- Анализ технологии вафель

Содержание
- 2. АНАЛИЗ ТЕХНОЛОГИИ ВАФЕЛЬ Характеристика изделий К вафлям относятся мучные кондитерские изделия, приготовленные из выпеченных легких пористых
- 3. Вафли с начинкой выпускаются с различным числом слоев вафельных листов и начинки. В зависимости от количества
- 4. Вафельные трубочки выпускаются диаметром от 5мм до 20 мм и длиной от 30мм до 200мм. Вафельные
- 8. Линия производства вафель
- 9. Приготовление вафельного теста Характерные показатели качества вафельного листа обеспечиваются технологическими особенностями слабоструктурированного вафельного теста: высокой влажностью
- 11. Вафельное тесто
- 13. Турбомиксер быстро и качественно смешивает компоненты вафельного теста, смешивание происходит в цилиндрическом баке выполненном из нержавеющей
- 14. В смеситель загружают, согласно рецептуре, в количестве, необходимом для сменной выработки, яйцепродукты, двууглекислую соду, соль, сахарный
- 15. На второй стадии предусматривается приготовление разбавленной эмульсии. Приготовленная концентрированная эмульсия из приемной емкости насосом подается в
- 16. При производстве вафель рекомендуется применять муку с низким содержанием протеина, слабой клейковиной (показатель ИДК от 85
- 17. Процесс замеса теста должен приводить к однородному распределению ингредиентов за достаточное для гидратации муки время. Замес
- 18. Тестомесильная установка модульной конструкции мод.DM фирмы HAAS (Австрия)
- 19. Термообработка вафельного теста осуществляется контактным способом между нагретыми пластинами . Тесто подается на пластины с помощью
- 21. Печь для термообработки вафельного листа
- 22. На механизированном производстве вафельные листы охлаждают на специальных веерных конвейєрах, где они охлаждаются непосредственно воздухом цеха
- 23. Выпеченные вафельные листы подают для охлаждения на арочный конвейер. Арочный конвейер
- 24. Изгибание может произойти также в том случае, когда в листе уменьшаются градиенты влажности, поэтому листы с
- 25. Чем ближе влажность вафли к той, при которой она находится в равновесии с атмосферой, тем меньше
- 26. Туннельная установка для кондиционирования вафельных блоков модели EKW/K фирмы HEBENSTREIT (Германия)
- 27. Кондиционирование вафельных листов используемых для глазированных изделий исключает изменение их линейных размеров и соответственно растрескивание вафельных
- 28. При приготовлении вафель используют начинки: жировые, фруктово-ягодные, помадные, пралиновые
- 29. Приготовление жировой начинки В жировых начинках основными ингредиентами являются сахар и жир. Важнейшую роль в определении
- 31. В начинках жир выступает в качестве прочного несущего элемента для сахарной пудры, какао-порошка и других компонентов
- 32. Сахарная пудра для более равномерного распределения и меньшего распыла при перемешивании вносится в два приема. В
- 33. Охлаждение вафельных пластов с начинками обычно выполняется конвекцией холодного воздуха (при 10-12 °С); могут также применяться
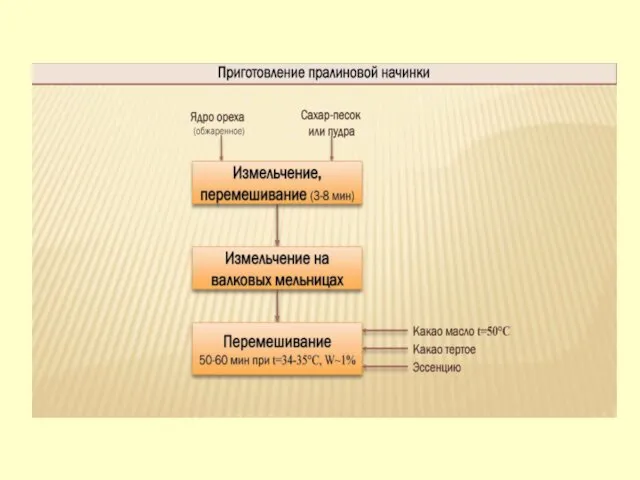
- 34. Приготовления пралиновой и ореховой начинок. Обжаренные ядра орехов измельчают с сахаром на бегунах в течение 30-40
- 38. Получение вафельних пластов с начинкой Подготовленные вафельные листы передаются на машины для нанесения прослойки крема и
- 39. Контактный способ: начинка передается на вафельный лист при прямом контакте с намазывающим валиком . Способ используется
- 40. Пленочный способ: слой начинки с помощью ножа передается с намазывающего валика на вафельный лист . Способ
- 41. При работе с карамельными, шоколадными и фруктовыми начинками используются специальные бункеры с рубашкой. Нанесение начинки на
- 42. Машина марки WZLD с одной намазывающей головкой для нанесения начинки на вафельные листы фирма HEBENSTREIT (Германия)
- 43. Охлаждение вафельних пластов Сформованные из вафельных листов и начинки блоки, необходимо охладить, благодаря чему начинка становится
- 44. Охлаждающий шкаф-башня для вафельных блоков, модели КТ фирма HEBENSTREIT (Германия)
- 45. Охлаждение-выстаивание вафельных пластов
- 46. Резка вафельных блоков Охлажденные стопы режут на вафли нужного размера (квадраты, прямоугольники, полоски и т. д.),
- 47. модель WD и WDB модель WDT/B вариант тандем Резальные машины для вафельных блоков
- 48. Упаковка и хранение вафель Вафли фасуют в пачки массой до 250 г и в коробки до
- 50. Производство вафельных трубочек Состав линии: печь газовая с одновременным формированием 2-х или 3-х трубочек. Диаметр продукта
- 52. Линия производства вафельных трубочек https://www.youtube.com/watch?v=oXNcsajsMsk
- 53. Процесс производства вафельных трубочек включает следующие этапы: замешивание формирование выпекание наполнение охлаждение
- 54. Тесто с высоким содержанием сахара (40 – 70%) заливается на вращающееся обогреваемое пекарное кольцо и выпекается
- 56. Скачать презентацию

