- Výrobní technologie (2VT) Přednáška

Содержание
- 2. Vytloukání odlitků nedílná součást výroby odlitků – uvolnění odlitku z formy 20-35% celkových nákladů polovina práce
- 3. Vytloukací rošty Jednoduché účinné stroje, vyšší hlučnost a prašnost, možnost poškození horkých odlitků, mísení jádrové a
- 4. Rotační uvolňovací (vytloukací) bubny Použití u automatických linek – vysoký výkon, nižší hlučnost a prašnost, šetrnější
- 5. Dokončovací operace čištění povrchu - tryskání oddělování vtoků a nálitků – odlamování, upalování apretura (odstraňování přebytečného
- 6. Čištění povrchu odlitků vodní tryskač chemicky - louhování za sucha tlakovzdušné tryskače ( směs vzduchu a
- 7. Chemické čištění použití pro přesné a velmi složité odlitky – metoda přesného lití na vytavitelný model
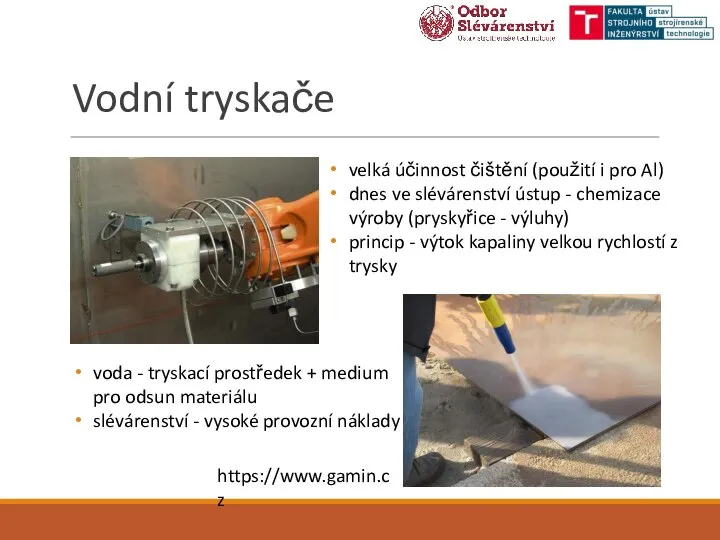
- 8. Vodní tryskače velká účinnost čištění (použití i pro Al) dnes ve slévárenství ústup - chemizace výroby
- 9. Tryskače tlakovzdušné Ruční injektorové kabiny Foto http://www.oteco.cz/ Tlakové kabiny
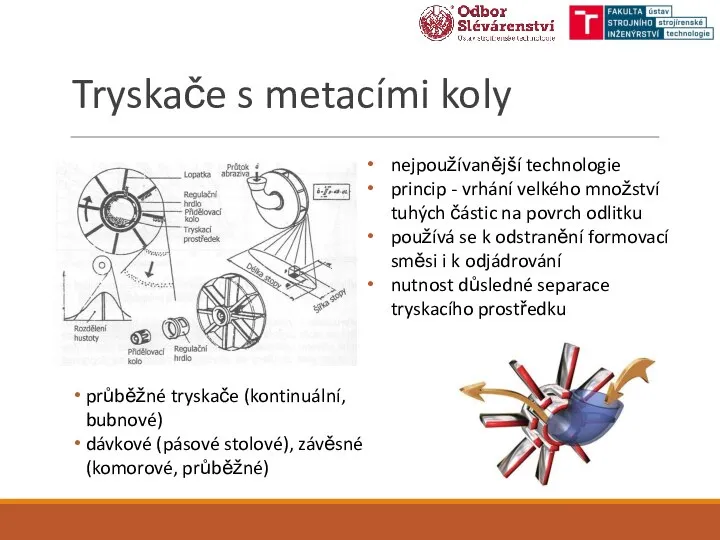
- 10. Tryskače s metacími koly nejpoužívanější technologie princip - vrhání velkého množství tuhých částic na povrch odlitku
- 11. Průběžné tryskače Bubnové Kontinuální tryskač s článkovým dopravníkem použití u automatických formovacích linek drobné odlitky možnost
- 12. Dávkové tryskače Pásové Stolové
- 13. Závěsné tryskače
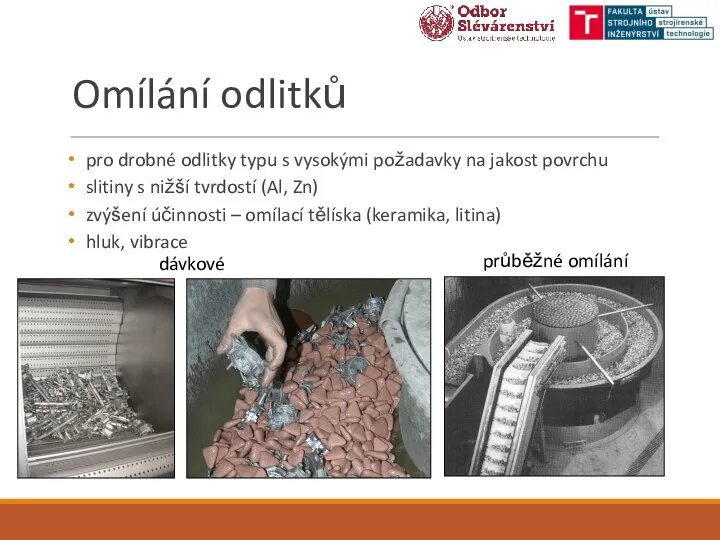
- 14. Omílání odlitků pro drobné odlitky typu s vysokými požadavky na jakost povrchu slitiny s nižší tvrdostí
- 15. NDT – nedestruktivní kontrola odlitků Největší množství vad v odlitcích způsobují ultrazvuk, magnet a rentgen. (A.
- 16. NDT – nedestruktivní kontrola odlitků Rozdělení metod NDT: Vizuální kontrola – oko, endoskop, kamera Kapilární defektoskopie
- 17. Kapilární defektoskopie zkouška využívá působení kapilárních sil, které umožňují vniknutí vhodných indikačních kapalin – penetrantů do
