- уплотнение воздушным потоком

Содержание
- 2. Полуформа низа - АФЛ на 45 ф/час, Вакуум-процесс, Кировский завод
- 3. Полуформа низа АФЛ по Сейатцу-процессу
- 4. Полуформа со стержнями АФЛ по Сейатцу-процессу, завод Fritz Winter, Германия.
- 5. Полуформы отливок тормозного барабана КАМАЗ на АФЛ по Сейатцу-процессу - как пример максимального заполнения модельной плиты
- 7. Последовательность процесса уплотнения. Уплотнение формовочной смеси происходит способом СЕЙАТЦУ – способ уплотнения воздушным потоком с последующим
- 8. Стационарный держатель модельных плит по Сейатцу-процессу, входящий в базовую комплектацию формовочного автомата АФЛ
- 9. Полуформа и модель для корпусов электродвигателей по Сейатцу-процессу
- 10. Отливки корпусов электродвигателей высотой 850-900 мм, изготовленные по Сейатцу-процессу ("сырые" песчаные формы с бентонитом). Без внутреннего
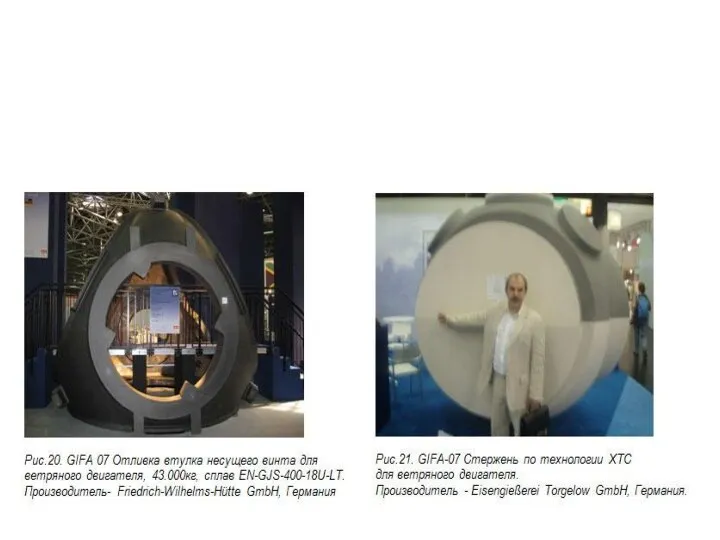
- 11. Отливки корпуса турбины, корпуса ветряка, блока цилиндров, ВЧ, вес 18.900 кг, 43.000 кг. 11.500 кг. Заводы
- 12. Корпусная отливка по ХТС-процессу, ВЧ, размеры: 5.580x2.200x3.500 мм, вес ок. 40 тн. Завод Friedrich-Wilhelms-H?tte, Германия
- 13. Особо тонкостенные алюминиевые отливки завода MGG, Голландия - Сейатцу-процесс. Длины данных отливок около 1000 мм.
- 14. Алюминиевые отливки по ПГС-процессу - корпус привода (вес 47 + 24 кг, размер 700x400x600 мм), средняя
- 15. Стержневые формы для производства отливок головки блоков цилиндров. Завод КамАЗ, Cold-box-Амин-процесс, выставка Литмаш 09, Москва
- 22. В стержневом отделении работает стрежневое оборудование фирмы Laempe, Германия- стержневые комплексы на базе машин L20 и
- 24. Скачать презентацию

Полуформа низа - АФЛ на 45 ф/час, Вакуум-процесс, Кировский завод
Полуформа низа - АФЛ на 45 ф/час, Вакуум-процесс, Кировский завод

