- Взаємозамінність типових з'єднань. (Лекція 7)

Содержание
- 2. 7.1 Взаємозамінність шпонкових з'єднань. 7.2 Методи і засоби контролю деталей шпонкового з'єднання. 7.3 Взаємозамінність шліцьових з'єднань.
- 3. 7.1 Взаємозамінність шпонкових з'єднань Призматичні шпонкові з'єднання мають розміри, визначені ГОСТ 23360-78 (СТ СЭВ 189-75 і
- 4. У залежності від характеру з'єднань: щільне, нормальне, вільне, для сполучень «шпонка – паз вала» і «шпонка-паз
- 5. lвал – довжина паза у вала – по H15; lвт – довжина паза у втулці –
- 6. 7.2 Методи і засоби контролю деталей шпонкового з'єднання Для диференційованого контролю розмірів деталей шпонкового з'єднання можна
- 7. 7.3 Взаємозамінність шліцьових з'єднань У залежності від призначення, умов роботи, конструктивних особливостей використовують три види шліцьових
- 8. ГОСТ 1139-80 (СТ СЭВ 188-75) установлює розміри шліцьових з'єднань трьох серій: легкої, середньої, важкої.
- 9. Легку серію, що має найменші висоту і число зубів, застосовують у нерухомих з'єднаннях. З'єднання середньої серії
- 10. Центрування по зовнішньому діаметру рекомендується, коли втулка термічно не обробляється і коли твердість її матеріалу допускає
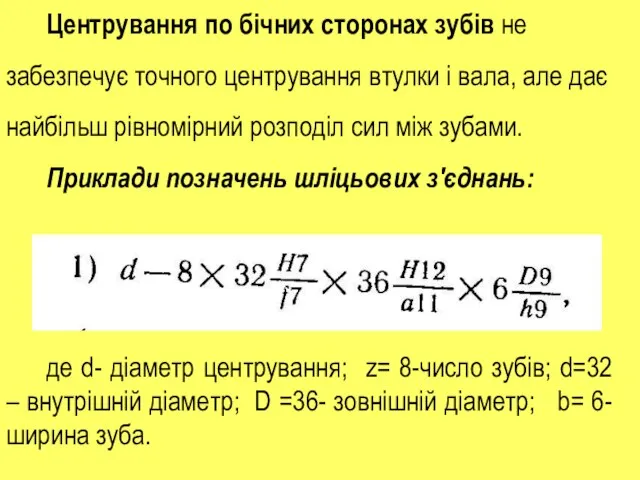
