- Технологические основы сварки сталей различных классов

Содержание
- 3. Состав низкоуглеродистых сталей, применяемых для сварных конструкций, % Механические свойства низкоуглеродистых сталей, применяемых для сварных конструкций
- 4. Состав и свойства среднеуглеродистых сталей
- 5. Свариваемость Свариваемость (соединяемость) — свойство материала образовывать неразъемное соединение с требуемым качеством и уровнем физико-механических и
- 6. Горячие трещины Прямые методы: 1) определение механических свойств в температурном интервале хрупкости; 2) испытания с принудительным
- 7. Холодные трещины 1) по характеру оценки- на прямые и косвенные; 2) по характеру показателей склонности -
- 8. Холодные трещины
- 9. Холодные трещины Методика Д.Сефериана:
- 10. Углеродистые стали
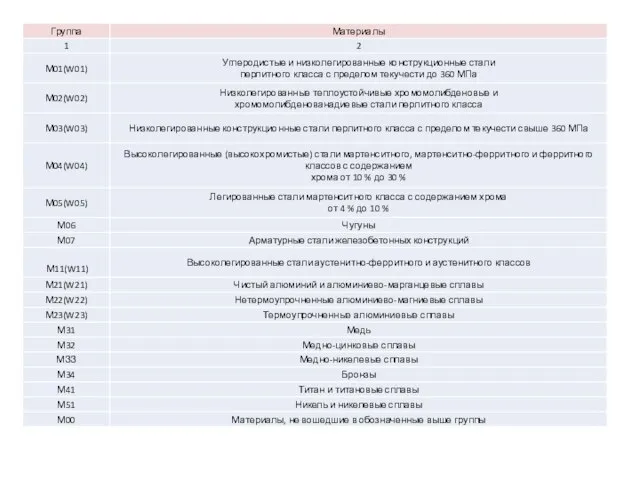
- 11. Низколегированные стали По химическому составу стали разделяются на низколегированные и легированные. В зависимости от вида основных
