имеет округлую и выпуклую форму,
- 55. Процесс получения соединения РАД
- 56. Технологический процесс получения сварного соединения РАД Подготовка деталей к сварке; Подготовка к работе сварочного оборудования; Выбор
- 57. Внешний вид сварного шва РАД
- 58. Работа сварщика РАД
- 59. Правила и рекомендации проведение процесса сварки аргоном для достижения высокого качества сварного шва. Чем длиннее сварочная
- 60. Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом
- 61. Дефекты сварных швов РАД
- 62. Методы контроля качества сварных швов и соединений Визуально - измерительный контроль: ВИК
- 63. Разрушающий контроль испытанием на разрыв, ударную вязкость и изгиб
- 64. Преимущества РАД Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий. Газ аргон является
- 65. Недостатки РАД При сквозняках и ветре часть аргонной защиты улетучивается (сдувается), что снижает защиту от контакта
- 67. Скачать презентацию
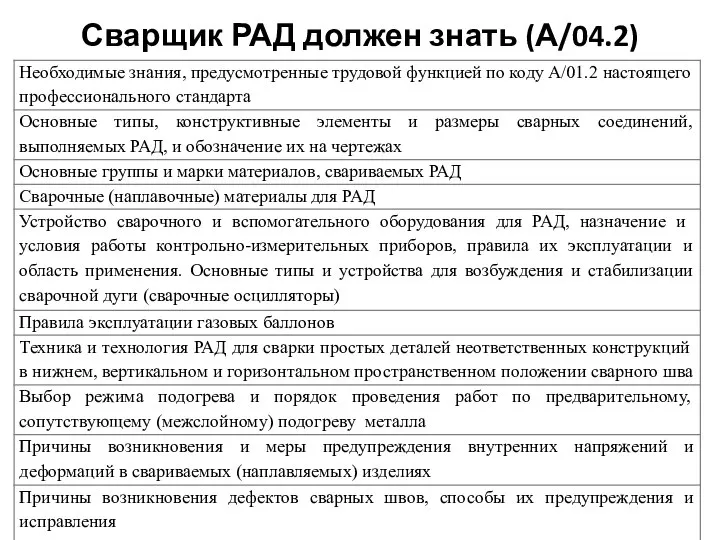
Сварщик РАД должен знать (А/04.2)
Сварщик РАД должен знать (А/04.2)
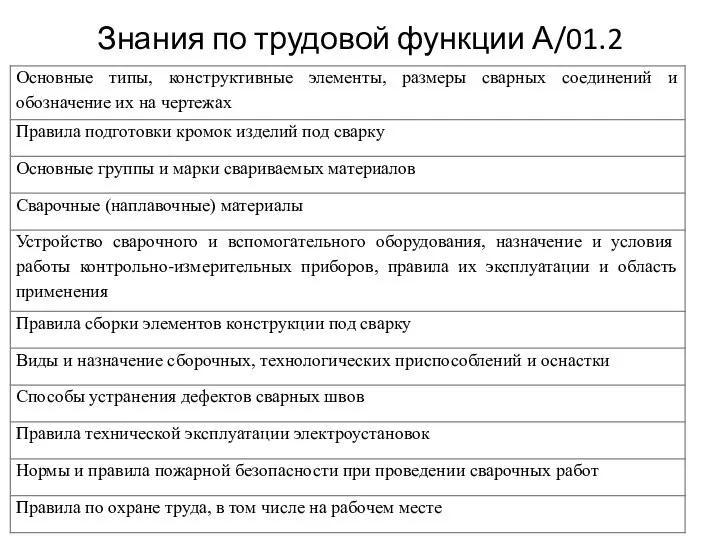
Знания по трудовой функции А/01.2
Знания по трудовой функции А/01.2
_____________________________
_____________________________
Сварка в среде защитных газов
Особенностью сварки в среде защитных газов является
Сварка в среде защитных газов
Особенностью сварки в среде защитных газов является