- 18. Magnetická defektoskopie Princip - změna magnetického toku v místě vady Podélné (pólové) zmagnetizování Příčné (cirkulární) zmagnetizování
- 19. Ultrazvuková defektoskopie Princip - založená na změnách propustnosti a odrazivosti ultrazvukové vlny vlivem necelistvosti materiálu Metoda
- 20. Ultrazvuková defektoskopie T - doba odpovídající dvojnásobné vzdálenosti tloušťky materiálu H - doba odpovídající dvojnásobné vzdálenosti
- 21. Rentgenová defektoskopie Princip - prozáření materiálu ionizačním zářením vyhodnocení zeslabení záření při průchodu odlitkem zeslabení v
- 22. Rentgenová defektoskopie rentgenová kontrola s počítačovou tomografií Ceitec http://www.ctlab.cz/home/ přenosný radiograf
- 23. Technologičnost konstrukce odlitku Ideální konstrukce - kompromis mezi technickými požadavky, funkcí, tvarem, pevností, jakostí, životností, spolehlivostí,
- 24. Vztahy ovlivňující konstrukci odlitku
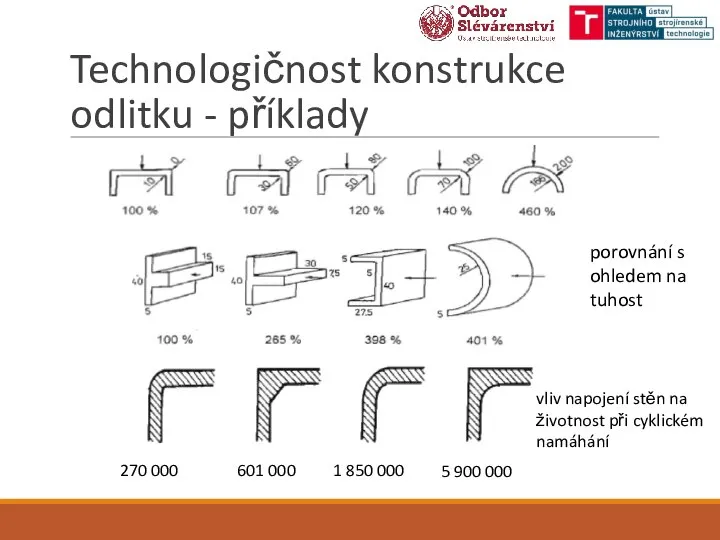
- 25. Technologičnost konstrukce odlitku - příklady 270 000 601 000 1 850 000 5 900 000 porovnání
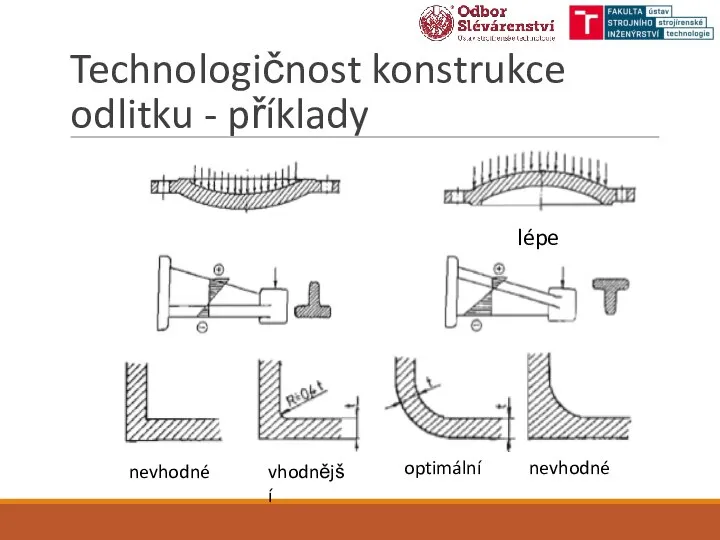
- 26. Technologičnost konstrukce odlitku - příklady lépe nevhodné vhodnější optimální nevhodné
- 27. Technologičnost konstrukce odlitku - příklady použití jádra použití volné části modelu optimální řešení optimalizace konstrukce odlitku
- 28. Vady odlitků vadou odlitku se rozumí každá odchylka od rozměru, hmotnosti, vzhledu, makrostruktury, mikrostruktury nebo vlastností
- 29. 100 Vady tvaru, rozměru, hmotnosti 200 Vady povrchu 300 Porušení souvislosti 400 Dutiny 500 Makroskopické vměstky
- 30. Členění vad – příklad vady třídy 100
- 31. Vady odlitku Povrchové – zpravidla opravitelné Porušení souvislosti – brzděné smršťování, objemové změny, fázové transformace- odstranění
- 32. RP – Rapid Prototyping Postupy a technologie, které umožňují vytvářet reálné modely součástí v relativně krátkém
- 33. Metody RP na bázi tekutého materiálu Stereolitografie (SLA)
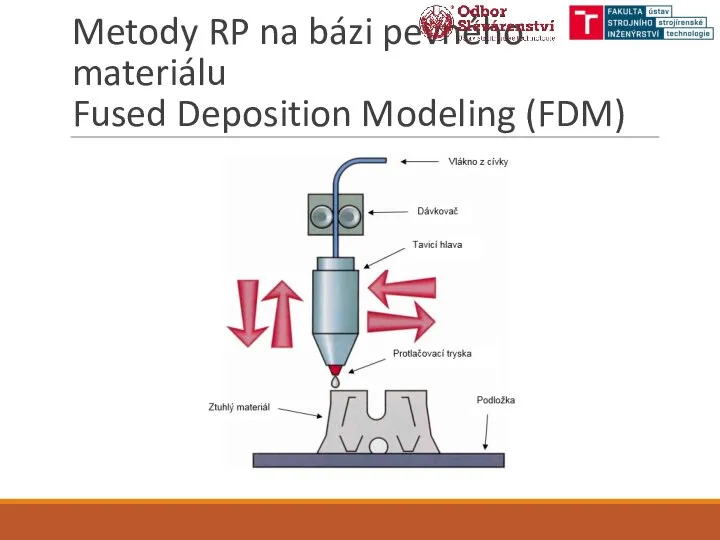
- 34. Metody RP na bázi pevného materiálu Fused Deposition Modeling (FDM)