- 11. Центрування по бічних сторонах зубів не забезпечує точного центрування втулки і вала, але дає найбільш рівномірний
- 12. Шліцові з'єднання з евольвентним профілем При центруванні по бічних сторонах зубів При центруванні по зовнішньому діаметру
- 13. 7.4 Методи і засоби контролю деталей шліцьових з'єднань
- 14. 7.5 Експлуатаційні вимоги до зубчастих передач Головна вимога до відлікових передач – висока кінематична точність, тобто
- 15. 7.6 Параметри точності зубчастих передач і методи їхнього контролю Кінематична точність передачі характеризується наступними параметрами. Кінематична
- 16. Найбільша кінематична погрішність передачі F’ior – найбільша алгебраїчна різниця значень кінематичної погрішності передачі за повний цикл
- 17. Кінематична погрішність зубчастого колеса Fкпк - різниця між дійсним і номінальним кутами повороту зубчастого колеса на
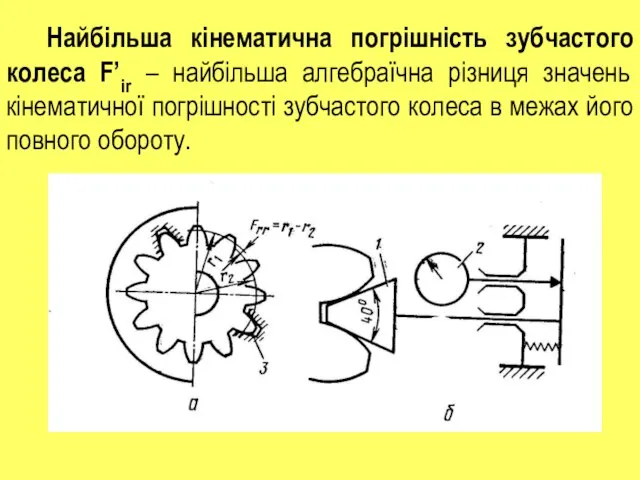
- 18. Найбільша кінематична погрішність зубчастого колеса F’ir – найбільша алгебраїчна різниця значень кінематичної погрішності зубчастого колеса в
- 19. Радіальне биття зубцюватого венца Frr – найбільша в межах зубчастого колеса різниця відстаней від його робочої
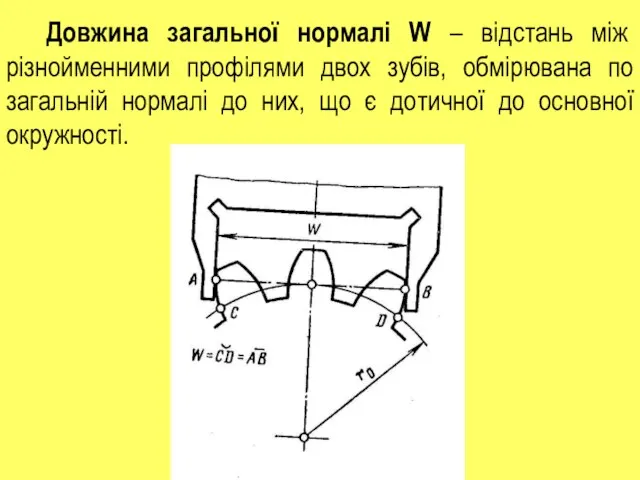
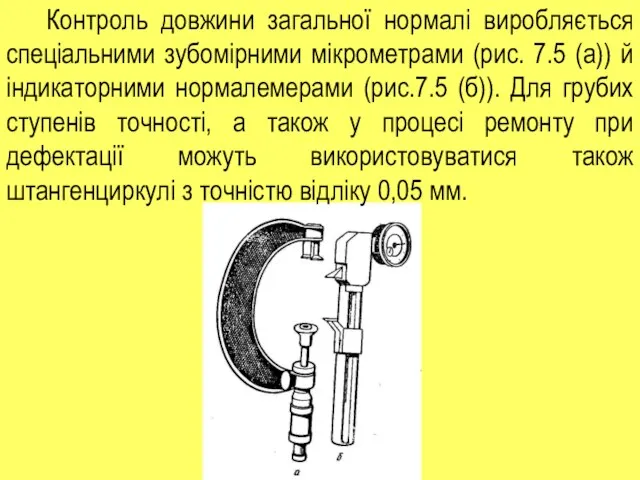