Сущность ручной аргонодуговой сварки РАД
Сущность ручной аргонодуговой сварки РАД
Принятое в быту выражение «сварка аргоном» является принципиально неверным. Сам по
Принятое в быту выражение «сварка аргоном» является принципиально неверным. Сам по
Применение сварки РАД
Аргонодуговую сварку неплавящимся вольфрамовым электродом применяют:
для сварки углеродистых и
Применение сварки РАД
Аргонодуговую сварку неплавящимся вольфрамовым электродом применяют:
для сварки углеродистых и
Сварочные материалы
Применяют инертные газы аргон и гелий в сочетании с вольфрамовыми
Сварочные материалы
Применяют инертные газы аргон и гелий в сочетании с вольфрамовыми
Общая характеристика аргона Ar
По степени очистки от примесей получают:
Высший сорт. Ar
Общая характеристика аргона Ar
По степени очистки от примесей получают:
Высший сорт. Ar
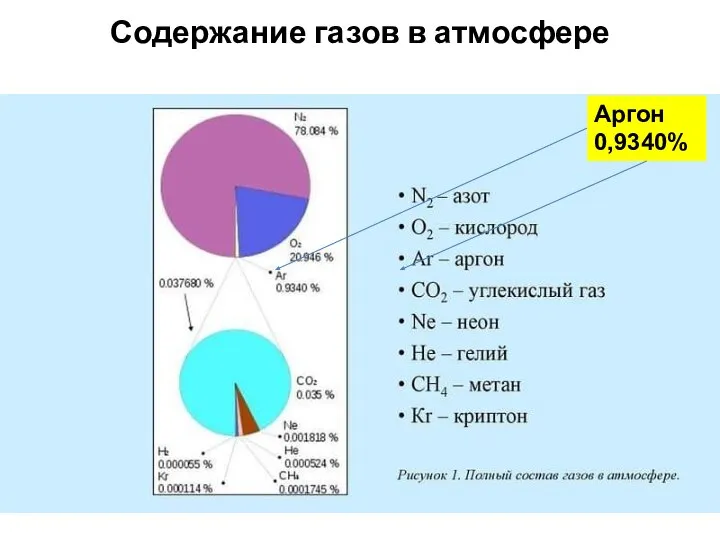
Содержание газов в атмосфере
Аргон
0,9340%
Содержание газов в атмосфере
Аргон
0,9340%
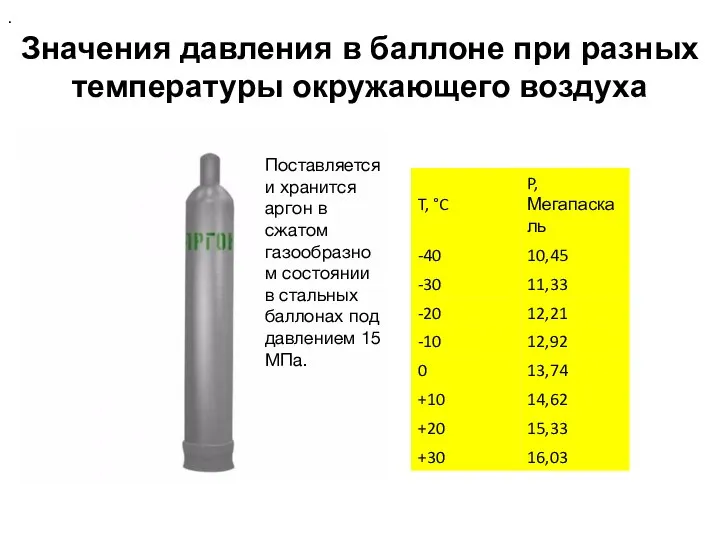
Значения давления в баллоне при разных температуры окружающего воздуха
.
Поставляется и хранится
Значения давления в баллоне при разных температуры окружающего воздуха
.
Поставляется и хранится
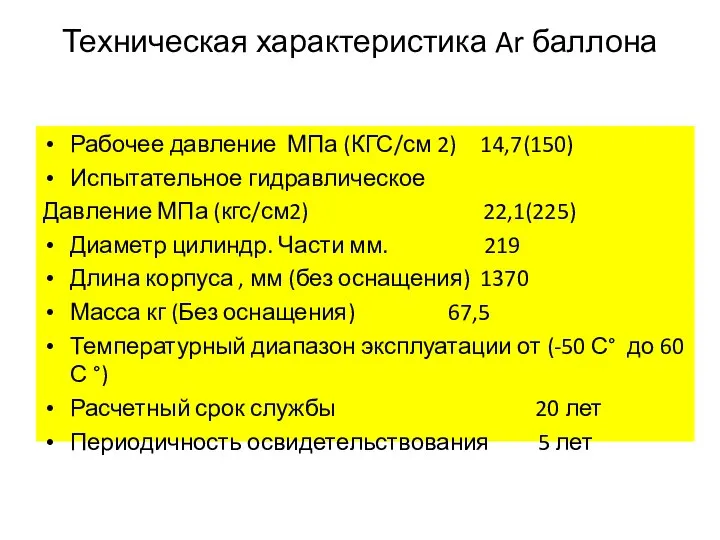
Техническая характеристика Ar баллона
Рабочее давление МПа (КГС/см 2) 14,7(150)
Испытательное гидравлическое
Давление
Техническая характеристика Ar баллона
Рабочее давление МПа (КГС/см 2) 14,7(150)
Испытательное гидравлическое
Давление
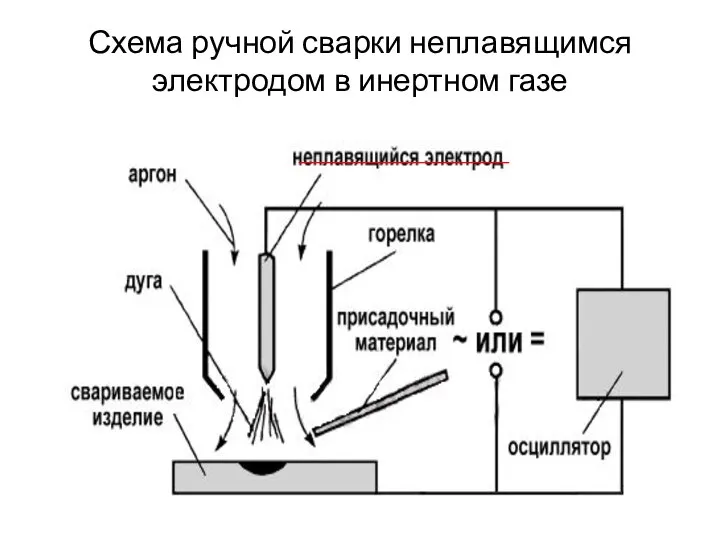
Схема ручной сварки неплавящимся электродом в инертном газе
_____________________
Схема ручной сварки неплавящимся электродом в инертном газе
_____________________