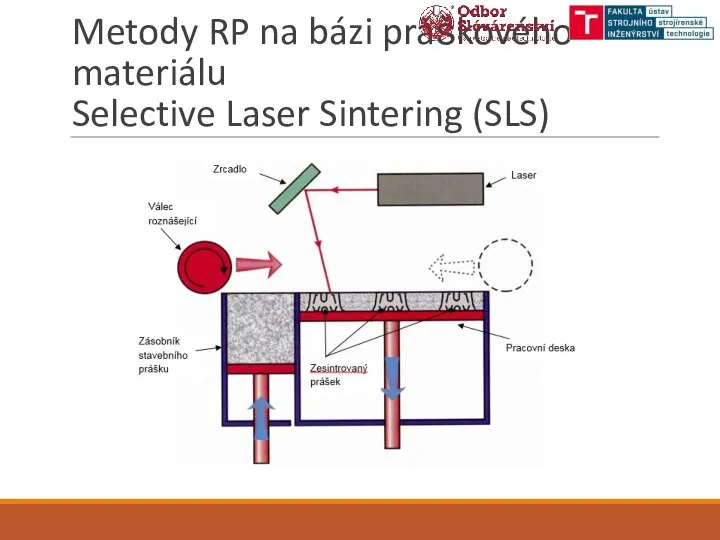
- 35. Metody RP na bázi práškového materiálu Selective Laser Sintering (SLS)
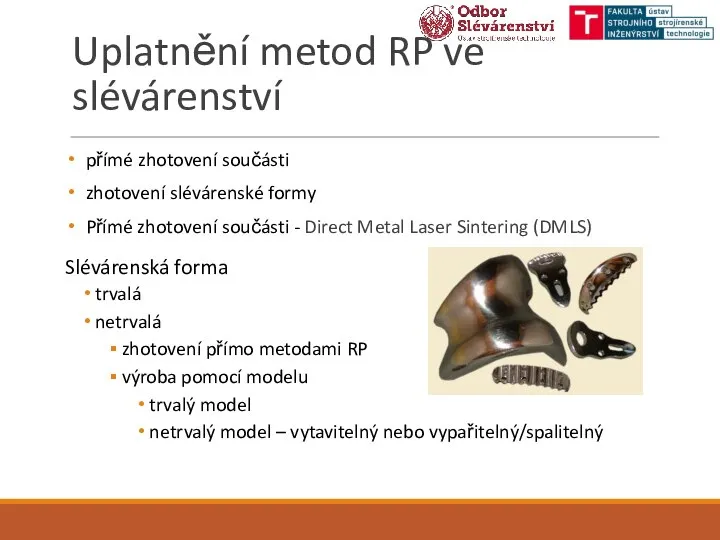
- 36. Uplatnění metod RP ve slévárenství přímé zhotovení součásti zhotovení slévárenské formy Přímé zhotovení součásti - Direct
- 37. Uplatnění RP při výrobě netrvalé slévárenské formy lití do písku
- 38. Uplatnění RP při výrobě netrvalé slévárenské formy lití do písku – Voxeljet – tisk forem a
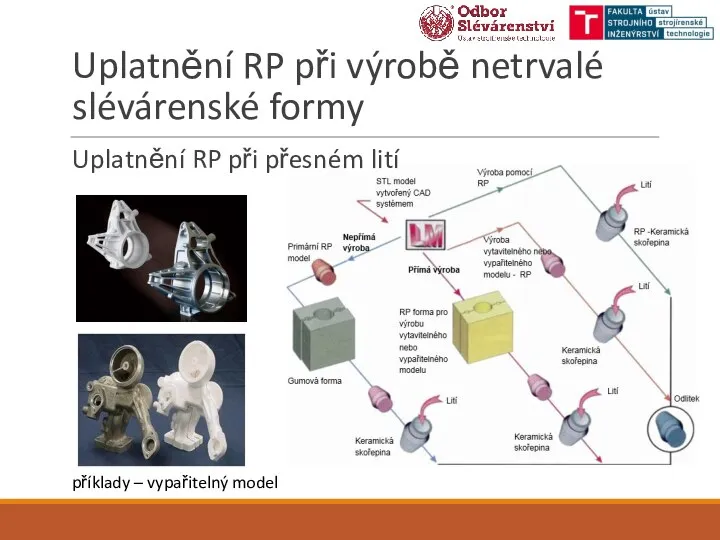
- 39. Uplatnění RP při výrobě netrvalé slévárenské formy Uplatnění RP při přesném lití příklady – vypařitelný model
- 40. Numerické simulace slévárenských procesů Matematický a grafický popis dějů probíhajících při odléván, chladnutí a tuhnutí odlitků.
- 41. Numerické simulace slévárenských procesů Metoda konečných prvků (FEM - Finite Element Method) snadnější kopírování geometrického tvaru
- 42. Kroky numerické simulace slévárenských procesů Preprocessing tvorba geometrie odlitku a formy (přenos z CAD softwaru) modelace
- 43. Použití numerické simulace v praxi Příprava modelu přenesení modelu z CAD softwaru do simulačního prostředí automatické
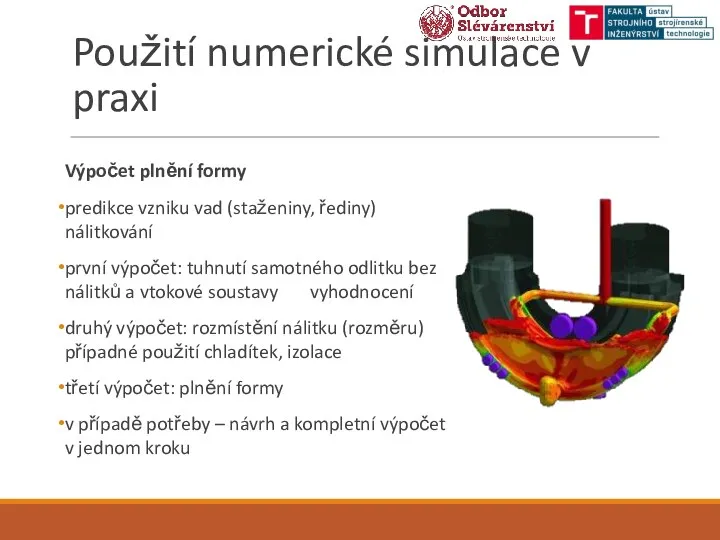
- 44. Použití numerické simulace v praxi Výpočet plnění formy predikce vzniku vad (staženiny, řediny) nálitkování první výpočet:
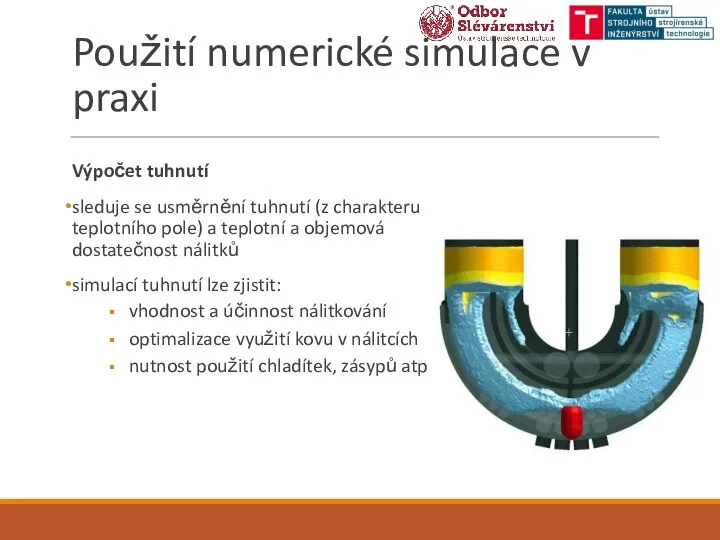
- 45. Použití numerické simulace v praxi Výpočet tuhnutí sleduje se usměrnění tuhnutí (z charakteru teplotního pole) a
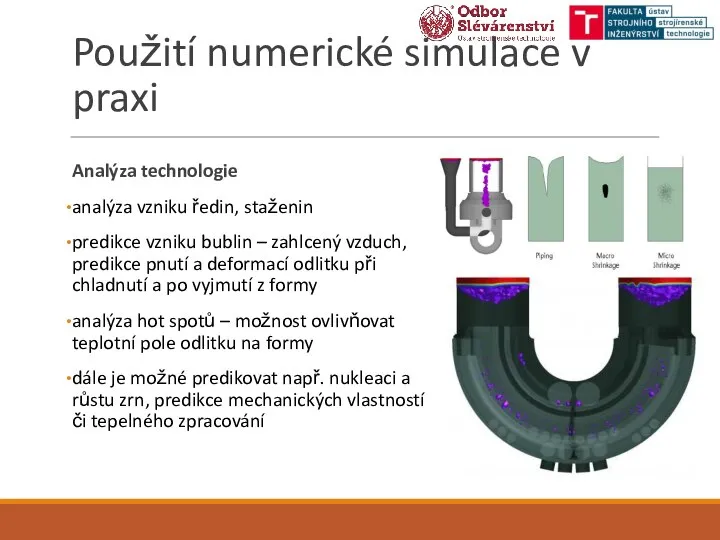
- 46. Použití numerické simulace v praxi Analýza technologie analýza vzniku ředin, staženin predikce vzniku bublin – zahlcený
- 47. Příklady výsledků simulací trhliny Fraction of Pearlite Fraction of Ferrite predikce struktury predikce staženin a ředin
- 49. Скачать презентацию
Vytloukání odlitků
nedílná součást výroby odlitků – uvolnění odlitku z formy
20-35% celkových
Vytloukání odlitků
nedílná součást výroby odlitků – uvolnění odlitku z formy
20-35% celkových

