- Принципы защиты от коррозии

Содержание
- 2. Металлические покрытия Анодные покрытия. ε покрытия (─) Zn│ H2O, O2, соли │ Fe (+) (─) Zn
- 3. Металлические покрытия Катодные покрытия. ε покрытия > ε Fe. Покрытие из менее активного металла типа никеля,
- 4. Методы нанесения металлических покрытий Гальваническое нанесение методом электролиза. Из солевых растворов наносят цинк, хром, никель, медь
- 5. Термодиффузия Во вращающуюся трубчатую печь помещают детали, подлежащие оцинкованию. Шихта состоит из цинкового порошка. Печь нагревают
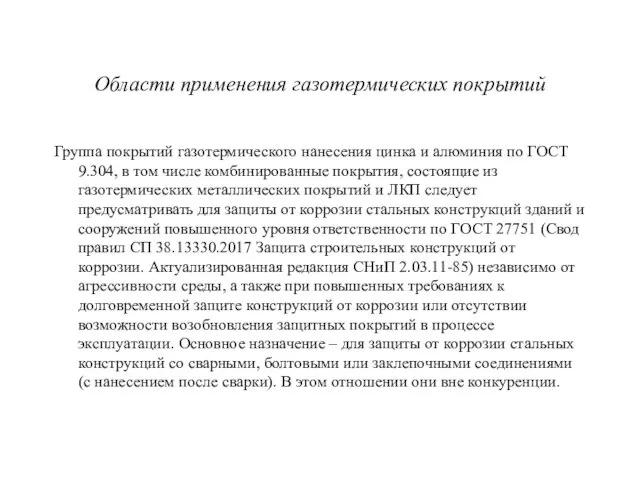
- 6. Области применения газотермических покрытий Группа покрытий газотермического нанесения цинка и алюминия по ГОСТ 9.304, в том
- 7. Гальванический цех
- 8. Гальваника
- 9. Гальваническая линия
- 10. Электродуговое нанесение
- 11. Электродуговое нанесение
- 12. Плазменное нанесение
- 13. Лабораторная печь для термодиффузии (загрузка до100кг деталей)
- 14. Промышленная печь для термодиффузии (загрузка до 1000кг деталей)
- 15. 3D-модель установки ТДМЭ с ретортой длиной 4 м диаметром 300 мм Возникновение токов Фуко в движущейся
- 16. Модуль ТДЦЭ для палубных листов Плоский индуктор Ролик Лист Технологический стол - конвейер
- 17. Конверсионные покрытия Конверсия – преобразование поверхности металла, создание пассивирующего слоя с повышением электродного потенциала. Оксидирование (воронение
- 18. Фосфатирование стали а) горячее, 80-90оС. Cостав «МАЖЕФ»: H3PO4 + Fe(H2PO4)2 + Mn(H2PO4)2. H3PO4 + Fe →
- 19. Вороненая сталь
- 20. Анодированный алюминий
- 21. Анодированный алюминиевый профиль
- 22. Линия анодирования
- 23. Азотирование инструментальной стали
- 25. Скачать презентацию
Металлические покрытия
Анодные покрытия. ε покрытия < ε Fe. Такому условию удовлетворяют
Металлические покрытия
Анодные покрытия. ε покрытия < ε Fe. Такому условию удовлетворяют
Металлические покрытия
Катодные покрытия. ε покрытия > ε Fe. Покрытие из менее
Металлические покрытия
Катодные покрытия. ε покрытия > ε Fe. Покрытие из менее
Методы нанесения металлических покрытий
Гальваническое нанесение методом электролиза. Из солевых растворов наносят
Методы нанесения металлических покрытий
Гальваническое нанесение методом электролиза. Из солевых растворов наносят
Термодиффузия
Во вращающуюся трубчатую печь помещают детали, подлежащие оцинкованию. Шихта состоит из
Термодиффузия
Во вращающуюся трубчатую печь помещают детали, подлежащие оцинкованию. Шихта состоит из
Области применения газотермических покрытий
Группа покрытий газотермического нанесения цинка и алюминия по
Области применения газотермических покрытий
Группа покрытий газотермического нанесения цинка и алюминия по

Гальванический цех
Гальванический цех

Гальваника
Гальваника

Гальваническая линия
Гальваническая линия
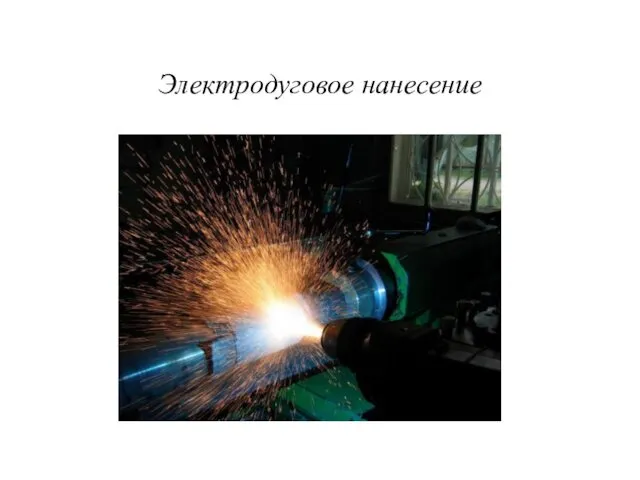
Электродуговое нанесение
Электродуговое нанесение