- 20. Довжина загальної нормалі W – відстань між різнойменними профілями двох зубів, обмірювана по загальній нормалі до
- 21. Контроль довжини загальної нормалі виробляється спеціальними зубомірними мікрометрами (рис. 7.5 (а)) й індикаторними нормалемерами (рис.7.5 (б)).
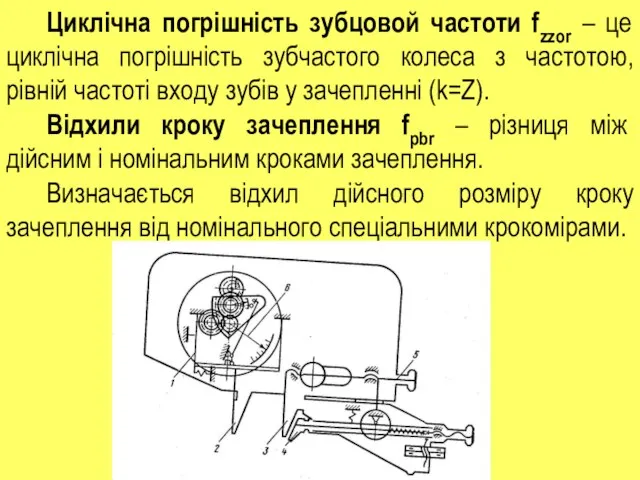
- 22. Циклічна погрішність зубцовой частоти fzzor – це циклічна погрішність зубчастого колеса з частотою, рівній частоті входу
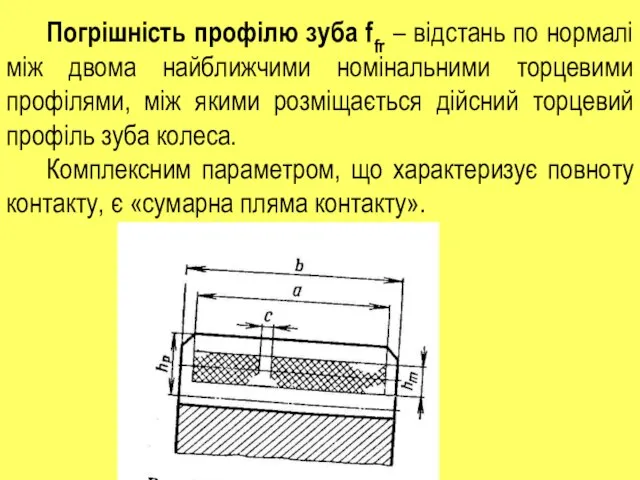
- 23. Погрішність профілю зуба ffr – відстань по нормалі між двома найближчими номінальними торцевими профілями, між якими
- 24. Погрішність напрямку зуба Fβr – відстань по нормалі між двома близькими друг до друга номінальними ділильними
- 25. Перекіс осей fyr – непаралельність проекцій робочих осей зубчастих коліс у передачі на площину, що проходить
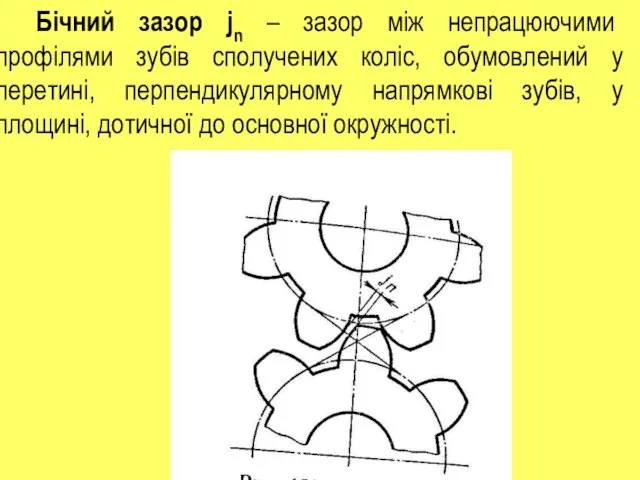
- 26. Бічний зазор jn – зазор між непрацюючими профілями зубів сполучених коліс, обумовлений у перетині, перпендикулярному напрямкові
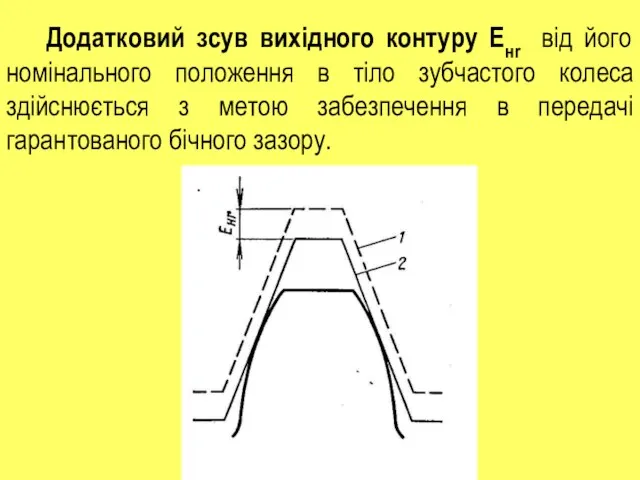
- 27. Додатковий зсув вихідного контуру Енr від його номінального положення в тіло зубчастого колеса здійснюється з метою
- 28. Контроль зсуву вихідного контуру здійснюється за допомогою тангенціального зубоміру .