Vytloukací rošty
Jednoduché účinné stroje, vyšší hlučnost a prašnost, možnost poškození horkých
Vytloukací rošty
Jednoduché účinné stroje, vyšší hlučnost a prašnost, možnost poškození horkých

Rotační uvolňovací
(vytloukací) bubny
Použití u automatických linek – vysoký výkon, nižší
Rotační uvolňovací
(vytloukací) bubny
Použití u automatických linek – vysoký výkon, nižší
Dokončovací operace
čištění povrchu - tryskání
oddělování vtoků a nálitků – odlamování, upalování
apretura
Dokončovací operace
čištění povrchu - tryskání
oddělování vtoků a nálitků – odlamování, upalování
apretura
Čištění povrchu odlitků
vodní tryskač
chemicky - louhování
za sucha
tlakovzdušné tryskače ( směs vzduchu
Čištění povrchu odlitků
vodní tryskač
chemicky - louhování
za sucha
tlakovzdušné tryskače ( směs vzduchu
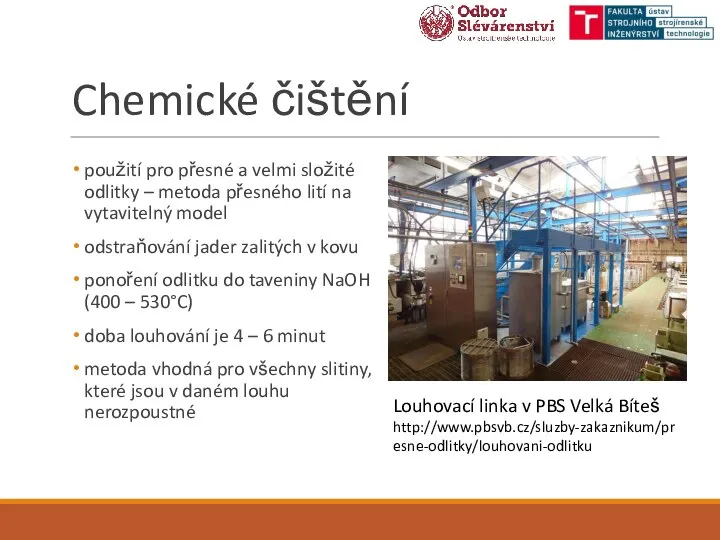
Chemické čištění
použití pro přesné a velmi složité odlitky – metoda přesného
Chemické čištění
použití pro přesné a velmi složité odlitky – metoda přesného
Vodní tryskače
velká účinnost čištění (použití i pro Al)
dnes ve slévárenství ústup
Vodní tryskače
velká účinnost čištění (použití i pro Al)
dnes ve slévárenství ústup