АНАЛИЗ ТЕХНОЛОГИИ ВАФЕЛЬ
Характеристика изделий
К вафлям относятся мучные кондитерские изделия, приготовленные из
АНАЛИЗ ТЕХНОЛОГИИ ВАФЕЛЬ
Характеристика изделий
К вафлям относятся мучные кондитерские изделия, приготовленные из
Вафли с начинкой выпускаются с различным числом слоев вафельных листов и
Вафли с начинкой выпускаются с различным числом слоев вафельных листов и
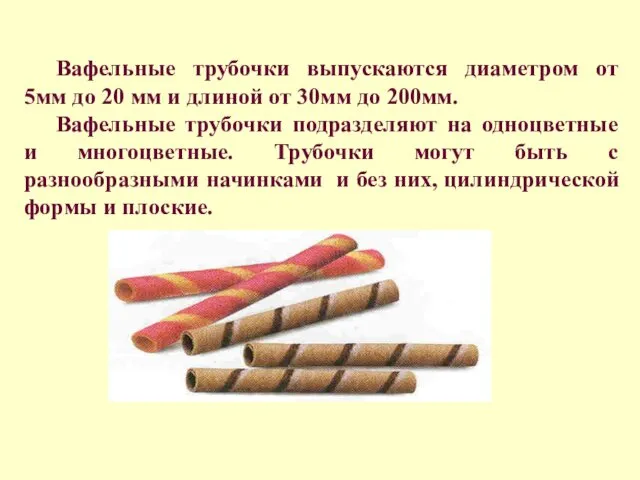
Вафельные трубочки выпускаются диаметром от 5мм до 20 мм и длиной
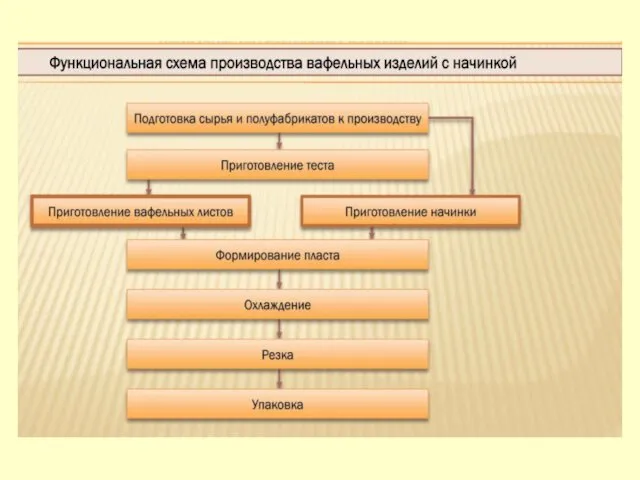



Линия производства вафель
Линия производства вафель
Приготовление вафельного теста
Характерные показатели качества вафельного листа обеспечиваются технологическими особенностями слабоструктурированного
Приготовление вафельного теста
Характерные показатели качества вафельного листа обеспечиваются технологическими особенностями слабоструктурированного


Вафельное тесто
Вафельное тесто


Турбомиксер быстро и качественно смешивает компоненты вафельного теста, смешивание происходит в
Турбомиксер быстро и качественно смешивает компоненты вафельного теста, смешивание происходит в
В смеситель загружают, согласно рецептуре, в количестве, необходимом для
В смеситель загружают, согласно рецептуре, в количестве, необходимом для
На второй стадии предусматривается приготовление разбавленной эмульсии. Приготовленная концентрированная эмульсия из
При производстве вафель рекомендуется применять муку с низким содержанием протеина, слабой
При производстве вафель рекомендуется применять муку с низким содержанием протеина, слабой
Процесс замеса теста должен приводить к однородному распределению ингредиентов за достаточное
Процесс замеса теста должен приводить к однородному распределению ингредиентов за достаточное