Вольфрамовые электроды
Вольфрамовые электроды

Применение вольфрамовых электродов
Применение вольфрамовых электродов

Заточка вольфрамовых электродов
Заточка вольфрамовых электродов
Углы заточки вольфрамовых электродов
Выделяют следующие значение углов заточки электродов:
10–20 °С: при
Углы заточки вольфрамовых электродов
Выделяют следующие значение углов заточки электродов:
10–20 °С: при
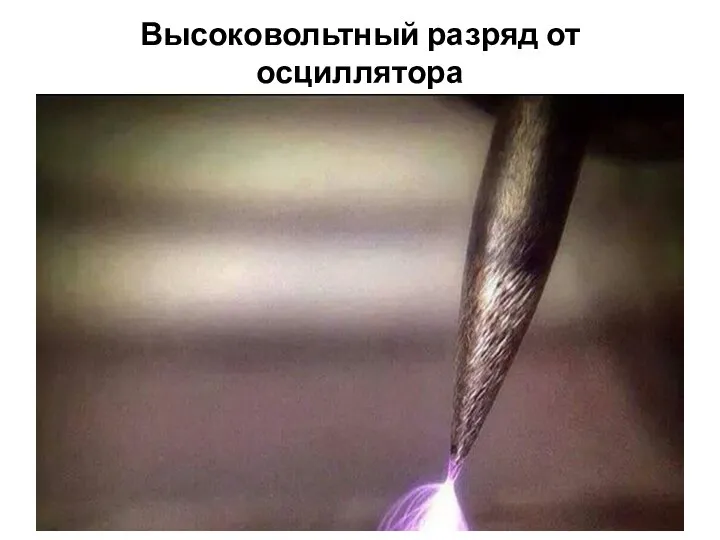
Высоковольтный разряд от осциллятора
Высоковольтный разряд от осциллятора

Возбуждение дуги
Возбуждение дуги

ВЫПОЛНЕНИЕ СВАРКИ
ВЫПОЛНЕНИЕ СВАРКИ

Оборудование для сварки РАД (Tig)
Оборудование для сварки РАД (Tig)

Источники питания дуги для сварки РАД
Источники питания дуги для сварки РАД

УДГУ-251 АС/DС (ММА, Tig, MIG, MаG)
Lрукава= 4 – 8м
УДГУ-251 АС/DС (ММА, Tig, MIG, MаG)
Lрукава= 4 – 8м

Осциллятор в корпусе источника питания
Управление сварочным током
Осциллятор в корпусе источника питания
Управление сварочным током

Расходомер и подогреватель газа
Расходомер и подогреватель газа

Горелка для сварки РАД водяного охлаждения
Подача воды
Обрат воды горячей
Горелка для сварки РАД водяного охлаждения
Подача воды
Обрат воды горячей
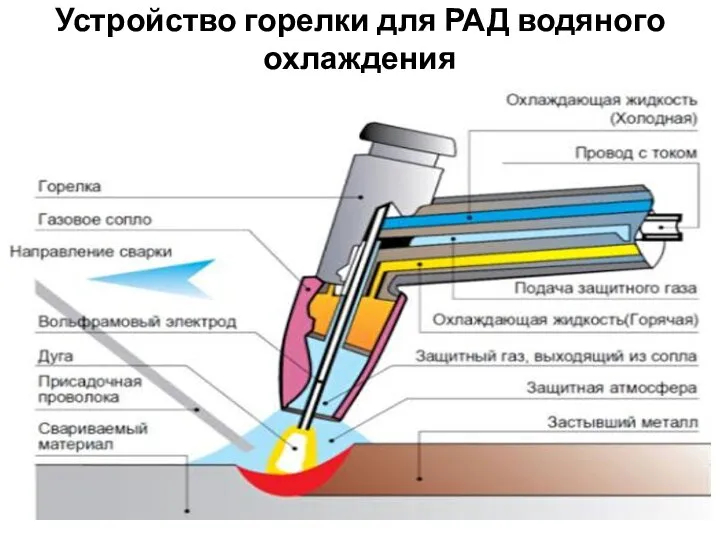
Устройство горелки для РАД водяного охлаждения
Устройство горелки для РАД водяного охлаждения

Виды и устройство горелок с воздушным охлаждением для сварки РАД
Виды и устройство горелок с воздушным охлаждением для сварки РАД
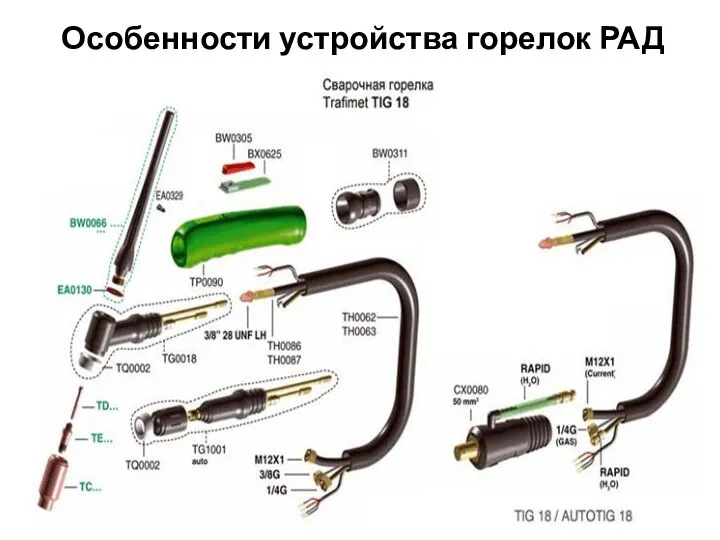
Особенности устройства горелок РАД
Особенности устройства горелок РАД
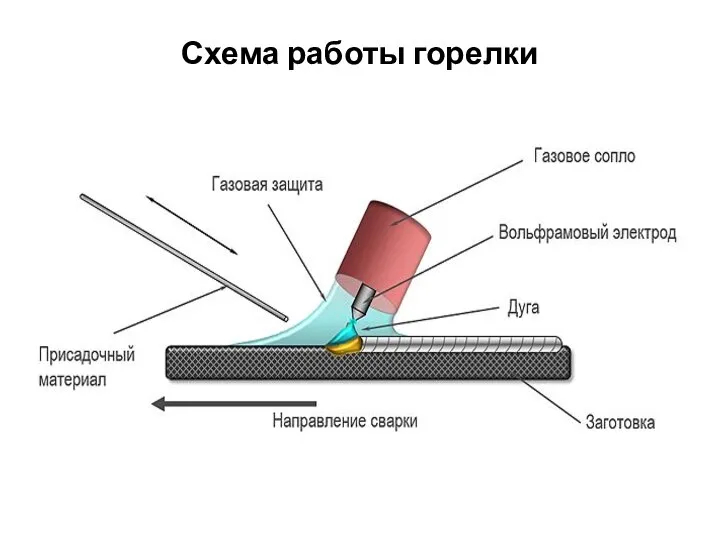
Схема работы горелки
Схема работы горелки