Tryskače tlakovzdušné
Ruční injektorové kabiny
Foto
http://www.oteco.cz/
Tlakové kabiny
Tryskače tlakovzdušné
Ruční injektorové kabiny
Foto
http://www.oteco.cz/
Tlakové kabiny
Tryskače s metacími koly
nejpoužívanější technologie
princip - vrhání velkého množství tuhých částic
Tryskače s metacími koly
nejpoužívanější technologie
princip - vrhání velkého množství tuhých částic

Průběžné tryskače
Bubnové
Kontinuální
tryskač s článkovým dopravníkem
použití u automatických formovacích linek
drobné odlitky
možnost
Průběžné tryskače
Bubnové
Kontinuální
tryskač s článkovým dopravníkem
použití u automatických formovacích linek
drobné odlitky
možnost

Dávkové tryskače
Pásové
Stolové
Dávkové tryskače
Pásové
Stolové

Závěsné tryskače
Závěsné tryskače
Omílání odlitků
pro drobné odlitky typu s vysokými požadavky na jakost povrchu
slitiny
Omílání odlitků
pro drobné odlitky typu s vysokými požadavky na jakost povrchu
slitiny
NDT – nedestruktivní kontrola odlitků
Největší množství vad v odlitcích způsobují ultrazvuk,
NDT – nedestruktivní kontrola odlitků
Největší množství vad v odlitcích způsobují ultrazvuk,
NDT – nedestruktivní kontrola odlitků
Rozdělení metod NDT:
Vizuální kontrola – oko, endoskop,
NDT – nedestruktivní kontrola odlitků
Rozdělení metod NDT:
Vizuální kontrola – oko, endoskop,
Kapilární defektoskopie
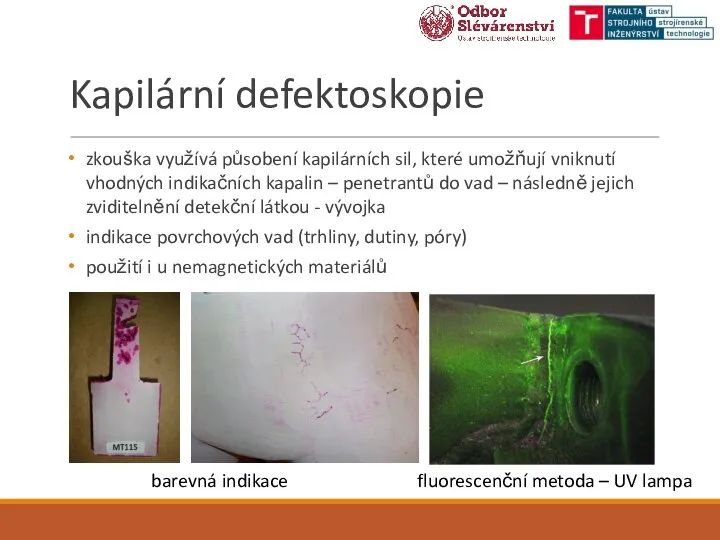
zkouška využívá působení kapilárních sil, které umožňují vniknutí vhodných indikačních
Kapilární defektoskopie
zkouška využívá působení kapilárních sil, které umožňují vniknutí vhodných indikačních

Magnetická defektoskopie
Princip - změna magnetického toku v místě vady
Podélné (pólové)
Magnetická defektoskopie
Princip - změna magnetického toku v místě vady
Podélné (pólové)

