- Свойства математических моделей

Содержание
- 2. И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это можно объяснить тем, что в
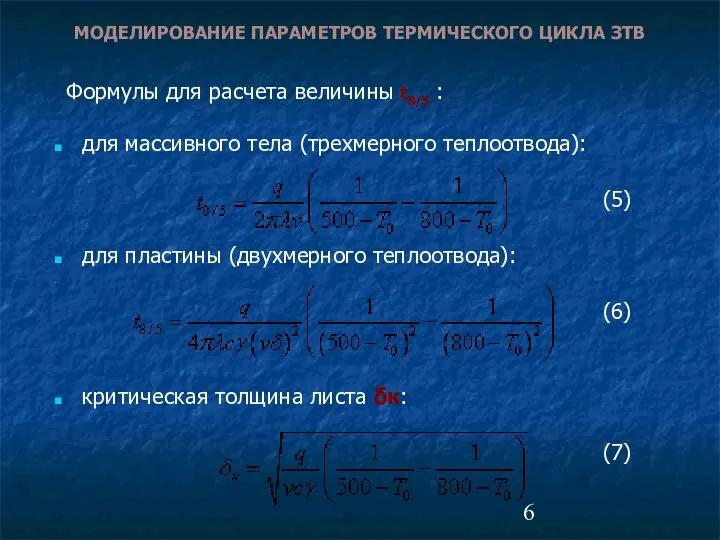
- 3. 1. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ для массивного тела (трехмерного теплоотвода): (1) для пластины (двухмерного теплоотвода):
- 4. критическую толщину листа δк можно определить, из (1) и (2): (3) Учитывая то, что ω постоянно
- 5. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Для характеристики охлаждения зоны термического влияния в диапазоне температур вместо средней
- 6. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ для массивного тела (трехмерного теплоотвода): (5) для пластины (двухмерного теплоотвода): (6)
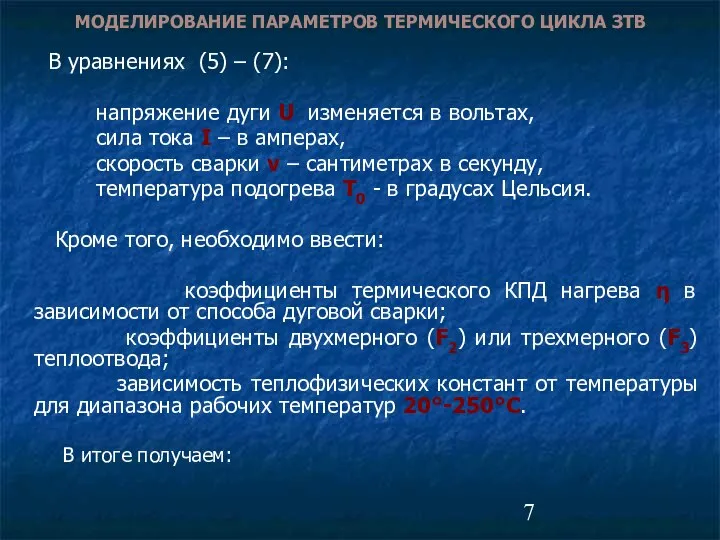