Полуформа низа АФЛ по Сейатцу-процессу
Полуформа низа АФЛ по Сейатцу-процессу

Полуформа со стержнями АФЛ по Сейатцу-процессу, завод Fritz Winter, Германия.
Полуформа со стержнями АФЛ по Сейатцу-процессу, завод Fritz Winter, Германия.
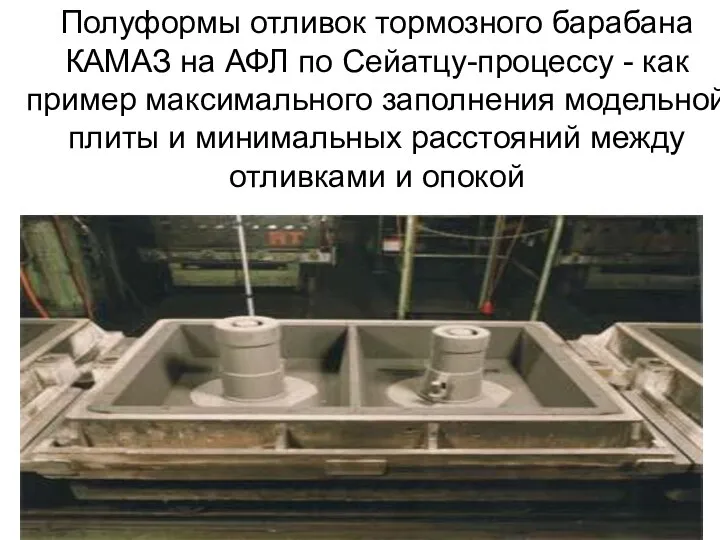
Полуформы отливок тормозного барабана КАМАЗ на АФЛ по Сейатцу-процессу - как
Полуформы отливок тормозного барабана КАМАЗ на АФЛ по Сейатцу-процессу - как
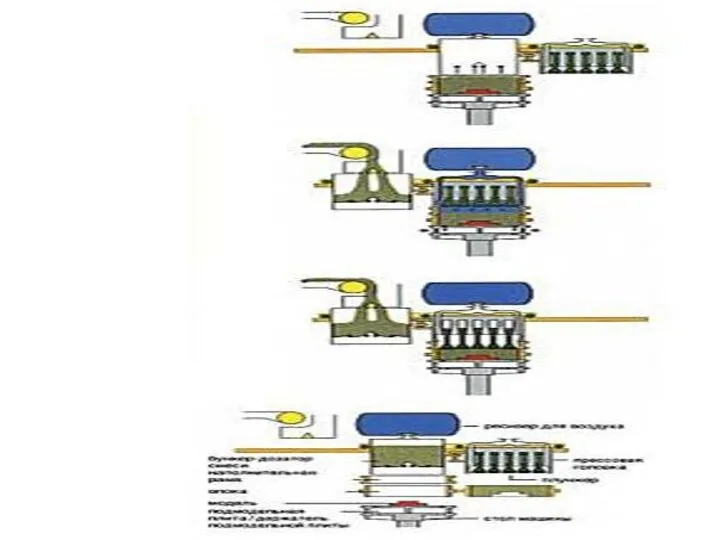
Последовательность процесса уплотнения. Уплотнение формовочной смеси происходит способом СЕЙАТЦУ – способ
Последовательность процесса уплотнения. Уплотнение формовочной смеси происходит способом СЕЙАТЦУ – способ

Стационарный держатель модельных плит по Сейатцу-процессу,
входящий в базовую комплектацию формовочного автомата
Стационарный держатель модельных плит по Сейатцу-процессу, входящий в базовую комплектацию формовочного автомата

Полуформа и модель для корпусов электродвигателей по Сейатцу-процессу
Полуформа и модель для корпусов электродвигателей по Сейатцу-процессу

Отливки корпусов электродвигателей высотой 850-900 мм, изготовленные по Сейатцу-процессу ("сырые" песчаные
Отливки корпусов электродвигателей высотой 850-900 мм, изготовленные по Сейатцу-процессу ("сырые" песчаные

Отливки корпуса турбины, корпуса ветряка, блока цилиндров, ВЧ, вес 18.900 кг,
Отливки корпуса турбины, корпуса ветряка, блока цилиндров, ВЧ, вес 18.900 кг,
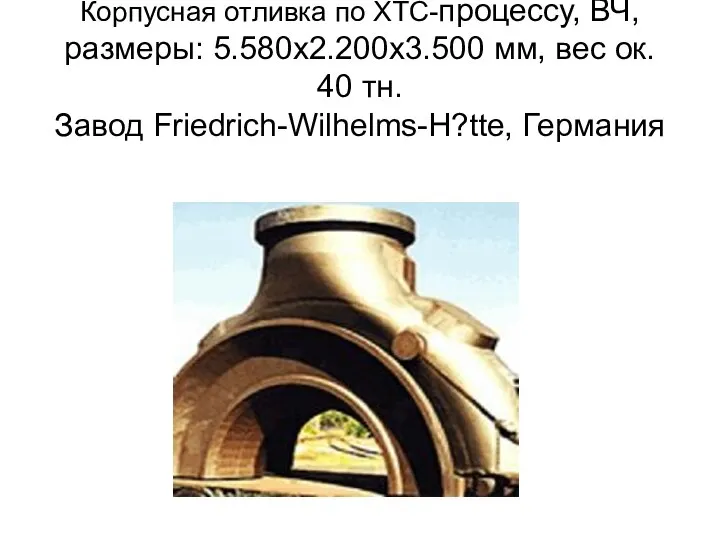
Корпусная отливка по ХТС-процессу, ВЧ,
размеры: 5.580x2.200x3.500 мм, вес ок. 40 тн.
Завод
Корпусная отливка по ХТС-процессу, ВЧ, размеры: 5.580x2.200x3.500 мм, вес ок. 40 тн. Завод