- 12. Сварка теплоустойчивых сталей Диаграмма распределения твердости по зонам сварного соединения: зона сплавления – зона белой полосы:
- 14. Скачать презентацию
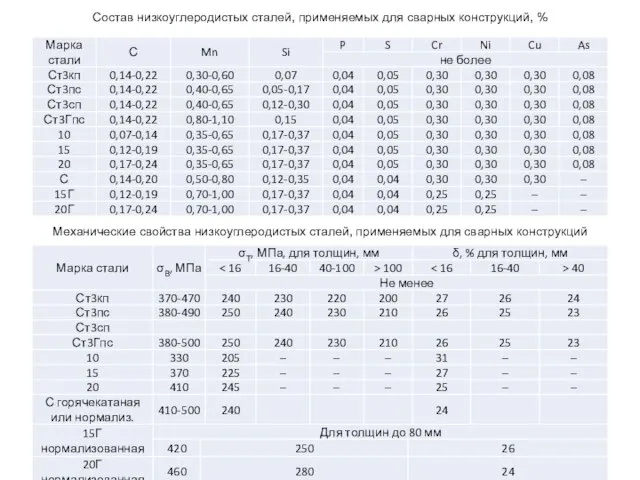
Состав низкоуглеродистых сталей, применяемых для сварных конструкций, %
Механические свойства низкоуглеродистых сталей,
Состав низкоуглеродистых сталей, применяемых для сварных конструкций, %
Механические свойства низкоуглеродистых сталей,
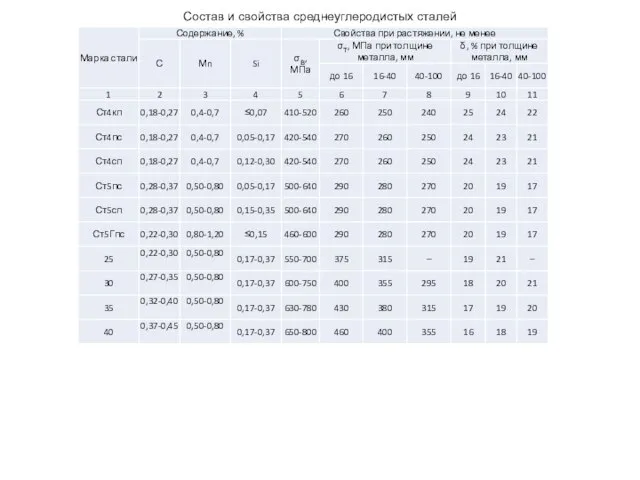
Состав и свойства среднеуглеродистых сталей
Состав и свойства среднеуглеродистых сталей
Свариваемость
Свариваемость (соединяемость) — свойство материала образовывать неразъемное соединение с требуемым качеством
Свариваемость
Свариваемость (соединяемость) — свойство материала образовывать неразъемное соединение с требуемым качеством
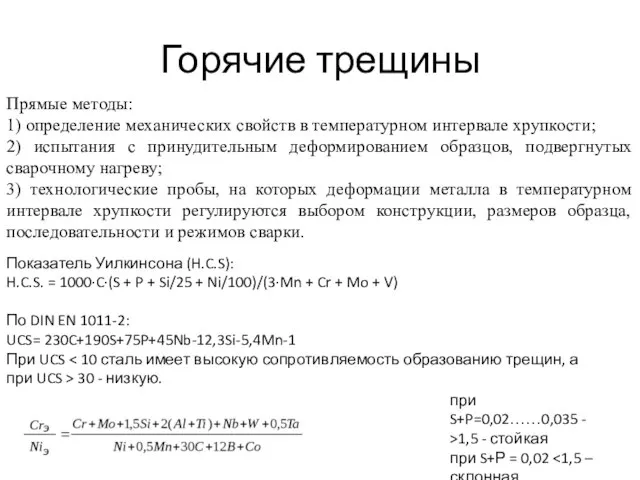
Горячие трещины