Сварочный пост РАД для сварки легированных сталей
Сварочный пост РАД для сварки легированных сталей
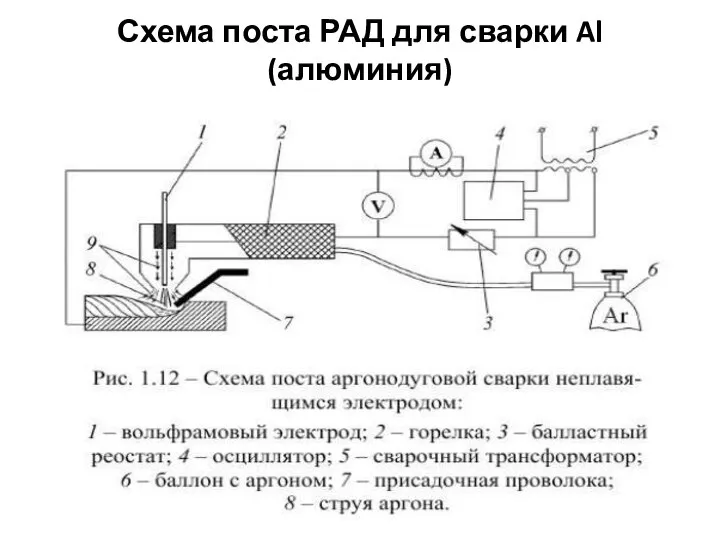
Схема поста РАД для сварки Al (алюминия)
Схема поста РАД для сварки Al (алюминия)

Сварка РАД
Сварка РАД

Контрольно- измерительные приборы
Манометры деформационного типа (пружинные) ОСВИДЕТЕЛЬСВОВАНИЕ ЕЖЕГОДНО
Универсальный шаблон сварщика УШС
ОСВИДЕТЕЛЬСВОВАНИЕ
Контрольно- измерительные приборы
Манометры деформационного типа (пружинные) ОСВИДЕТЕЛЬСВОВАНИЕ ЕЖЕГОДНО
Универсальный шаблон сварщика УШС
ОСВИДЕТЕЛЬСВОВАНИЕ
Сварка РАД (Tig) для начинающих (26мин)
Сварка РАД (Tig) для начинающих (26мин)
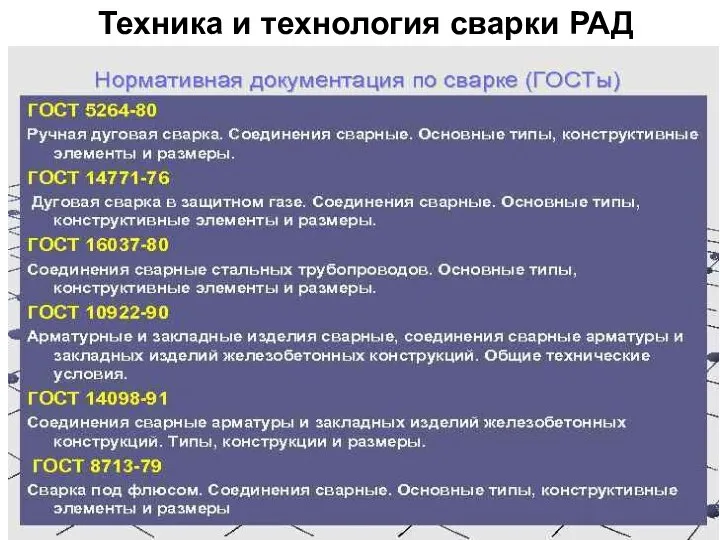
Техника и технология сварки РАД
Техника и технология сварки РАД
Отношение некоторых обучающихся к терминам ГОСТ….
Общепринятые сокращения и обозначения не относятся
Отношение некоторых обучающихся к терминам ГОСТ….
Общепринятые сокращения и обозначения не относятся

ГОТ 5264-80
«…Дуговая сварка металлоконструкций…»
Сварные соединения при сварке РАД
ГОТ 5264-80
«…Дуговая сварка металлоконструкций…»
Сварные соединения при сварке РАД