Электродуговое нанесение
Электродуговое нанесение

Плазменное нанесение
Плазменное нанесение

Лабораторная печь для термодиффузии
(загрузка до100кг деталей)
Лабораторная печь для термодиффузии
(загрузка до100кг деталей)

Промышленная печь для термодиффузии (загрузка до 1000кг деталей)
Промышленная печь для термодиффузии (загрузка до 1000кг деталей)
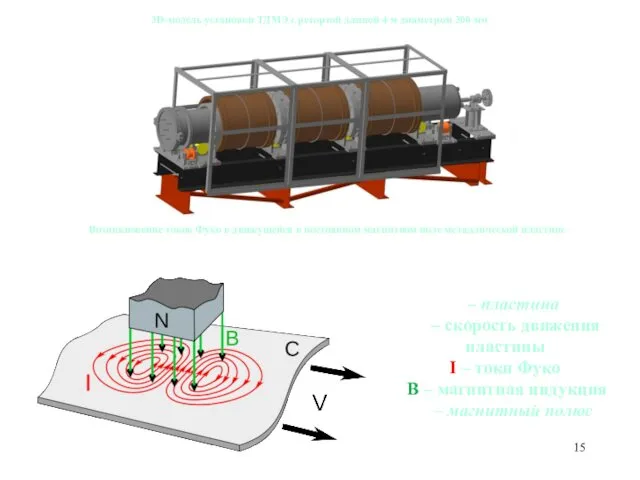
3D-модель установки ТДМЭ с ретортой длиной 4 м диаметром 300 мм
3D-модель установки ТДМЭ с ретортой длиной 4 м диаметром 300 мм
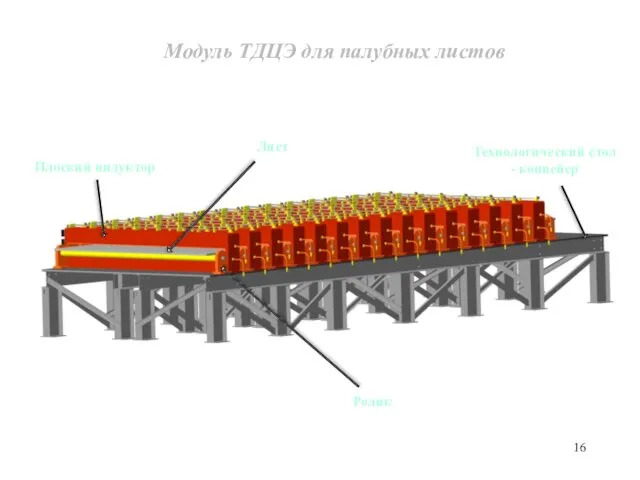
Модуль ТДЦЭ для палубных листов
Плоский индуктор
Ролик
Лист
Технологический стол - конвейер
Модуль ТДЦЭ для палубных листов
Плоский индуктор
Ролик
Лист
Технологический стол - конвейер

Конверсионные покрытия
Конверсия – преобразование поверхности металла, создание пассивирующего слоя с повышением
Конверсионные покрытия
Конверсия – преобразование поверхности металла, создание пассивирующего слоя с повышением
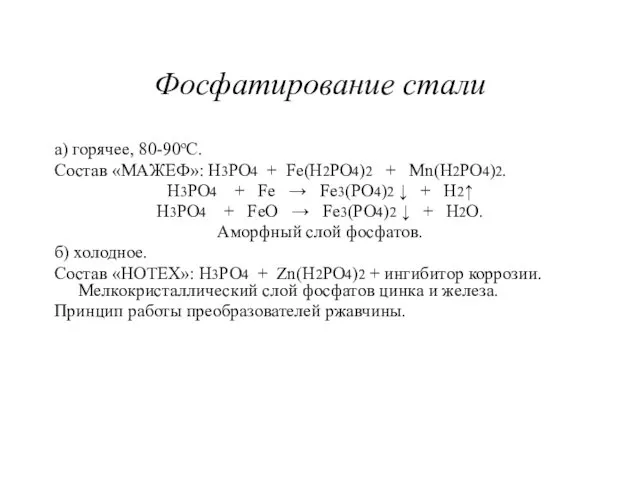
Фосфатирование стали
а) горячее, 80-90оС.
Cостав «МАЖЕФ»: H3PO4 + Fe(H2PO4)2 + Mn(H2PO4)2.
H3PO4
Фосфатирование стали
а) горячее, 80-90оС.
Cостав «МАЖЕФ»: H3PO4 + Fe(H2PO4)2 + Mn(H2PO4)2.
H3PO4