Прямые методы:
1) определение механических свойств в температурном интервале хрупкости;
2) испытания
Горячие трещины
Прямые методы:
1) определение механических свойств в температурном интервале хрупкости;
2) испытания
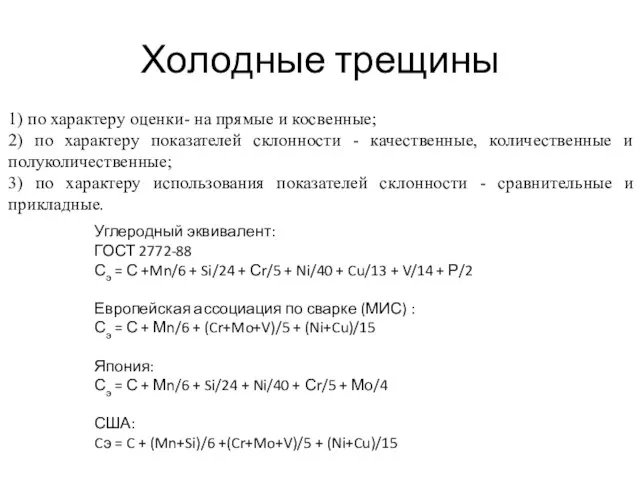
Холодные трещины
1) по характеру оценки- на прямые и косвенные;
2) по характеру
Холодные трещины
1) по характеру оценки- на прямые и косвенные;
2) по характеру
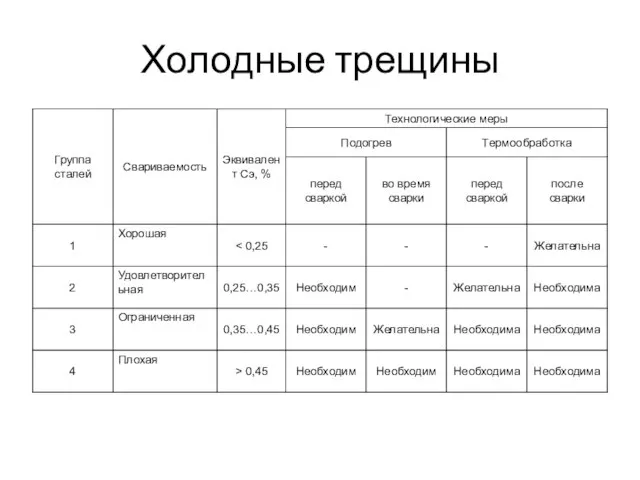
Холодные трещины
Холодные трещины
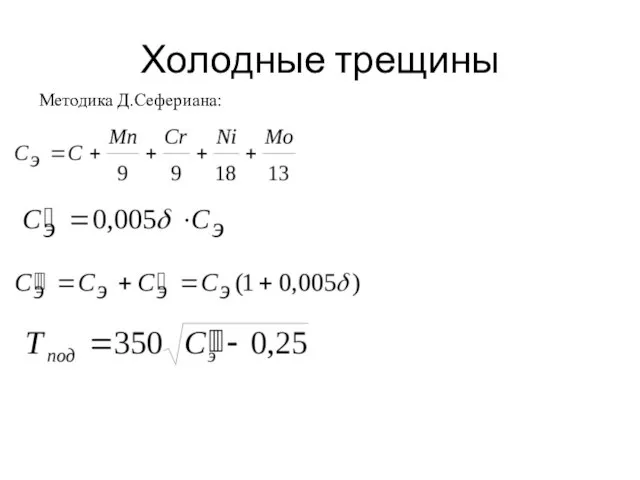
Холодные трещины
Методика Д.Сефериана:
Холодные трещины
Методика Д.Сефериана:
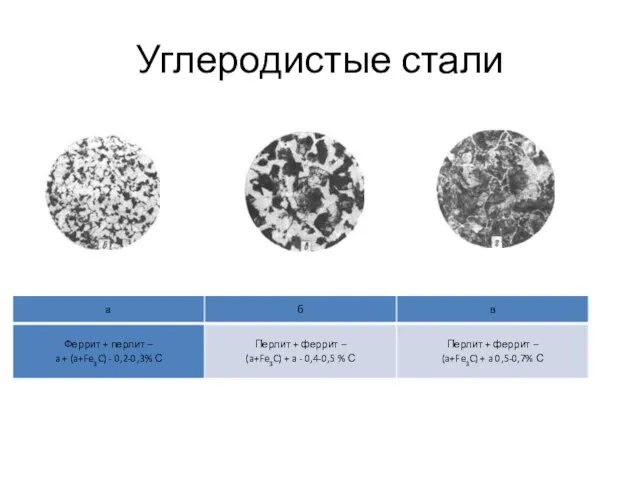
Углеродистые стали
Углеродистые стали
Низколегированные стали
По химическому составу стали разделяются на низколегированные и легированные.
В зависимости
Низколегированные стали
По химическому составу стали разделяются на низколегированные и легированные.