ГОСТ 14771-76* Дуговая сварка в защитном газе.
Соединения сварные. Основные типы,
ГОСТ 14771-76* Дуговая сварка в защитном газе. Соединения сварные. Основные типы,
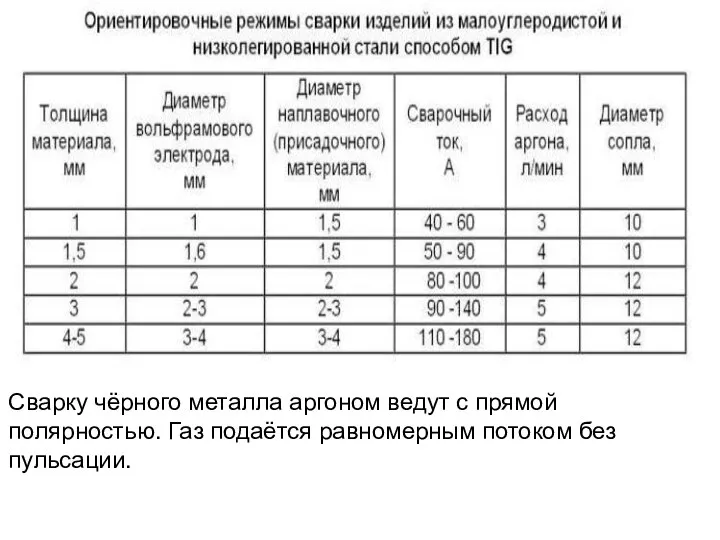
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным
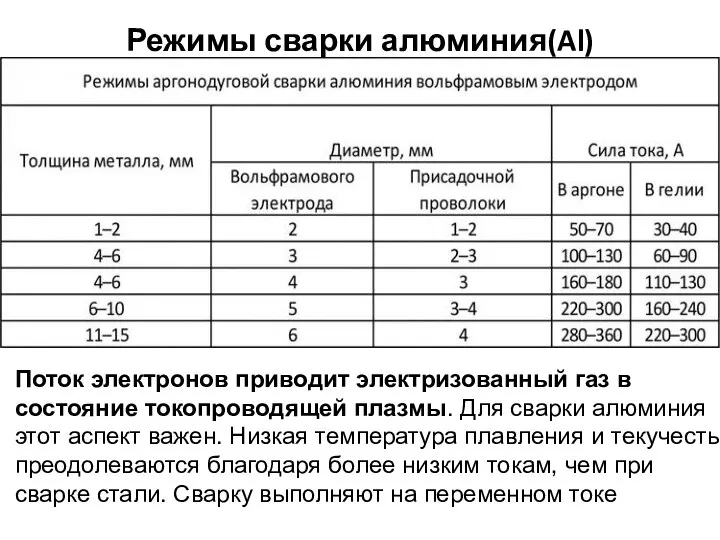
Режимы сварки алюминия(Al)
Поток электронов приводит электризованный газ в состояние токопроводящей плазмы.
Режимы сварки алюминия(Al)
Поток электронов приводит электризованный газ в состояние токопроводящей плазмы.
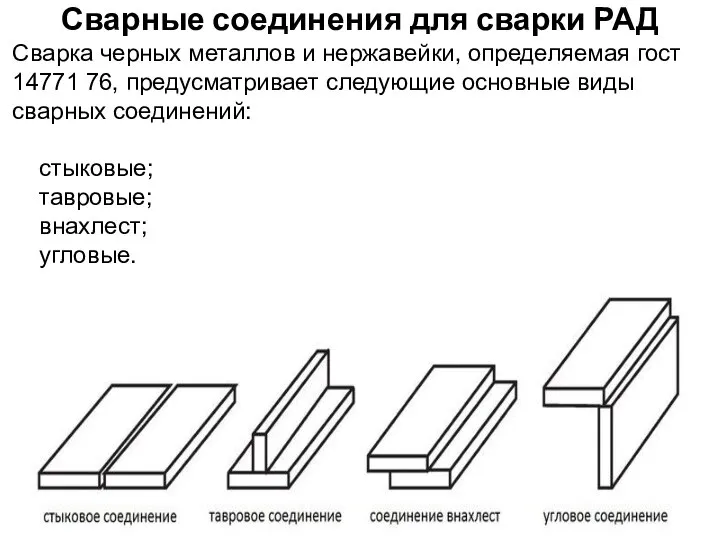
Сварные соединения для сварки РАД
Сварка черных металлов и нержавейки, определяемая гост
Сварные соединения для сварки РАД
Сварка черных металлов и нержавейки, определяемая гост
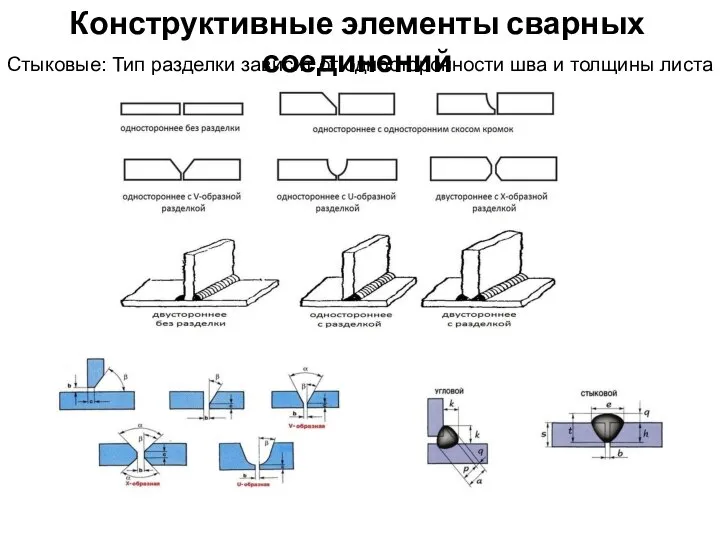
Конструктивные элементы сварных соединений
Стыковые: Тип разделки зависит от односторонности шва и
Конструктивные элементы сварных соединений
Стыковые: Тип разделки зависит от односторонности шва и

