- Технология изготовления рамки ножовочной

Содержание
- 2. Тема диплома: «Технология изготовления рамки ножовочной»
- 3. Целью слесарных работ является придание обрабатываемой детали заданных чертежом формы, размеров и чистоты поверхности.
- 5. К слесарной обработке относятся следующие операции: разметка, рубка, правка и гибка, опиливание, сверление, резание металлов поливкой
- 6. Рабочий и контрольно – измерительный инструменты.
- 8. Рабочее место слесаря механосборочных работ.
- 10. До начала работы слесарь-сборщик должен ознакомиться с заданием, рабочим нарядом, технологическим процессом и чертежами, подготовить необходимый
- 11. Технические условия ножовочной рамки
- 12. 1. Поверхности металлических деталей ножовочных рамок не должны иметь забоин, вмятин, раковин, задиров, заусенцев и других
- 13. 4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм, при нагрузке 750-800Н, при этом
- 14. 4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм, при нагрузке 750-800Н, при этом
- 17. Скачать презентацию
Тема диплома:
«Технология изготовления рамки ножовочной»
Тема диплома:
«Технология изготовления рамки ножовочной»
Целью слесарных работ является придание обрабатываемой детали заданных чертежом формы, размеров
Целью слесарных работ является придание обрабатываемой детали заданных чертежом формы, размеров

К слесарной обработке относятся следующие операции: разметка, рубка, правка и гибка,
К слесарной обработке относятся следующие операции: разметка, рубка, правка и гибка,
Рабочий и контрольно – измерительный инструменты.
Рабочий и контрольно – измерительный инструменты.

Рабочее место слесаря механосборочных работ.
Рабочее место слесаря механосборочных работ.

До начала работы слесарь-сборщик должен ознакомиться с заданием, рабочим нарядом, технологическим
До начала работы слесарь-сборщик должен ознакомиться с заданием, рабочим нарядом, технологическим
Технические условия ножовочной рамки
Технические условия ножовочной рамки
1. Поверхности металлических деталей ножовочных рамок не должны иметь забоин, вмятин,
1. Поверхности металлических деталей ножовочных рамок не должны иметь забоин, вмятин,
4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм,
4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм,
4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм,
4. Рамка должна иметь жесткость, характеризуемую упругой формацией не менее 4мм,

