- Требования технологичности при изготовлении поковок

Содержание
- 2. Основные рекомендации по выбору плоскости разъема штампа. 1. Желательно, чтобы штамп имел один плоский разъем. 2.
- 3. 4. Желательно, чтобы плоскость разъема штампа совпадала с плоскостью двух наибольших габаритных размеров детали (при этом
- 4. 6. Желательно плоскость разъема штампа располагать так, чтобы естественные уклоны облегчали удаление поковки из штампа без
- 5. Требования технологичности к конструкции поковок, получаемых штамповкой: Поковка не должна иметь выступающих частей, мешающих ее удалению
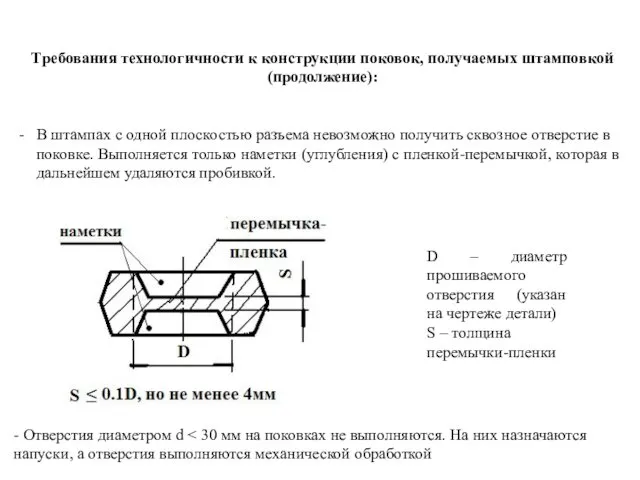
- 6. Требования технологичности к конструкции поковок, получаемых штамповкой (продолжение): В штампах с одной плоскостью разъема невозможно получить
- 8. Скачать презентацию
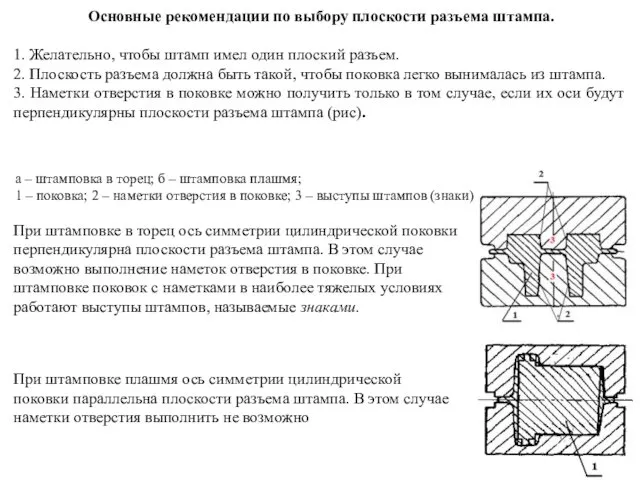
Основные рекомендации по выбору плоскости разъема штампа.
1. Желательно, чтобы штамп имел
Основные рекомендации по выбору плоскости разъема штампа.
1. Желательно, чтобы штамп имел

4. Желательно, чтобы плоскость разъема штампа совпадала с плоскостью двух наибольших
4. Желательно, чтобы плоскость разъема штампа совпадала с плоскостью двух наибольших

6. Желательно плоскость разъема штампа
располагать так, чтобы естественные уклоны облегчали
6. Желательно плоскость разъема штампа
располагать так, чтобы естественные уклоны облегчали
Требования технологичности к конструкции поковок, получаемых штамповкой:
Поковка не должна иметь выступающих
Требования технологичности к конструкции поковок, получаемых штамповкой:
Поковка не должна иметь выступающих
Требования технологичности к конструкции поковок, получаемых штамповкой
(продолжение):
В штампах с одной плоскостью
Требования технологичности к конструкции поковок, получаемых штамповкой
(продолжение):
В штампах с одной плоскостью
 Книга пророка Даниила. Лекции по Ветхому Завету
Книга пророка Даниила. Лекции по Ветхому Завету Уточнения для SLA-22 по доставке (1) (1)
Уточнения для SLA-22 по доставке (1) (1) either-or-neither-nor-not-only-but-also-both-and-grammar-guides
either-or-neither-nor-not-only-but-also-both-and-grammar-guides Ассистивные технологии Assistive technology – AT
Ассистивные технологии Assistive technology – AT Классификация мебели
Классификация мебели Закладки из картона и бумаги
Закладки из картона и бумаги Парта Героя
Парта Героя Panel Türki̇ye'de termi̇k santraller ve zonguldak
Panel Türki̇ye'de termi̇k santraller ve zonguldak Basics of Lighting
Basics of Lighting С днём рождения, потрясающий человек
С днём рождения, потрясающий человек Презентация1
Презентация1 ОБЕД
ОБЕД Литературное чтение
Литературное чтение Дерево счастья
Дерево счастья Эскиз-идея поселка
Эскиз-идея поселка Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан
Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан ТПИ_102_Задание на 060420
ТПИ_102_Задание на 060420 Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості
Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості Продукция и инновации. Локомотивы
Продукция и инновации. Локомотивы Идеи, цели и задачи соц проектов (примеры)
Идеи, цели и задачи соц проектов (примеры) Семья Богдановых
Семья Богдановых Клуб правильного питания. Часть 11
Клуб правильного питания. Часть 11 20120318_testy_-_proverka_-_arhitektura_saratova
20120318_testy_-_proverka_-_arhitektura_saratova Victory Day (9 May)
Victory Day (9 May) postrel
postrel Chameleon
Chameleon Проектирование технологических процессов обработки на станках автоматах и полуавтоматах
Проектирование технологических процессов обработки на станках автоматах и полуавтоматах Воїни АТО. Україна
Воїни АТО. Україна