В зависимости
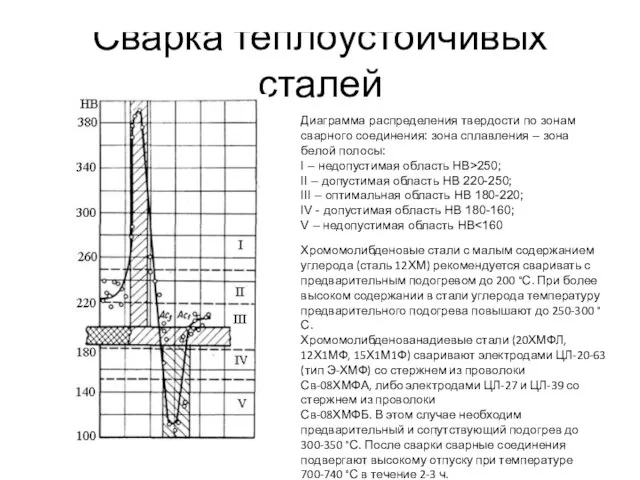
Сварка теплоустойчивых сталей
Диаграмма распределения твердости по зонам сварного соединения: зона сплавления
Сварка теплоустойчивых сталей
Диаграмма распределения твердости по зонам сварного соединения: зона сплавления
 20150114_prezentatsiya_po_intonatsii
20150114_prezentatsiya_po_intonatsii ДН-внеклассная работа
ДН-внеклассная работа My school
My school Higher Education in Russia and Abroad
Higher Education in Russia and Abroad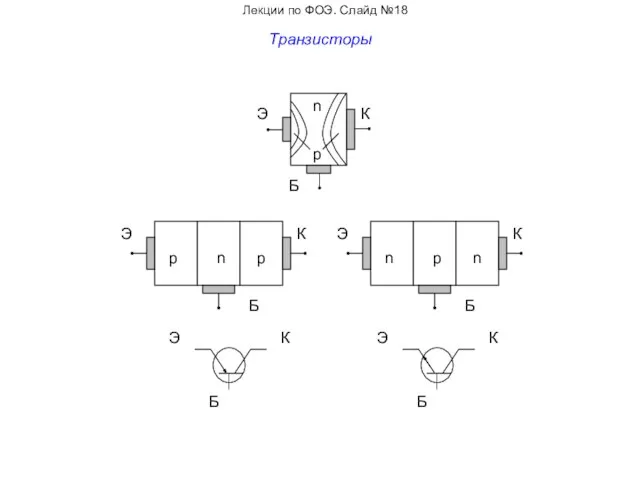 Лекции по ФОЭ. Транзисторы. (Часть 3)
Лекции по ФОЭ. Транзисторы. (Часть 3) Электр тарихы. Электр энергетикасы ұғымы. Қазақстанның электр энергетикасы
Электр тарихы. Электр энергетикасы ұғымы. Қазақстанның электр энергетикасы По дорогам сказок 2
По дорогам сказок 2 Искусство стран Ближнего и Среднего Востока
Искусство стран Ближнего и Среднего Востока Презентация Д О-2016
Презентация Д О-2016 Инновационные методы и формы работы по физическому воспитанию в рамках взаимодействия семьи и школы
Инновационные методы и формы работы по физическому воспитанию в рамках взаимодействия семьи и школы 20170712_doli_i_obyknovennye_drobi
20170712_doli_i_obyknovennye_drobi Panel Türki̇ye'de termi̇k santraller ve zonguldak
Panel Türki̇ye'de termi̇k santraller ve zonguldak Измерение экономического роста
Измерение экономического роста Система отопления. Практика 3
Система отопления. Практика 3 Молодежная миссия. Храм Покрова
Молодежная миссия. Храм Покрова 20151020_stroki_opalennye_voynoy
20151020_stroki_opalennye_voynoy Дистанционное обучение в период самоизоляции
Дистанционное обучение в период самоизоляции Поверхность электротехнической анизотропной стали
Поверхность электротехнической анизотропной стали Оформление беседки
Оформление беседки Прокладка и монтаж кабелей
Прокладка и монтаж кабелей Spacebot маркетинг
Spacebot маркетинг библиография + скриншоты
библиография + скриншоты Советы родителям и педагогам Как избежать конфликта
Советы родителям и педагогам Как избежать конфликта Библейские темы в изобразительном искусстве
Библейские темы в изобразительном искусстве Исследование методов управления системой активной тепловой защиты
Исследование методов управления системой активной тепловой защиты Конкурентна стратегія розвитку України в умовах глобалізації
Конкурентна стратегія розвитку України в умовах глобалізації Интеллектуальная система автоведения грузового поезда с распределенной тягой ИСАВП-РТ
Интеллектуальная система автоведения грузового поезда с распределенной тягой ИСАВП-РТ Возведение зданий и сооружений новыми инновационными технологиями
Возведение зданий и сооружений новыми инновационными технологиями