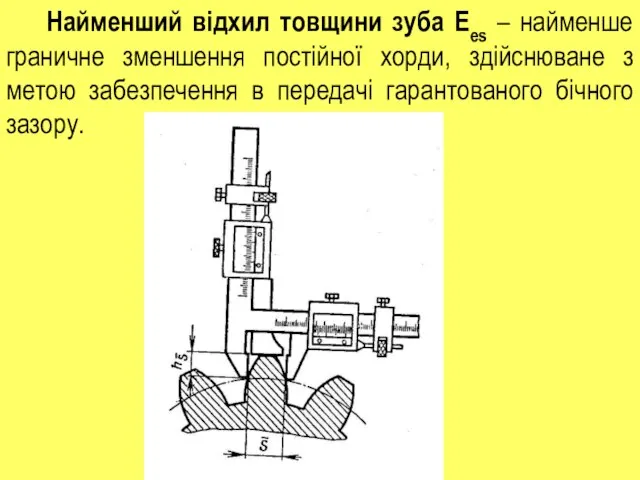
- 29. Найменший відхил товщини зуба Ees – найменше граничне зменшення постійної хорди, здійснюване з метою забезпечення в
- 30. 7.7 Система допусків на циліндричні зубчасті передачі Установлені 12 ступенів точності зубчастих коліс і передач, що
- 32. Скачать презентацию
7.1 Взаємозамінність шпонкових з'єднань.
7.2 Методи і засоби контролю деталей шпонкового з'єднання.
7.3
7.1 Взаємозамінність шпонкових з'єднань.
7.2 Методи і засоби контролю деталей шпонкового з'єднання.
7.3
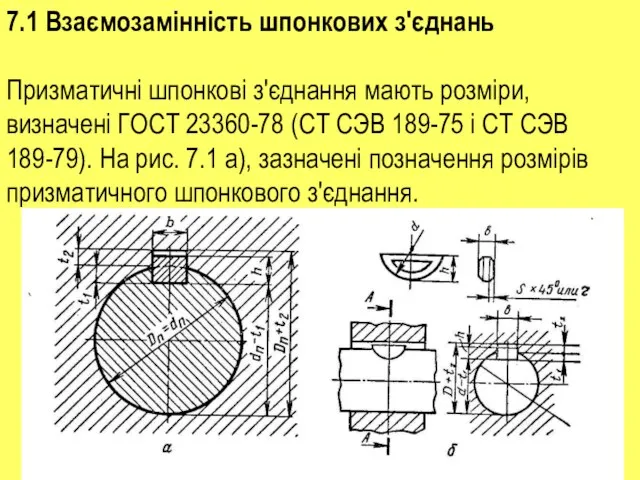
7.1 Взаємозамінність шпонкових з'єднань
Призматичні шпонкові з'єднання мають розміри, визначені ГОСТ 23360-78
7.1 Взаємозамінність шпонкових з'єднань
Призматичні шпонкові з'єднання мають розміри, визначені ГОСТ 23360-78
У залежності від характеру з'єднань: щільне, нормальне, вільне, для сполучень «шпонка
У залежності від характеру з'єднань: щільне, нормальне, вільне, для сполучень «шпонка
lвал – довжина паза у вала – по H15;
lвт – довжина
lвал – довжина паза у вала – по H15;
lвт – довжина
7.2 Методи і засоби контролю деталей шпонкового з'єднання
Для диференційованого контролю розмірів
7.2 Методи і засоби контролю деталей шпонкового з'єднання
Для диференційованого контролю розмірів

7.3 Взаємозамінність шліцьових з'єднань
У залежності від призначення, умов роботи, конструктивних особливостей
7.3 Взаємозамінність шліцьових з'єднань
У залежності від призначення, умов роботи, конструктивних особливостей

ГОСТ 1139-80 (СТ СЭВ 188-75) установлює розміри шліцьових з'єднань трьох серій:
ГОСТ 1139-80 (СТ СЭВ 188-75) установлює розміри шліцьових з'єднань трьох серій:
Легку серію, що має найменші висоту і число зубів, застосовують у
Легку серію, що має найменші висоту і число зубів, застосовують у
Центрування по зовнішньому діаметру рекомендується, коли втулка термічно не обробляється і
Центрування по зовнішньому діаметру рекомендується, коли втулка термічно не обробляється і
Центрування по бічних сторонах зубів не забезпечує точного центрування втулки і
Центрування по бічних сторонах зубів не забезпечує точного центрування втулки і
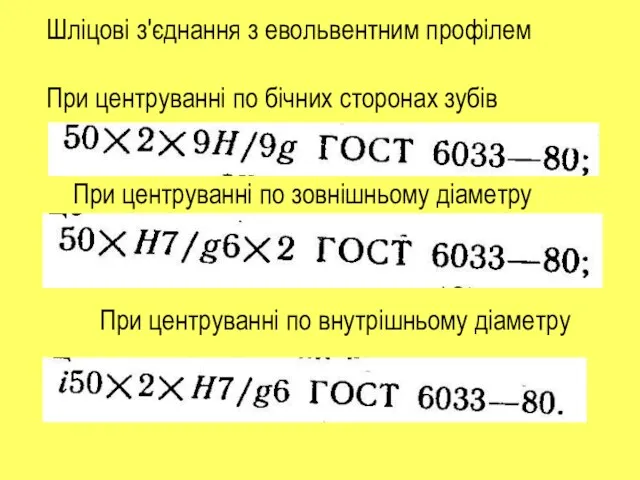
Шліцові з'єднання з евольвентним профілем
При центруванні по бічних сторонах зубів
При центруванні
Шліцові з'єднання з евольвентним профілем
При центруванні по бічних сторонах зубів
При центруванні
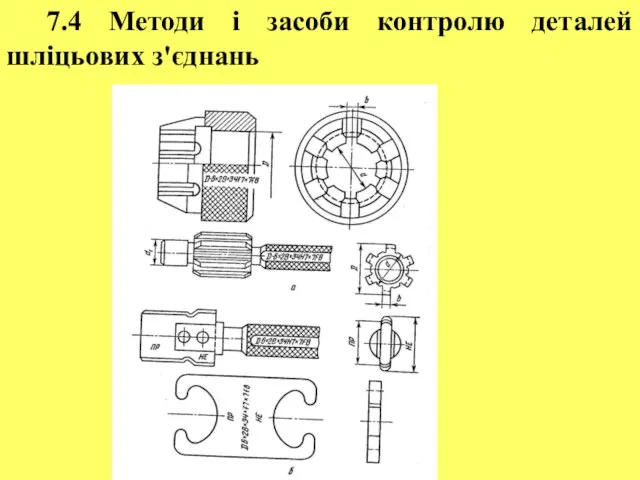
7.4 Методи і засоби контролю деталей шліцьових з'єднань
7.4 Методи і засоби контролю деталей шліцьових з'єднань