Сварка РАД с присадкой и без
Сварка РАД с присадкой и без
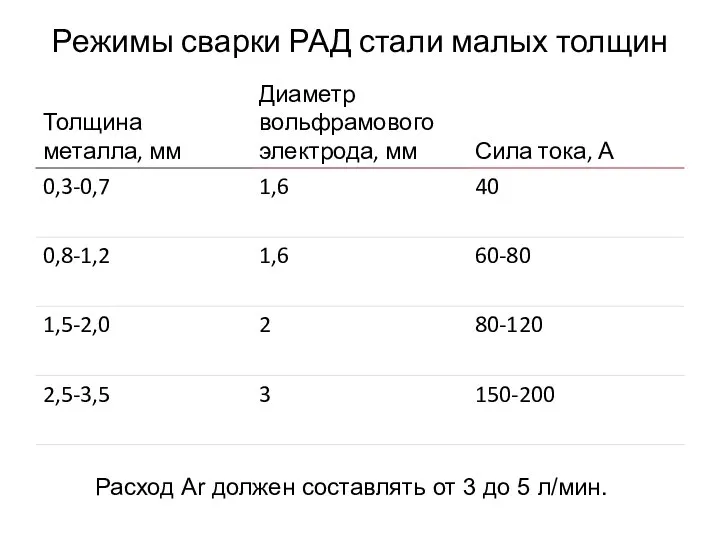
Режимы сварки РАД стали малых толщин
Расход Ar должен составлять от 3
Режимы сварки РАД стали малых толщин
Расход Ar должен составлять от 3
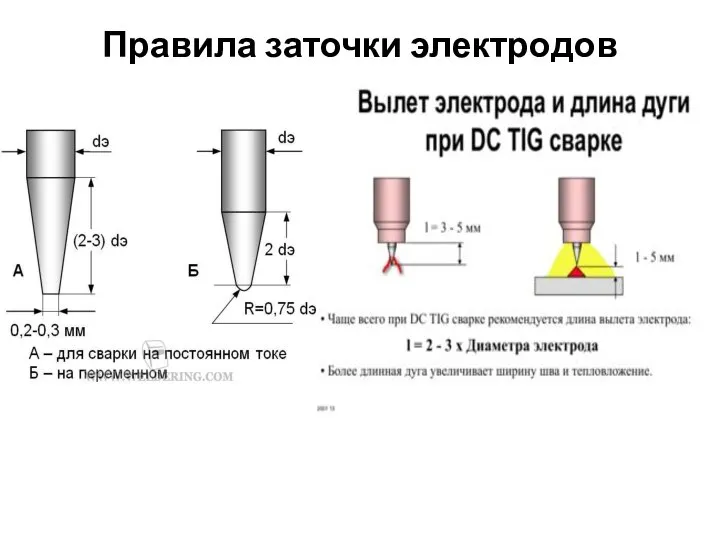
Правила заточки электродов
Правила заточки электродов
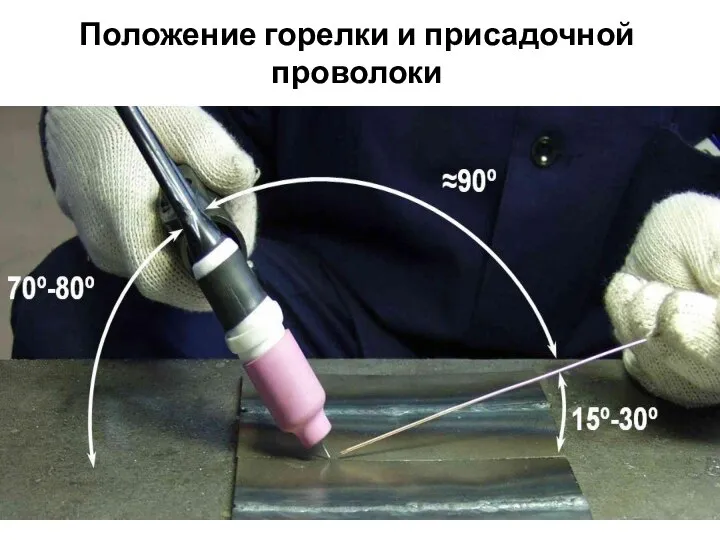
Положение горелки и присадочной проволоки
Положение горелки и присадочной проволоки
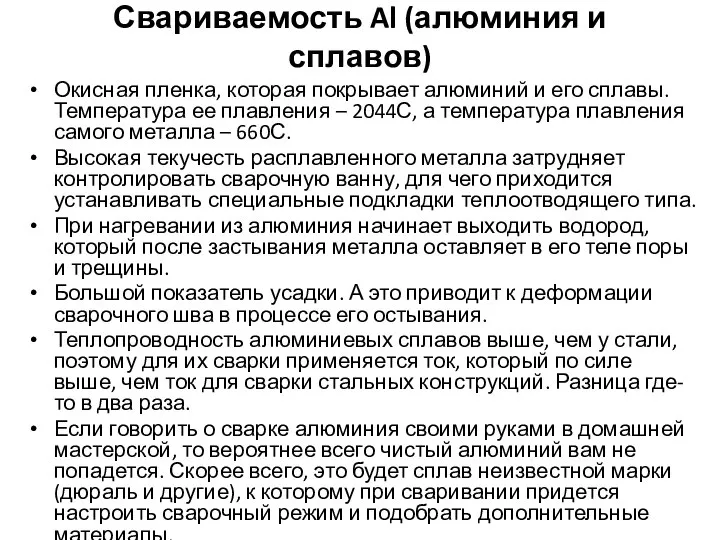
Свариваемость Al (алюминия и сплавов)
Окисная пленка, которая покрывает алюминий и его
Свариваемость Al (алюминия и сплавов)
Окисная пленка, которая покрывает алюминий и его
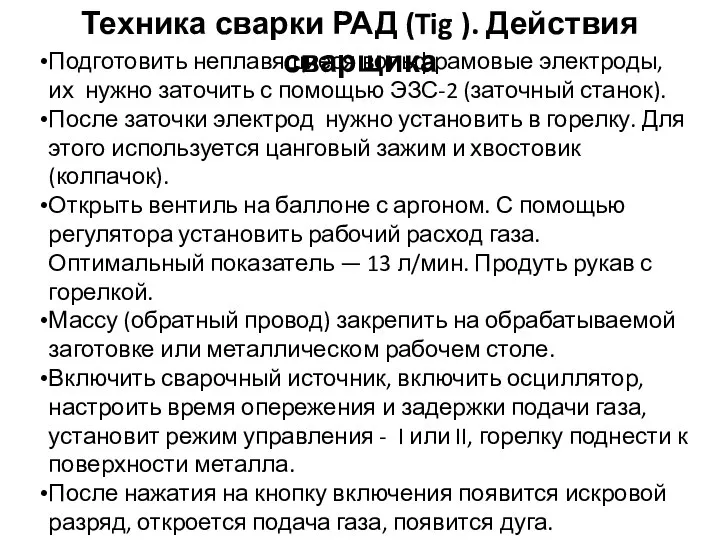
Техника сварки РАД (Tig ). Действия сварщика
Подготовить неплавящиеся вольфрамовые электроды, их
Техника сварки РАД (Tig ). Действия сварщика
Подготовить неплавящиеся вольфрамовые электроды, их
Техника сварки РАД (рекомендации)
1.Чем длиннее сварочная дуга, тем шире шов и
Техника сварки РАД (рекомендации)
1.Чем длиннее сварочная дуга, тем шире шов и
Рекомендации
5.Проплавление в РАД определяется формой сварного шва:
- если он имеет
Рекомендации
5.Проплавление в РАД определяется формой сварного шва:
- если он имеет