Тестомесильная установка модульной конструкции мод.DM
фирмы HAAS (Австрия)
Тестомесильная установка модульной конструкции мод.DM
фирмы HAAS (Австрия)
Термообработка вафельного теста осуществляется контактным способом между нагретыми пластинами .
Тесто
Термообработка вафельного теста осуществляется контактным способом между нагретыми пластинами .
Тесто


Печь для термообработки вафельного листа
Печь для термообработки вафельного листа
На механизированном производстве вафельные листы охлаждают на специальных веерных конвейєрах,
На механизированном производстве вафельные листы охлаждают на специальных веерных конвейєрах,

Выпеченные вафельные листы подают для охлаждения на арочный конвейер.
Арочный конвейер
Выпеченные вафельные листы подают для охлаждения на арочный конвейер.
Арочный конвейер
Изгибание может произойти также в том случае, когда в листе
Изгибание может произойти также в том случае, когда в листе
Чем ближе влажность вафли к той, при которой она находится в

Туннельная установка
для кондиционирования вафельных блоков модели EKW/K фирмы HEBENSTREIT (Германия)
Туннельная установка
для кондиционирования вафельных блоков модели EKW/K фирмы HEBENSTREIT (Германия)
Кондиционирование вафельных листов используемых для глазированных изделий исключает изменение их
Кондиционирование вафельных листов используемых для глазированных изделий исключает изменение их
При приготовлении вафель используют начинки:
жировые,
фруктово-ягодные,
помадные,
пралиновые
При приготовлении вафель используют начинки:
жировые,
фруктово-ягодные,
помадные,
пралиновые
Приготовление жировой начинки
В жировых начинках основными ингредиентами являются сахар и жир.
Приготовление жировой начинки
В жировых начинках основными ингредиентами являются сахар и жир.

В начинках жир выступает в качестве прочного несущего элемента для сахарной
В начинках жир выступает в качестве прочного несущего элемента для сахарной
Сахарная пудра для более равномерного распределения и меньшего распыла при перемешивании
Охлаждение вафельных пластов с начинками обычно выполняется конвекцией холодного воздуха (при
Охлаждение вафельных пластов с начинками обычно выполняется конвекцией холодного воздуха (при
Приготовления пралиновой и ореховой начинок.
Обжаренные ядра орехов измельчают с
Приготовления пралиновой и ореховой начинок.
Обжаренные ядра орехов измельчают с


Получение вафельних пластов с начинкой
Подготовленные вафельные листы передаются на машины
Получение вафельних пластов с начинкой
Подготовленные вафельные листы передаются на машины
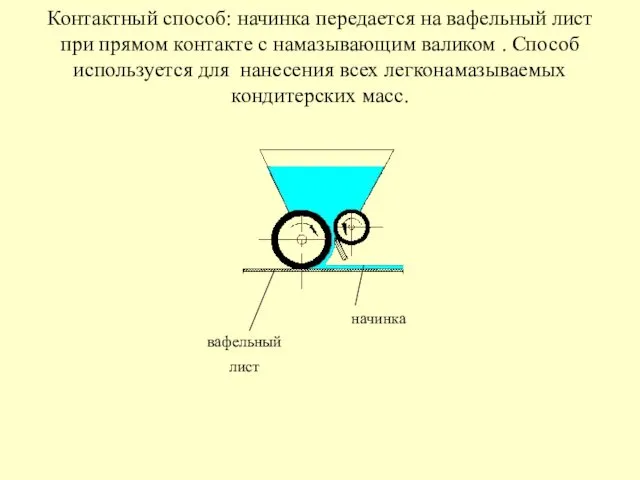
Контактный способ: начинка передается на вафельный лист при прямом контакте с
Контактный способ: начинка передается на вафельный лист при прямом контакте с
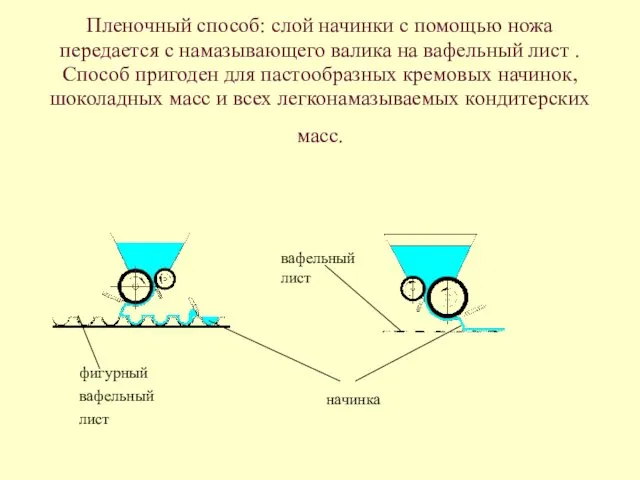
Пленочный способ: слой начинки с помощью ножа передается с намазывающего валика
Пленочный способ: слой начинки с помощью ножа передается с намазывающего валика
При работе с карамельными, шоколадными и фруктовыми начинками используются
При работе с карамельными, шоколадными и фруктовыми начинками используются