7.5 Експлуатаційні вимоги до зубчастих передач
Головна вимога до відлікових передач –
7.5 Експлуатаційні вимоги до зубчастих передач
Головна вимога до відлікових передач –
7.6 Параметри точності зубчастих передач і методи їхнього контролю
Кінематична точність передачі
7.6 Параметри точності зубчастих передач і методи їхнього контролю
Кінематична точність передачі

Найбільша кінематична погрішність передачі F’ior – найбільша алгебраїчна різниця значень кінематичної
Найбільша кінематична погрішність передачі F’ior – найбільша алгебраїчна різниця значень кінематичної
Кінематична погрішність зубчастого колеса Fкпк - різниця між дійсним і номінальним
Кінематична погрішність зубчастого колеса Fкпк - різниця між дійсним і номінальним
Найбільша кінематична погрішність зубчастого колеса F’ir – найбільша алгебраїчна різниця значень
Найбільша кінематична погрішність зубчастого колеса F’ir – найбільша алгебраїчна різниця значень
Радіальне биття зубцюватого венца Frr – найбільша в межах зубчастого колеса
Радіальне биття зубцюватого венца Frr – найбільша в межах зубчастого колеса
Довжина загальної нормалі W – відстань між різнойменними профілями двох зубів,
Довжина загальної нормалі W – відстань між різнойменними профілями двох зубів,
Контроль довжини загальної нормалі виробляється спеціальними зубомірними мікрометрами (рис. 7.5 (а))
Контроль довжини загальної нормалі виробляється спеціальними зубомірними мікрометрами (рис. 7.5 (а))
Циклічна погрішність зубцовой частоти fzzor – це циклічна погрішність зубчастого колеса
Циклічна погрішність зубцовой частоти fzzor – це циклічна погрішність зубчастого колеса
Погрішність профілю зуба ffr – відстань по нормалі між двома найближчими
Погрішність профілю зуба ffr – відстань по нормалі між двома найближчими
Погрішність напрямку зуба Fβr – відстань по нормалі між двома близькими
Погрішність напрямку зуба Fβr – відстань по нормалі між двома близькими
Перекіс осей fyr – непаралельність проекцій робочих осей зубчастих коліс у
Перекіс осей fyr – непаралельність проекцій робочих осей зубчастих коліс у
Бічний зазор jn – зазор між непрацюючими профілями зубів сполучених коліс,
Бічний зазор jn – зазор між непрацюючими профілями зубів сполучених коліс,
Додатковий зсув вихідного контуру Енr від його номінального положення в тіло
Додатковий зсув вихідного контуру Енr від його номінального положення в тіло

Контроль зсуву вихідного контуру здійснюється за допомогою тангенціального зубоміру .