 Ядерный реактор
Ядерный реактор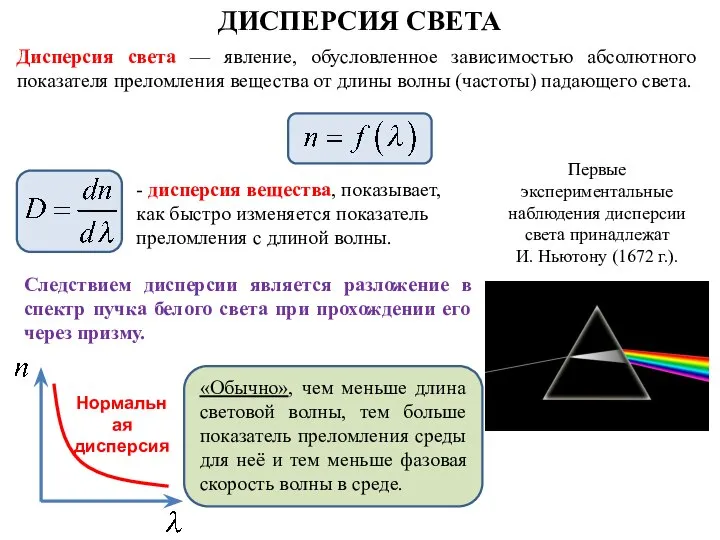 Дисперсия света. Нормальная дисперсия
Дисперсия света. Нормальная дисперсия Колебания и волны. (Лабораторные работы 5.1 - 5.6)
Колебания и волны. (Лабораторные работы 5.1 - 5.6) Розвиток судна та повітроплавання
Розвиток судна та повітроплавання Скачок уплотнения. Возникновение скачка уплотнения
Скачок уплотнения. Возникновение скачка уплотнения Сергеева Л. Ф. Профессиональный лицей № 21 Г. Георгиевск
Сергеева Л. Ф. Профессиональный лицей № 21 Г. Георгиевск Муниципальное образовательное учреждение Гимназия №1 им. В.Я. Шишкова
Муниципальное образовательное учреждение Гимназия №1 им. В.Я. Шишкова  Аттестационная работа. Проект по физике в 7 классе «Силы вокруг нас»
Аттестационная работа. Проект по физике в 7 классе «Силы вокруг нас» Атомның кванты ~ механикалық моделі. Квант сандары
Атомның кванты ~ механикалық моделі. Квант сандары Методы микроскопии
Методы микроскопии Применение математических функций в физике
Применение математических функций в физике Тест А1 Закон всемирного тяготения
Тест А1 Закон всемирного тяготения Моделі та їх типи. Моделювання.
Моделі та їх типи. Моделювання.  Электрохимические явления
Электрохимические явления Аттестационная работа. «Электролиз. Применение электролиза»
Аттестационная работа. «Электролиз. Применение электролиза» Принципы допплер-кардиографии
Принципы допплер-кардиографии Магнiтнi бурi та iх вплив на органiзм людини
Магнiтнi бурi та iх вплив на органiзм людини Сила тока. Закон Ома для участка цепи. Сопротивление. Последовательное и параллельное соединение проводников
Сила тока. Закон Ома для участка цепи. Сопротивление. Последовательное и параллельное соединение проводников Адсорбция из растворов на разных поверхностях раздела фаз
Адсорбция из растворов на разных поверхностях раздела фаз Пластическая деформация металлов
Пластическая деформация металлов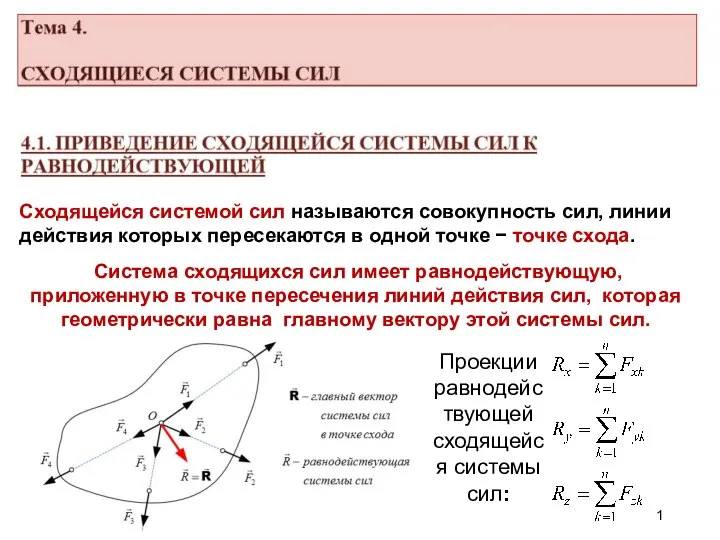 Сходящаяся система сил
Сходящаяся система сил Атом мирный и военный Применение ядерной энергии – не фантастика а реальность Александр Валентинович Юмашев , учитель физики МО
Атом мирный и военный Применение ядерной энергии – не фантастика а реальность Александр Валентинович Юмашев , учитель физики МО «ВЕЛИКИЕ УЧЁНЫЕ И СПОРТ» НИЛЬС БОР (1885-1962) Ученица 10.1 класса Средней школы № 277 г. Санкт-Петербурга Гусева Дарья Руководитель
«ВЕЛИКИЕ УЧЁНЫЕ И СПОРТ» НИЛЬС БОР (1885-1962) Ученица 10.1 класса Средней школы № 277 г. Санкт-Петербурга Гусева Дарья Руководитель  Аттестационная работа. Физический практикум в 11 классе с использованием лабораторного оборудования
Аттестационная работа. Физический практикум в 11 классе с использованием лабораторного оборудования Системно-деятельностный подход на уроках физики
Системно-деятельностный подход на уроках физики Законы взаимодействия и движения тел. Материальная точка. Система отсчета
Законы взаимодействия и движения тел. Материальная точка. Система отсчета Введение в тепломассообмен
Введение в тепломассообмен Зависимость плавления и застывания шоколада от его состава СОЛОВЬЕВА ДАРЬЯ. МОУ ГИМНАЗИЯ №1, 6 «В» КЛАСС
Зависимость плавления и застывания шоколада от его состава СОЛОВЬЕВА ДАРЬЯ. МОУ ГИМНАЗИЯ №1, 6 «В» КЛАСС