Ultrazvuková defektoskopie
Princip - založená na změnách propustnosti a odrazivosti ultrazvukové vlny
Ultrazvuková defektoskopie
Princip - založená na změnách propustnosti a odrazivosti ultrazvukové vlny
Ultrazvuková defektoskopie
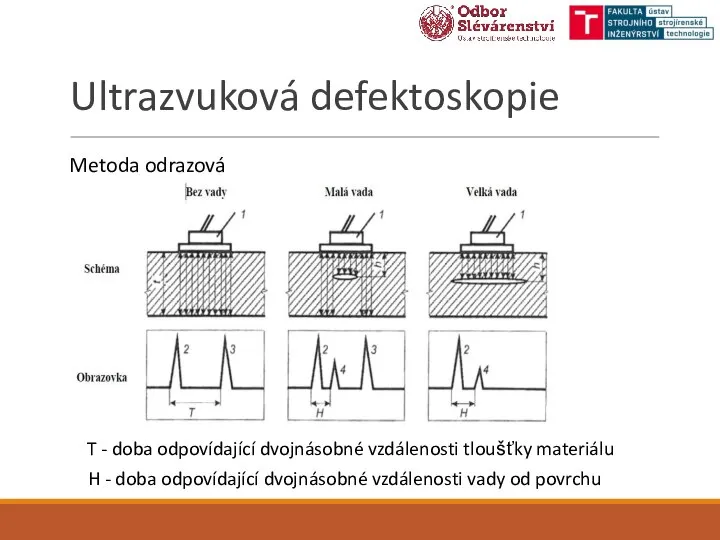
T - doba odpovídající dvojnásobné vzdálenosti tloušťky materiálu
H
Ultrazvuková defektoskopie
T - doba odpovídající dvojnásobné vzdálenosti tloušťky materiálu
H
Rentgenová defektoskopie
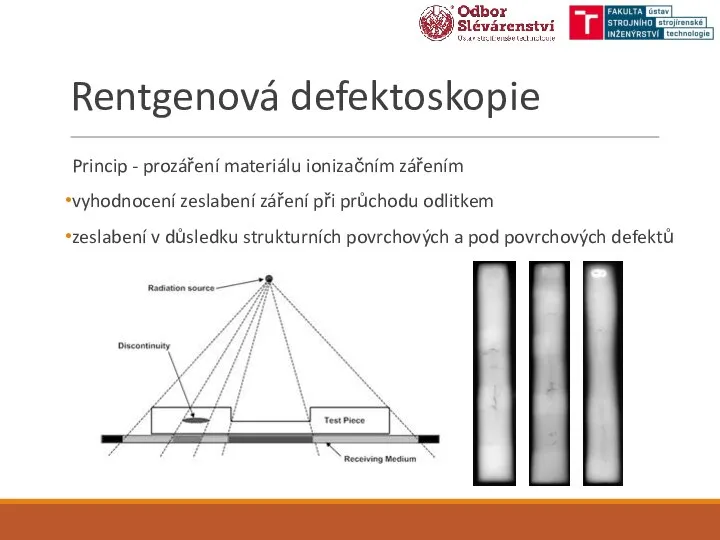
Princip - prozáření materiálu ionizačním zářením
vyhodnocení zeslabení záření při
Rentgenová defektoskopie
Princip - prozáření materiálu ionizačním zářením
vyhodnocení zeslabení záření při

Rentgenová defektoskopie
rentgenová kontrola s počítačovou tomografií
Ceitec http://www.ctlab.cz/home/
přenosný radiograf
Rentgenová defektoskopie
rentgenová kontrola s počítačovou tomografií
Ceitec http://www.ctlab.cz/home/
přenosný radiograf
Technologičnost konstrukce odlitku
Ideální konstrukce - kompromis mezi technickými požadavky, funkcí, tvarem,
Technologičnost konstrukce odlitku
Ideální konstrukce - kompromis mezi technickými požadavky, funkcí, tvarem,
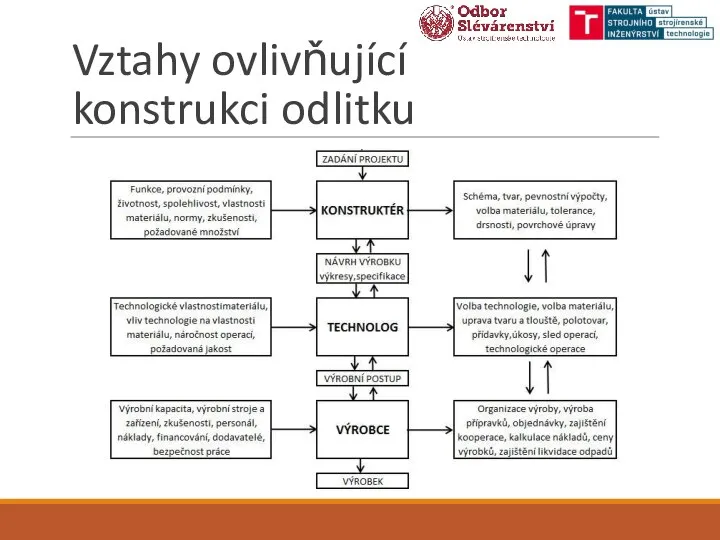
Vztahy ovlivňující
konstrukci odlitku
Vztahy ovlivňující
konstrukci odlitku
Technologičnost konstrukce
odlitku - příklady
270 000
601 000
1 850 000
5 900 000
porovnání
Technologičnost konstrukce
odlitku - příklady
270 000
601 000
1 850 000
5 900 000
porovnání
Technologičnost konstrukce
odlitku - příklady
lépe
nevhodné
vhodnější
optimální
nevhodné
Technologičnost konstrukce
odlitku - příklady
lépe
nevhodné
vhodnější
optimální
nevhodné
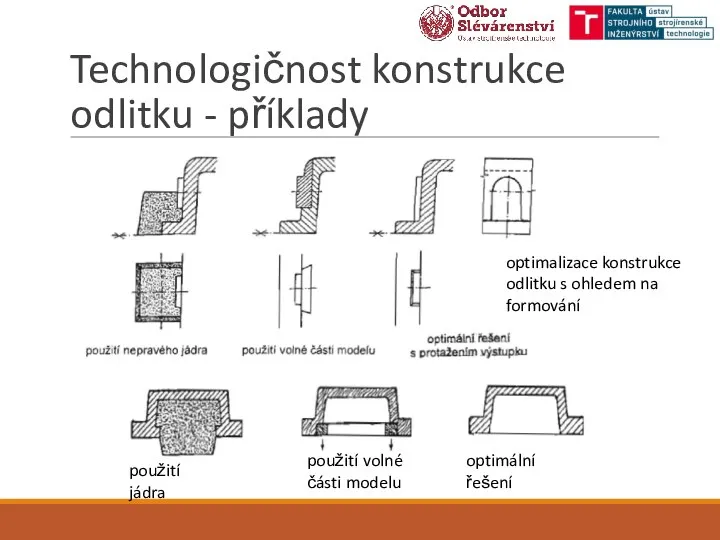
Technologičnost konstrukce
odlitku - příklady
použití jádra
použití volné
části modelu
optimální řešení
optimalizace konstrukce
Technologičnost konstrukce
odlitku - příklady
použití jádra
použití volné
části modelu
optimální řešení
optimalizace konstrukce
Vady odlitků
vadou odlitku se rozumí každá odchylka od rozměru, hmotnosti, vzhledu,
Vady odlitků
vadou odlitku se rozumí každá odchylka od rozměru, hmotnosti, vzhledu,
100 Vady tvaru, rozměru, hmotnosti
200 Vady povrchu
300 Porušení souvislosti
400 Dutiny
500 Makroskopické vměstky
600 Vady
100 Vady tvaru, rozměru, hmotnosti
200 Vady povrchu
300 Porušení souvislosti
400 Dutiny
500 Makroskopické vměstky
600 Vady
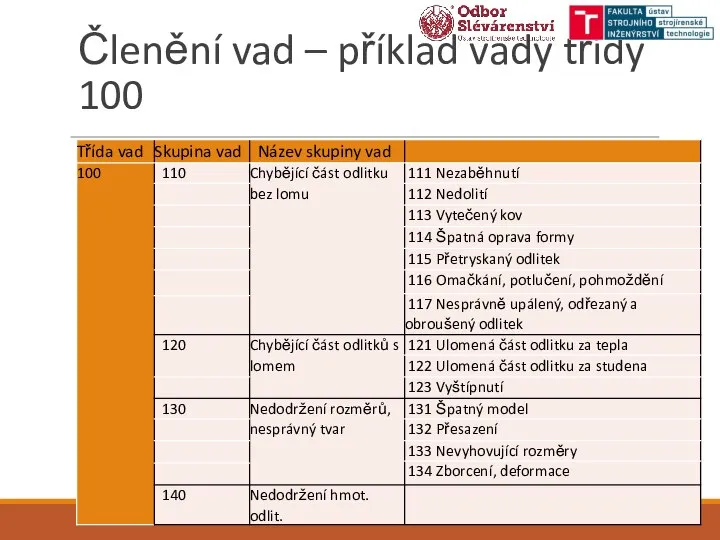
Členění vad – příklad vady třídy 100
Členění vad – příklad vady třídy 100