Процесс получения соединения РАД
Процесс получения соединения РАД
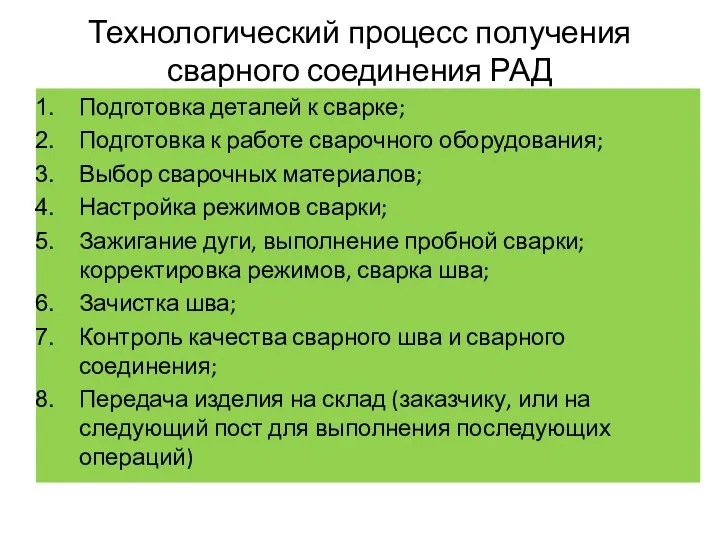
Технологический процесс получения сварного соединения РАД
Подготовка деталей к сварке;
Подготовка к работе
Технологический процесс получения сварного соединения РАД
Подготовка деталей к сварке;
Подготовка к работе

