- Способы очистки коксового газа, охлаждение. Компоновки улавливающих цехов, новые технологии

Содержание
- 2. Содержание 1. Схема материальных потоков цеха улавливания химических продуктов коксования 2. Очистка надсмольной воды от фусов
- 3. Надсмольная вода Дебензинация масла Сера или серная кислота смола Аммиачная вода Паро-аммиачная смесь Маточный раствор Сырые
- 4. 2. Очистка надсмольной воды от фусов и смолы Отстаивание надсмольной воды газосборникового цикла (барильетной воды) от
- 5. 3. Схема двухступенчатого охлаждения газа в АВОГ и ПГХ Применяемые на коксохимических предприятиях схемы охлаждения газа
- 6. 4.Получения сульфата аммония сатураторным способом Сущность процесса состоит в том, что дополнительно подогретый после нагнетателя коксовый
- 7. 5. Получения сульфата аммония по бессатураторному способу Применяется схема, в которой предусматривается установка двухступенчатого абсорбера для
- 8. 6. Способы улавливания бензольных углеводородов из коксового газа Температура газа после сульфатного отделения 55–60°С. Газ содержит
- 9. 7. Улавливания бензольных углеводородов поглотительным маслом На большинстве отечественных коксохимических заводов в качестве поглотителя для улавливания
- 10. 8. Выделение бензольных углеводородов из поглотительного масла Насыщенное бензольными углеводородами поглотительное масло из последнего по ходу
- 11. Технологическая схема десорбции сырого бензола: 1 – сепаратор; 2 – конденсатор; 3,6 –дефлегматоры; 4 – разделительная
- 12. Тестовые задания 1. Плотность средне каменноугольной смолы : 1010-1020 1180-1220 1250-1300 2. Температура газа после ПГХ:
- 14. Скачать презентацию
Содержание
1. Схема материальных потоков цеха улавливания химических продуктов коксования
2. Очистка надсмольной
Содержание
1. Схема материальных потоков цеха улавливания химических продуктов коксования
2. Очистка надсмольной

Надсмольная вода
Дебензинация
масла
Сера или серная кислота
смола
Аммиачная вода
Паро-аммиачная смесь
Маточный раствор
Сырые
пиридиновые основания
1.
Надсмольная вода
Дебензинация
масла
Сера или серная кислота
смола
Аммиачная вода
Паро-аммиачная смесь
Маточный раствор
Сырые
пиридиновые основания
1.
2. Очистка надсмольной воды от фусов и смолы
Отстаивание надсмольной воды газосборникового
2. Очистка надсмольной воды от фусов и смолы
Отстаивание надсмольной воды газосборникового
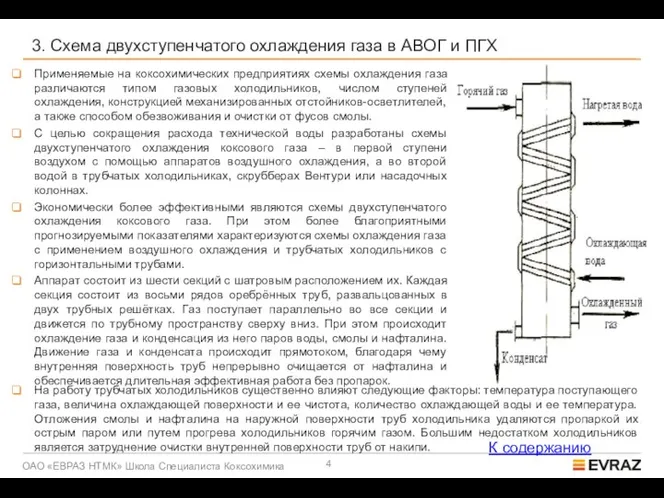
3. Схема двухступенчатого охлаждения газа в АВОГ и ПГХ
Применяемые на коксохимических
3. Схема двухступенчатого охлаждения газа в АВОГ и ПГХ
Применяемые на коксохимических
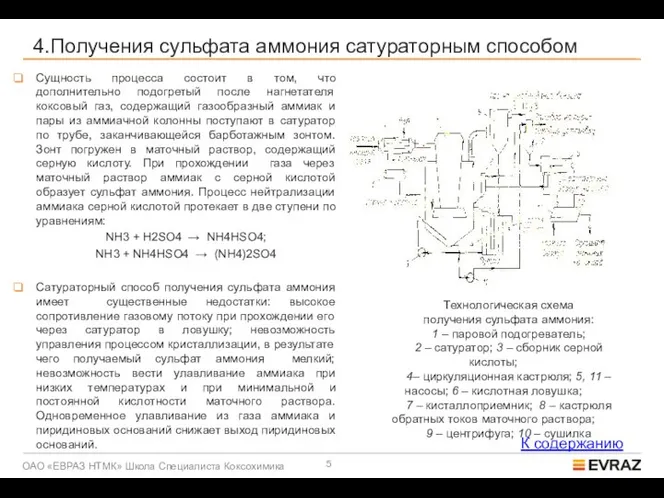
4.Получения сульфата аммония сатураторным способом
Сущность процесса состоит в том, что дополнительно
4.Получения сульфата аммония сатураторным способом
Сущность процесса состоит в том, что дополнительно
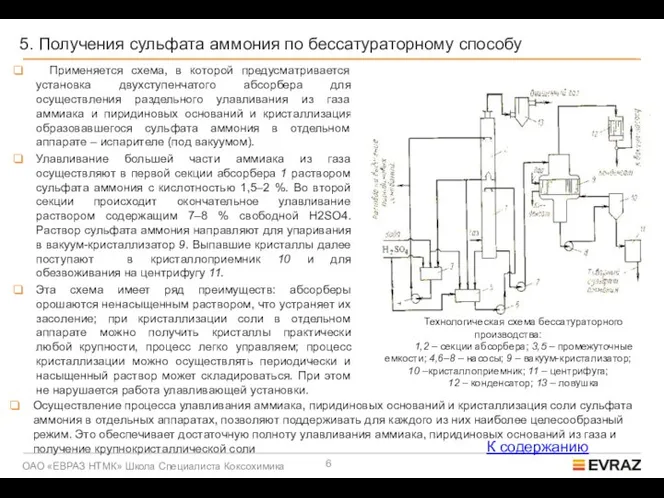
5. Получения сульфата аммония по бессатураторному способу
Применяется схема, в
5. Получения сульфата аммония по бессатураторному способу
Применяется схема, в