Vady odlitku
Povrchové – zpravidla opravitelné
Porušení souvislosti – brzděné smršťování, objemové změny,
Vady odlitku
Povrchové – zpravidla opravitelné
Porušení souvislosti – brzděné smršťování, objemové změny,
RP – Rapid Prototyping
Postupy a technologie, které umožňují vytvářet reálné modely
RP – Rapid Prototyping
Postupy a technologie, které umožňují vytvářet reálné modely

Metody RP na bázi tekutého materiálu
Stereolitografie (SLA)
Metody RP na bázi tekutého materiálu
Stereolitografie (SLA)
Metody RP na bázi pevného materiálu
Fused Deposition Modeling (FDM)
Metody RP na bázi pevného materiálu
Fused Deposition Modeling (FDM)
Metody RP na bázi práškového materiálu
Selective Laser Sintering (SLS)
Metody RP na bázi práškového materiálu
Selective Laser Sintering (SLS)
Uplatnění metod RP ve slévárenství
přímé zhotovení součásti
zhotovení slévárenské formy
Přímé zhotovení součásti
Uplatnění metod RP ve slévárenství
přímé zhotovení součásti
zhotovení slévárenské formy
Přímé zhotovení součásti

Uplatnění RP při výrobě netrvalé slévárenské formy
lití do písku
Uplatnění RP při výrobě netrvalé slévárenské formy
lití do písku

Uplatnění RP při výrobě netrvalé slévárenské formy
lití do písku – Voxeljet
Uplatnění RP při výrobě netrvalé slévárenské formy
lití do písku – Voxeljet
Uplatnění RP při výrobě netrvalé slévárenské formy
Uplatnění RP při přesném lití
příklady
Uplatnění RP při výrobě netrvalé slévárenské formy
Uplatnění RP při přesném lití
příklady