Внешний вид сварного шва РАД
Внешний вид сварного шва РАД

Работа сварщика РАД
Работа сварщика РАД
Правила и рекомендации проведение процесса сварки аргоном для достижения высокого качества
Правила и рекомендации проведение процесса сварки аргоном для достижения высокого качества
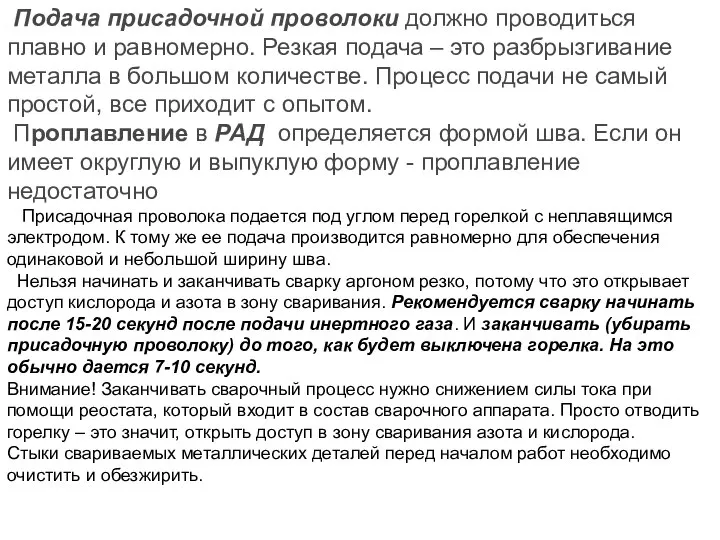
Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача
Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача
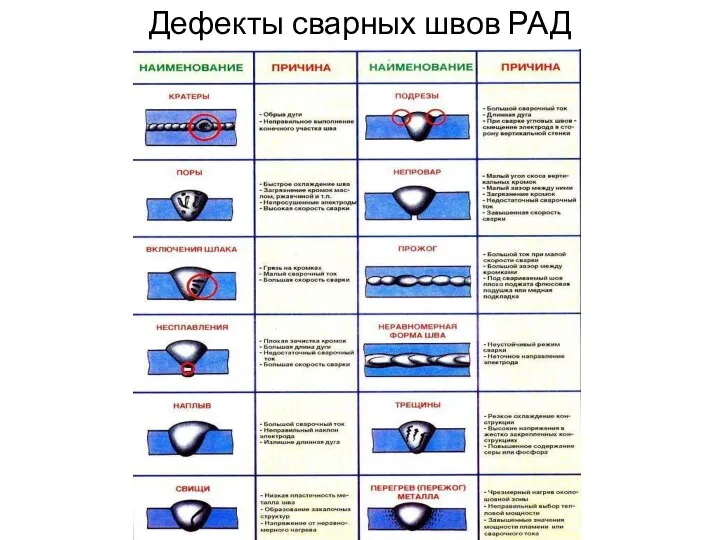
Дефекты сварных швов РАД
Дефекты сварных швов РАД
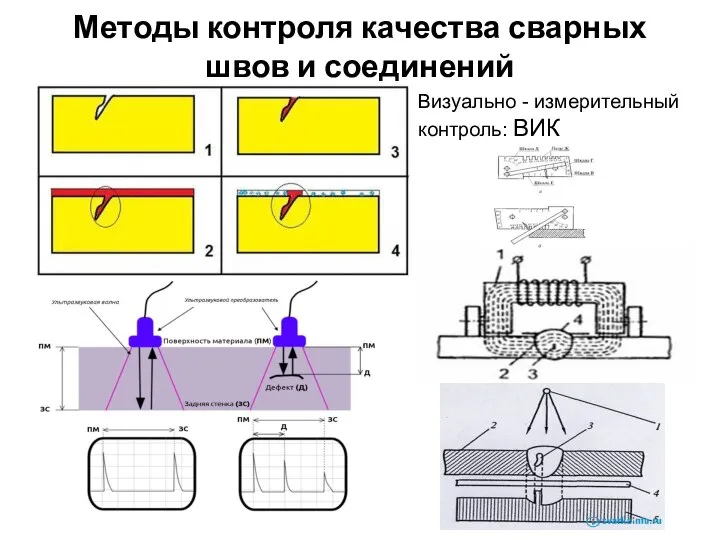
Методы контроля качества сварных швов и соединений
Визуально - измерительный контроль: ВИК
Методы контроля качества сварных швов и соединений
Визуально - измерительный контроль: ВИК
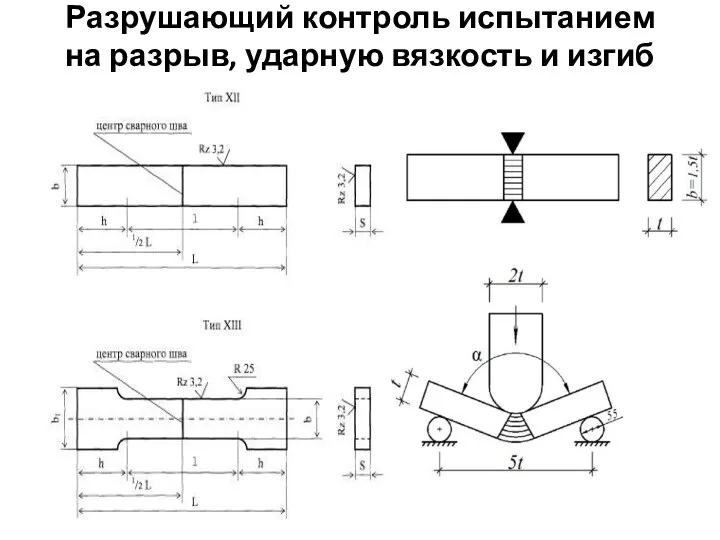
Разрушающий контроль испытанием на разрыв, ударную вязкость и изгиб
Разрушающий контроль испытанием на разрыв, ударную вязкость и изгиб
Преимущества РАД
Невысокая температура нагрева, что сохраняет размеры и форму двух
Преимущества РАД
Невысокая температура нагрева, что сохраняет размеры и форму двух
Недостатки РАД
При сквозняках и ветре часть аргонной защиты улетучивается (сдувается), что
Недостатки РАД
При сквозняках и ветре часть аргонной защиты улетучивается (сдувается), что
 Матвеева М.А., Шатохина М.И. Цифровизация бухгалтерского учета
Матвеева М.А., Шатохина М.И. Цифровизация бухгалтерского учета Техэксперт: электроэнергетика
Техэксперт: электроэнергетика 662, 661, 42, 529, 125, окно приема
662, 661, 42, 529, 125, окно приема Висячие и вантовые покрытия
Висячие и вантовые покрытия Приборы testo для систем приточно-вытяжной вентиляции
Приборы testo для систем приточно-вытяжной вентиляции Музыка и живопись (музыкально-педагогический аспект)
Музыка и живопись (музыкально-педагогический аспект) Презентация У книжек дни рождения, конечно, тоже есть
Презентация У книжек дни рождения, конечно, тоже есть Свайные фундаменты. (Лекция 20)
Свайные фундаменты. (Лекция 20) Портрет в скульптуре
Портрет в скульптуре d6a65fd9f3fe7726c802920e26942bde
d6a65fd9f3fe7726c802920e26942bde Аттестационная Николаева Н.С
Аттестационная Николаева Н.С Объявление к дню победы конкурс
Объявление к дню победы конкурс Corporate identity guide
Corporate identity guide Рудничные пускатели и автоматические выключатели
Рудничные пускатели и автоматические выключатели Wortschatzerweiterung durch Übernahme aus anderen Sprachsystemen (Entlehnungen)
Wortschatzerweiterung durch Übernahme aus anderen Sprachsystemen (Entlehnungen) Роль физических упражнений в формировании осанки учеников
Роль физических упражнений в формировании осанки учеников Схема армирования оболочки. Конструктивная схема сборной оболочки
Схема армирования оболочки. Конструктивная схема сборной оболочки Инструментальные стали
Инструментальные стали Болезни эндокринной системы. Кузнецовой Марии
Болезни эндокринной системы. Кузнецовой Марии Технические методы и средства защиты информации
Технические методы и средства защиты информации Понятие формы. Многообразие форм окружающего мира
Понятие формы. Многообразие форм окружающего мира Робототехника
Робототехника Зачем люди осваивают космос? Почему мы часто слышим слово экология?
Зачем люди осваивают космос? Почему мы часто слышим слово экология? ПТЭ, инструкции и безопасность движения для осмотрщика-ремонтника вагонов
ПТЭ, инструкции и безопасность движения для осмотрщика-ремонтника вагонов Трубы и колодцы
Трубы и колодцы класс виды мозаики 01.04.2020
класс виды мозаики 01.04.2020 СГМУ
СГМУ презентация Руденко Д.В
презентация Руденко Д.В