Контроль зсуву вихідного контуру здійснюється за допомогою тангенціального зубоміру .
Найменший відхил товщини зуба Ees – найменше граничне зменшення постійної хорди,
Найменший відхил товщини зуба Ees – найменше граничне зменшення постійної хорди,
7.7 Система допусків на циліндричні зубчасті передачі
Установлені 12 ступенів точності зубчастих
7.7 Система допусків на циліндричні зубчасті передачі
Установлені 12 ступенів точності зубчастих
 Магнитное поле. Задачи
Магнитное поле. Задачи Использование вихревых токов в производстве и быту
Использование вихревых токов в производстве и быту Решение задач по теме индуктивность
Решение задач по теме индуктивность Основы электродинамики напрвляющих систем. Уравнения Максвелла
Основы электродинамики напрвляющих систем. Уравнения Максвелла Quantum tunnelling
Quantum tunnelling Ножницы как рычаг
Ножницы как рычаг Электрический ток
Электрический ток Муниципальное Образовательное учреждение «Венёвская средняя общеобразовательная школа №2» «Кипение. Удельная теплота пароо
Муниципальное Образовательное учреждение «Венёвская средняя общеобразовательная школа №2» «Кипение. Удельная теплота пароо Phase Locked Loop Design
Phase Locked Loop Design Механические волны. Поперечная и продольная волны (9 класс)
Механические волны. Поперечная и продольная волны (9 класс) Первый закон термодинамики
Первый закон термодинамики Урок физики в 7 классе на тему : «Единицы силы. Связь между силой тяжести и массой тела» Природа так обо всём позаботилась, что повсю
Урок физики в 7 классе на тему : «Единицы силы. Связь между силой тяжести и массой тела» Природа так обо всём позаботилась, что повсю Поняття про топологію електричного кола та його граф
Поняття про топологію електричного кола та його граф Самоіндукція. Індуктивність. Енергія магнітного поля
Самоіндукція. Індуктивність. Енергія магнітного поля Изучение конструкции и исследование цилиндрическими редуктора зубчатыми колесами
Изучение конструкции и исследование цилиндрическими редуктора зубчатыми колесами Лекция 3. Работа pn-перехода. pn-переход в состоянии термодинамического равновесия
Лекция 3. Работа pn-перехода. pn-переход в состоянии термодинамического равновесия Альберт Эйнштейн
Альберт Эйнштейн Презентация по физике "Закон сохранения энергии в тепловых процессах" - скачать
Презентация по физике "Закон сохранения энергии в тепловых процессах" - скачать  Аттестационная работа. Проектно - исследовательская работа Радуга цвета. Явление радуги
Аттестационная работа. Проектно - исследовательская работа Радуга цвета. Явление радуги Зрение. Чтобы видеть, нам нужен свет
Зрение. Чтобы видеть, нам нужен свет Внутренняя энергия. Первый закон термодинамики
Внутренняя энергия. Первый закон термодинамики Электрический ток в газах
Электрический ток в газах Элементарные частицы
Элементарные частицы Магнитные материалы специального назначения. (Лекция 8)
Магнитные материалы специального назначения. (Лекция 8) Теорема о движении центра масс
Теорема о движении центра масс Вращающиеся тросовые космические системы
Вращающиеся тросовые космические системы Органические полупроводники
Органические полупроводники СПЕКТР ЭЛЕКТРОМАГНИТНЫХ ВОЛН
СПЕКТР ЭЛЕКТРОМАГНИТНЫХ ВОЛН