Вороненая сталь
Вороненая сталь

Анодированный алюминий
Анодированный алюминий

Анодированный алюминиевый профиль
Анодированный алюминиевый профиль
Линия анодирования
Линия анодирования
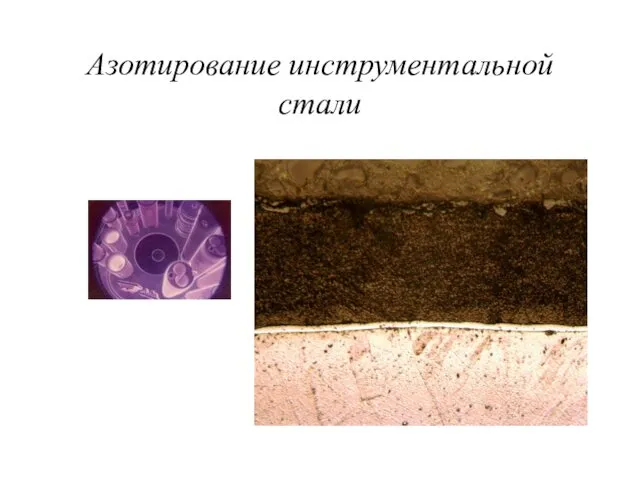
Азотирование инструментальной стали
Азотирование инструментальной стали
 Метод инверсионной вольтамперометрии
Метод инверсионной вольтамперометрии Ископаемое топливо
Ископаемое топливо Аттестационная работа. Окраска ткани природными красителями
Аттестационная работа. Окраска ткани природными красителями Тепловой эффект химических реакций. Расчёты по термохимическим уравнениям (ТХУ)
Тепловой эффект химических реакций. Расчёты по термохимическим уравнениям (ТХУ) Геохимические классификации химических элементов
Геохимические классификации химических элементов Complex compounds
Complex compounds Дисахаридттер. Сахароза
Дисахаридттер. Сахароза Щелочноземельные металлы
Щелочноземельные металлы Композиты. Полимерные композиционные материалы
Композиты. Полимерные композиционные материалы Осадительное титрование
Осадительное титрование V група періодичної системи Менделєєва
V група періодичної системи Менделєєва Альдегиды. Строение молекулы
Альдегиды. Строение молекулы Презентация по физике Закон постоянства состава 8 класс
Презентация по физике Закон постоянства состава 8 класс Терпены и стероиды
Терпены и стероиды Подготовка к ОГЭ по химии
Подготовка к ОГЭ по химии Основы общей химии
Основы общей химии AgCl негізіндегі нанокомпазиттердің фотокаталитикалық белсенділігі
AgCl негізіндегі нанокомпазиттердің фотокаталитикалық белсенділігі Строение атома. Атомные орбитали. Типы связей. Основные органогенные элементы, их роль
Строение атома. Атомные орбитали. Типы связей. Основные органогенные элементы, их роль Типы процессов химической технологии
Типы процессов химической технологии Автометаморфизм
Автометаморфизм Задача на вывод формулы. Задание 35
Задача на вывод формулы. Задание 35 Основания. Химические свойства оснований. Шух Л.Ю. Учитель химии МОУ «СОШ № 56» г. Новокузнецк
Основания. Химические свойства оснований. Шух Л.Ю. Учитель химии МОУ «СОШ № 56» г. Новокузнецк Обращеннофазовая хроматография высокого разрешения RP HPLC
Обращеннофазовая хроматография высокого разрешения RP HPLC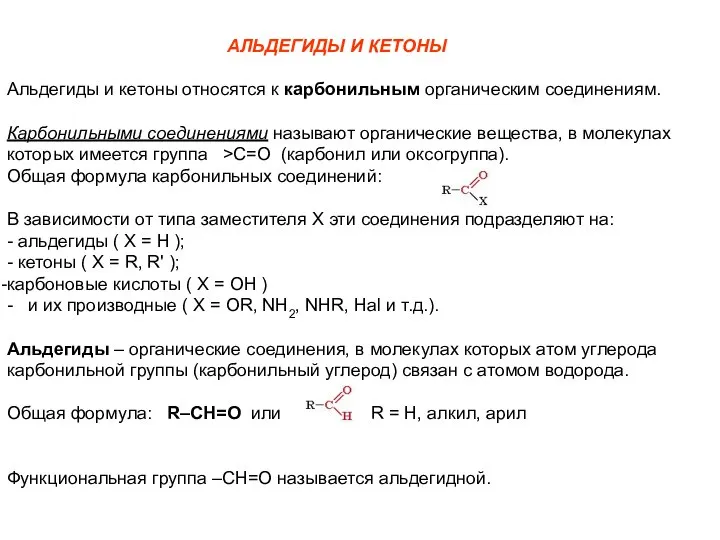 Альдегиды и кетоны
Альдегиды и кетоны Строение атома углерода. Валентные состояния атома углерода
Строение атома углерода. Валентные состояния атома углерода Периодический закон Д.И. Менделеева. Строение атома
Периодический закон Д.И. Менделеева. Строение атома Электрофоретические и хроматографические методы
Электрофоретические и хроматографические методы Теорія взаємного впливу атомів у молекулах органічних речовин
Теорія взаємного впливу атомів у молекулах органічних речовин