Машина марки WZLD с одной намазывающей головкой
для нанесения начинки на
Машина марки WZLD с одной намазывающей головкой для нанесения начинки на
Охлаждение вафельних пластов
Сформованные из вафельных листов и начинки блоки,
Охлаждение вафельних пластов
Сформованные из вафельных листов и начинки блоки,

Охлаждающий шкаф-башня для вафельных блоков, модели КТ фирма HEBENSTREIT (Германия)
Охлаждающий шкаф-башня для вафельных блоков, модели КТ фирма HEBENSTREIT (Германия)

Охлаждение-выстаивание вафельных пластов
Охлаждение-выстаивание вафельных пластов
Резка вафельных блоков
Охлажденные стопы режут на вафли нужного размера (квадраты,
Резка вафельных блоков
Охлажденные стопы режут на вафли нужного размера (квадраты,

модель WD и WDB
модель WDT/B вариант тандем
Резальные машины для
модель WD и WDB
модель WDT/B вариант тандем
Резальные машины для
Упаковка и хранение вафель
Вафли фасуют в пачки массой до 250
Упаковка и хранение вафель
Вафли фасуют в пачки массой до 250

Производство вафельных трубочек
Состав линии: печь газовая с одновременным формированием 2-х или
Производство вафельных трубочек
Состав линии: печь газовая с одновременным формированием 2-х или


Линия производства вафельных трубочек
https://www.youtube.com/watch?v=oXNcsajsMsk
Линия производства вафельных трубочек
https://www.youtube.com/watch?v=oXNcsajsMsk
Процесс производства вафельных трубочек включает следующие этапы:
замешивание
формирование
выпекание
наполнение
охлаждение
Процесс производства вафельных трубочек включает следующие этапы:
замешивание
формирование
выпекание
наполнение
охлаждение
Тесто с высоким содержанием сахара (40 – 70%) заливается на
Тесто с высоким содержанием сахара (40 – 70%) заливается на
 Назначение и классификация консервирования
Назначение и классификация консервирования Организация деятельности и характеристика пельменной
Организация деятельности и характеристика пельменной Домашнее консервирование, 7 класс
Домашнее консервирование, 7 класс Проект. Технология приготовления бананового торта без выпечки
Проект. Технология приготовления бананового торта без выпечки ПУ-69 Яйца и яйцепродукты
ПУ-69 Яйца и яйцепродукты Вафельное тесто и изделия из него
Вафельное тесто и изделия из него Блюдо из одуванчика
Блюдо из одуванчика Рыба сибас
Рыба сибас Здорового аппетита! Познавательная викторина
Здорового аппетита! Познавательная викторина Эко-хлебцы
Эко-хлебцы Мясо по-домашнему в хлебе. Судак фаршированный. Торт Сладкоежка. Суфле ягодное
Мясо по-домашнему в хлебе. Судак фаршированный. Торт Сладкоежка. Суфле ягодное Жульен: традиции и рецепты
Жульен: традиции и рецепты Технология приготовления блюд из рыбной котлетной массы
Технология приготовления блюд из рыбной котлетной массы Командный конкурс Лига сомелье (VI сезон 6 тур)
Командный конкурс Лига сомелье (VI сезон 6 тур) Современные тенденции в оформлении блюд
Современные тенденции в оформлении блюд Блинчики на молоке - панкейки
Блинчики на молоке - панкейки Пирог шарлотка
Пирог шарлотка Молочные продукты
Молочные продукты Блины. Домашняя кухня
Блины. Домашняя кухня Курсовая работа по кулинарии на тему: Супы
Курсовая работа по кулинарии на тему: Супы Объединение мир в тарелке
Объединение мир в тарелке Характеристика мяса птицы. Раздел №6
Характеристика мяса птицы. Раздел №6 Международный день чая
Международный день чая Казахская национальная кухня
Казахская национальная кухня Крекер (сухое печенье)
Крекер (сухое печенье) Ассортиментная презентация САН 2022 для отправки июнь
Ассортиментная презентация САН 2022 для отправки июнь Торт Белый Клевер
Торт Белый Клевер Горшочек, вари!. Крупы
Горшочек, вари!. Крупы