6. Способы улавливания бензольных углеводородов из коксового газа
Температура газа после сульфатного
6. Способы улавливания бензольных углеводородов из коксового газа
Температура газа после сульфатного
7. Улавливания бензольных углеводородов поглотительным маслом
На большинстве отечественных коксохимических заводов
7. Улавливания бензольных углеводородов поглотительным маслом
На большинстве отечественных коксохимических заводов
8. Выделение бензольных углеводородов из поглотительного масла
Насыщенное бензольными углеводородами поглотительное масло
8. Выделение бензольных углеводородов из поглотительного масла
Насыщенное бензольными углеводородами поглотительное масло
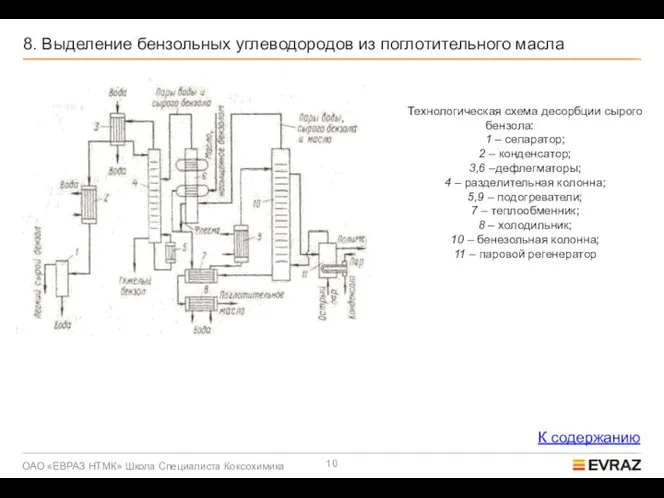
Технологическая схема десорбции сырого бензола:
1 – сепаратор;
2 – конденсатор;
3,6
Технологическая схема десорбции сырого бензола:
1 – сепаратор;
2 – конденсатор;
3,6
Тестовые задания
1. Плотность средне каменноугольной смолы :
1010-1020
1180-1220
1250-1300
2. Температура газа после ПГХ:
30
Тестовые задания
1. Плотность средне каменноугольной смолы :
1010-1020
1180-1220
1250-1300
2. Температура газа после ПГХ:
30
 Портрет современного ученого
Портрет современного ученого Строение и содержание ландшафтной архитектуры
Строение и содержание ландшафтной архитектуры New Microsoft PowerPoint Presentation
New Microsoft PowerPoint Presentation 9_klass_07_09_2022
9_klass_07_09_2022 День белых журавлей
День белых журавлей 20180707_urok_3_slozhenie_drobey_s_raznymi_znamenatelyami_3
20180707_urok_3_slozhenie_drobey_s_raznymi_znamenatelyami_3 Немецкий народ
Немецкий народ Домовый храм святителя Тихона, патриарха Московского и всея России в г. Череповце
Домовый храм святителя Тихона, патриарха Московского и всея России в г. Череповце WFM Henkilöstöportaali
WFM Henkilöstöportaali Методы восстановления вредных примесей в продуктах сгорания
Методы восстановления вредных примесей в продуктах сгорания Оргтехника и основные средства связи
Оргтехника и основные средства связи Игра - тренажёр Словарные слова
Игра - тренажёр Словарные слова малая родина
малая родина 20180113_dm_7_dlina_okruzhnosti_i_ploshchad_kruga
20180113_dm_7_dlina_okruzhnosti_i_ploshchad_kruga Ученики-Методика_IF-Асауляк-2020-001
Ученики-Методика_IF-Асауляк-2020-001 Удосконалення роботи станції Ф в умовах реформування залізниць України
Удосконалення роботи станції Ф в умовах реформування залізниць України Современный манипулятор газа
Современный манипулятор газа Фотосъёмка промышленного и индустриального пейзажей
Фотосъёмка промышленного и индустриального пейзажей Расчет отходов и потерь сырья и пищевых продуктов при производстве продукции общественного питания. Урок 12
Расчет отходов и потерь сырья и пищевых продуктов при производстве продукции общественного питания. Урок 12 Системный анализ технологических операций ТПШИ
Системный анализ технологических операций ТПШИ Отказы в колонне стабилизации бензина установки кат-крекинга
Отказы в колонне стабилизации бензина установки кат-крекинга Анализ алгоритмов и разработка модуля формирования наградных и сопутствующих документов для конкурсных мероприятий
Анализ алгоритмов и разработка модуля формирования наградных и сопутствующих документов для конкурсных мероприятий Игры и упражнения для речевого развития (1)
Игры и упражнения для речевого развития (1) 20111014_1_klass_osen_v_muzyke
20111014_1_klass_osen_v_muzyke Областная патриотическая акция Вахта памяти Направление История одного экспоната школьного музея
Областная патриотическая акция Вахта памяти Направление История одного экспоната школьного музея Проект по технологии Обоженные настенные часы
Проект по технологии Обоженные настенные часы День учителя. История праздника
День учителя. История праздника композиция
композиция