Особо тонкостенные алюминиевые отливки завода MGG, Голландия - Сейатцу-процесс.
Длины данных отливок
Особо тонкостенные алюминиевые отливки завода MGG, Голландия - Сейатцу-процесс. Длины данных отливок

Алюминиевые отливки по ПГС-процессу - корпус привода (вес 47 + 24
Алюминиевые отливки по ПГС-процессу - корпус привода (вес 47 + 24

Стержневые формы для производства
отливок головки блоков цилиндров.
Завод КамАЗ, Cold-box-Амин-процесс,
выставка Литмаш
Стержневые формы для производства отливок головки блоков цилиндров. Завод КамАЗ, Cold-box-Амин-процесс, выставка Литмаш




В стержневом отделении работает стрежневое оборудование фирмы Laempe, Германия- стержневые комплексы
В стержневом отделении работает стрежневое оборудование фирмы Laempe, Германия- стержневые комплексы
 Schule Nummer 10
Schule Nummer 10 СЛС. Основной перечень материалов
СЛС. Основной перечень материалов С1 – «продвинутый» уровень (Advanced
С1 – «продвинутый» уровень (Advanced Презентация Глобальный рынок нефти перед битвой санкций
Презентация Глобальный рынок нефти перед битвой санкций ИГРА «ЛОТО» Выбирай правильный ответ, и у тебя получится красивая картинка… Начинаем…
ИГРА «ЛОТО» Выбирай правильный ответ, и у тебя получится красивая картинка… Начинаем… IT-специальности
IT-специальности Презентация на тему "Тенденции развития современного образования" - скачать презентации по Педагогике
Презентация на тему "Тенденции развития современного образования" - скачать презентации по Педагогике Презентация по алгебре Алгебраические дроби
Презентация по алгебре Алгебраические дроби  МУЗА КЛИО РАССКАЗЫВАЕТ... ИСТОРИЧЕСКАЯ ИГРА для НАЧАЛЬНОЙ ШКОЛЫ автор: Худобец А.А. КИЕВ
МУЗА КЛИО РАССКАЗЫВАЕТ... ИСТОРИЧЕСКАЯ ИГРА для НАЧАЛЬНОЙ ШКОЛЫ автор: Худобец А.А. КИЕВ Методи та системи неруйнівного контролю
Методи та системи неруйнівного контролю Демократия, её основные признаки и ценности
Демократия, её основные признаки и ценности Презентация Особенности социально-психологического мониторинга таможенных органов
Презентация Особенности социально-психологического мониторинга таможенных органов  Лялька-мотанка
Лялька-мотанка Виды корпоративных культур в сравнительном менеджменте
Виды корпоративных культур в сравнительном менеджменте Патофизиология сердечной недостаточности
Патофизиология сердечной недостаточности Шапероны
Шапероны  «Венчурный Акселератор» — шаблон презентации для инвестора. Мобильный гид с интерактивными экскурсиями от местных
«Венчурный Акселератор» — шаблон презентации для инвестора. Мобильный гид с интерактивными экскурсиями от местных ВКР «Оптические стекла в системе La2O3-Nb2O5-B2O3 с высоким показателем преломления»
ВКР «Оптические стекла в системе La2O3-Nb2O5-B2O3 с высоким показателем преломления» РАЗНОВИДНОСТИ РЕКЛАМЫ И СТРАТЕГИИ ЕЕ ПРИМЕНЕНИЯ
РАЗНОВИДНОСТИ РЕКЛАМЫ И СТРАТЕГИИ ЕЕ ПРИМЕНЕНИЯ  Круговая интерполяция. Программирование сдвига нулевой точки. Программирование подачи и скорости главного движения
Круговая интерполяция. Программирование сдвига нулевой точки. Программирование подачи и скорости главного движения Юридическая техника
Юридическая техника Управление развитием физической культуры и спорта в муниципальном образовании
Управление развитием физической культуры и спорта в муниципальном образовании Vii aula de português
Vii aula de português Ференц Лист Выполнила Иванова Мария
Ференц Лист Выполнила Иванова Мария  Разработчики Yobayoba.сom
Разработчики Yobayoba.сom Вложенные циклы и двумерные массивы
Вложенные циклы и двумерные массивы Выбор структуры и подложки для КМОП ИС. (Лекция 3)
Выбор структуры и подложки для КМОП ИС. (Лекция 3) Презентация на тему "Легочные синдромы. Хроническая обструктивная болезнь легких. Бронхиальная астма" - скачать презентации
Презентация на тему "Легочные синдромы. Хроническая обструктивная болезнь легких. Бронхиальная астма" - скачать презентации