Numerické simulace slévárenských procesů
Matematický a grafický popis dějů probíhajících při odléván,
Numerické simulace slévárenských procesů
Matematický a grafický popis dějů probíhajících při odléván,
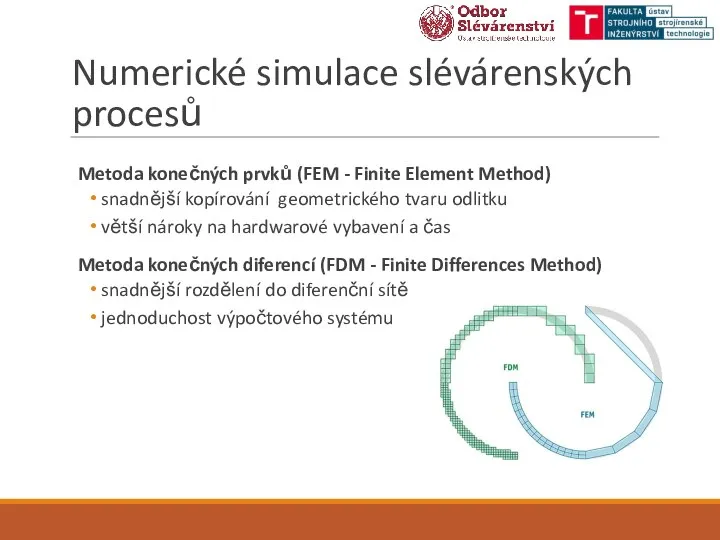
Numerické simulace slévárenských procesů
Metoda konečných prvků (FEM - Finite Element Method)
snadnější
Numerické simulace slévárenských procesů
Metoda konečných prvků (FEM - Finite Element Method)
snadnější
Kroky numerické simulace slévárenských procesů
Preprocessing
tvorba geometrie odlitku a formy (přenos z
Kroky numerické simulace slévárenských procesů
Preprocessing
tvorba geometrie odlitku a formy (přenos z
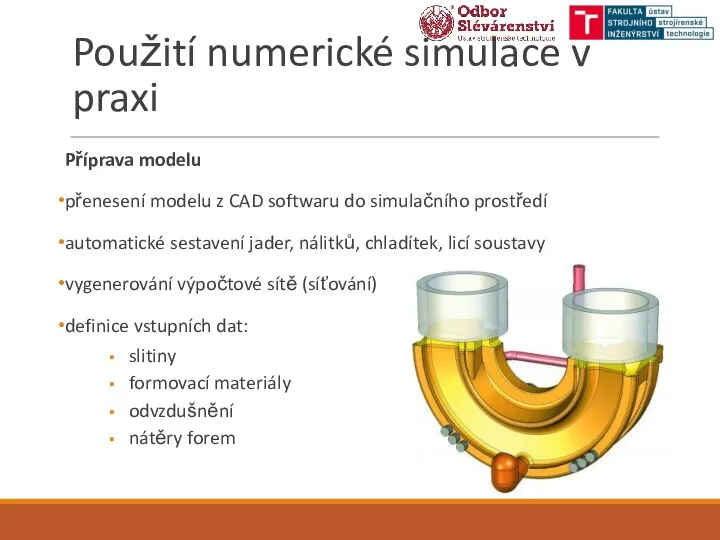
Použití numerické simulace v praxi
Příprava modelu
přenesení modelu z CAD softwaru do
Použití numerické simulace v praxi
Příprava modelu
přenesení modelu z CAD softwaru do
Použití numerické simulace v praxi
Výpočet plnění formy
predikce vzniku vad (staženiny, řediny)
Použití numerické simulace v praxi
Výpočet plnění formy
predikce vzniku vad (staženiny, řediny)
Použití numerické simulace v praxi
Výpočet tuhnutí
sleduje se usměrnění tuhnutí (z charakteru
Použití numerické simulace v praxi
Výpočet tuhnutí
sleduje se usměrnění tuhnutí (z charakteru
Použití numerické simulace v praxi
Analýza technologie
analýza vzniku ředin, staženin
predikce vzniku bublin
Použití numerické simulace v praxi
Analýza technologie
analýza vzniku ředin, staženin
predikce vzniku bublin

Příklady výsledků simulací
trhliny
Fraction of Pearlite
Fraction of Ferrite
predikce struktury
predikce staženin
a ředin
Příklady výsledků simulací
trhliny
Fraction of Pearlite
Fraction of Ferrite
predikce struktury
predikce staženin
a ředin
 Количественные показатели надежности
Количественные показатели надежности 20141008_pole_chudes_-_vneklassnoe_meropriyatie_dlya_6-8_klassov_na_temu_rossiya_s_drevneyshikh_vremen_do_xix_veka
20141008_pole_chudes_-_vneklassnoe_meropriyatie_dlya_6-8_klassov_na_temu_rossiya_s_drevneyshikh_vremen_do_xix_veka Транспортная инфраструктура
Транспортная инфраструктура хореяГ
хореяГ Доцільність та шкідливість біологічно активних добавок
Доцільність та шкідливість біологічно активних добавок Добро пожаловать в Билайн
Добро пожаловать в Билайн zanyatie_po_foto
zanyatie_po_foto Бесплатный_шаблон_презентаций_11
Бесплатный_шаблон_презентаций_11 Централизованное водоснабжение, преимущества. Виды и элементы водопровода
Централизованное водоснабжение, преимущества. Виды и элементы водопровода Развитие воображения
Развитие воображения Термины и определения
Термины и определения Транспортная система России
Транспортная система России Лабораторная работа №2. Построение системы кодирования информации с использованием языка Ассемблер
Лабораторная работа №2. Построение системы кодирования информации с использованием языка Ассемблер Строительно-инвестиционная компания полного цикла ООО Алтэкс-Строй
Строительно-инвестиционная компания полного цикла ООО Алтэкс-Строй Использование теплового действия электрического тока в устройстве теплиц и инкубаторов
Использование теплового действия электрического тока в устройстве теплиц и инкубаторов Управление рисками в организации
Управление рисками в организации Монтаж. Воздуховоды нового поколения
Монтаж. Воздуховоды нового поколения 20170328_slozhenie_i_vychitanie_smeshannyh_chisel
20170328_slozhenie_i_vychitanie_smeshannyh_chisel Архитектура России XVI-XVII вв
Архитектура России XVI-XVII вв croyman презентация
croyman презентация Нравственное и патриотическое воспитание школьников посредством эстрадного вокала
Нравственное и патриотическое воспитание школьников посредством эстрадного вокала Технология ручных работ. Изготовление образцов ручных швов
Технология ручных работ. Изготовление образцов ручных швов Степкин В.В. Пещерный монастырь у с. Шмарное
Степкин В.В. Пещерный монастырь у с. Шмарное Творческий проект Умный дом
Творческий проект Умный дом Модель парової машини поршневого типу
Модель парової машини поршневого типу 20150701_viktorina_klio
20150701_viktorina_klio Просечной металл
Просечной металл Структура АТСК 100/2000. Назначение и характеристика основных элементов. Алгоритм работы станции.,
Структура АТСК 100/2000. Назначение и характеристика основных элементов. Алгоритм работы станции.,