- 7. В уравнениях (5) – (7): напряжение дуги U изменяется в вольтах, сила тока I – в
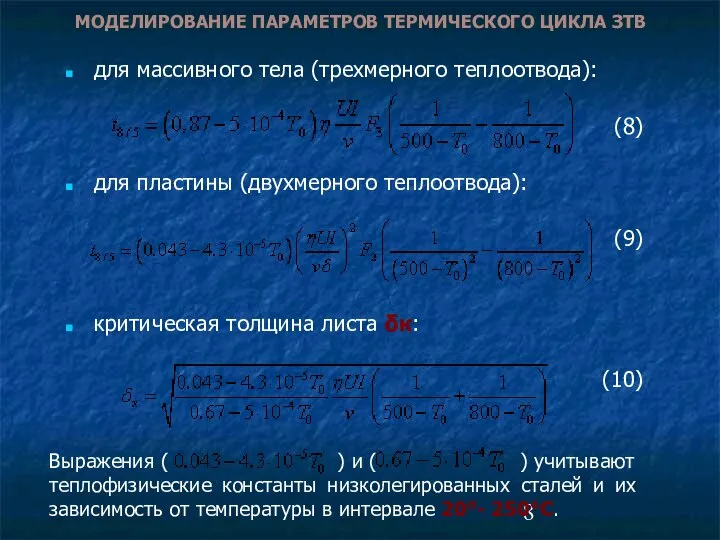
- 8. для массивного тела (трехмерного теплоотвода): (8) для пластины (двухмерного теплоотвода): (9) критическая толщина листа δк: (10)
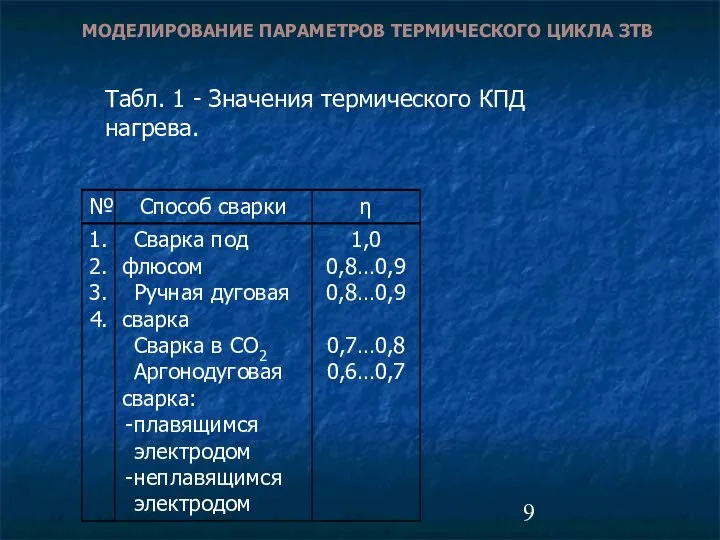
- 9. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Табл. 1 - Значения термического КПД нагрева.
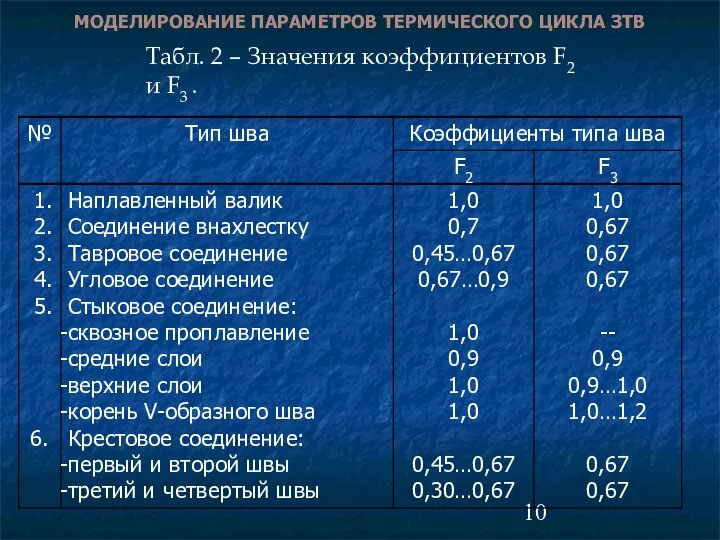
- 10. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Табл. 2 – Значения коэффициентов F2 и F3 .
- 11. Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между характеристиками плавления металла электродной проволоки: αр
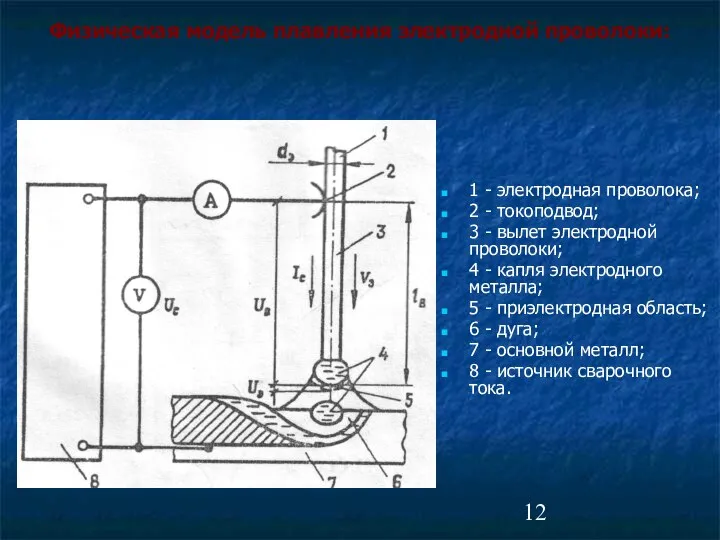
- 12. 1 - электродная проволока; 2 - токоподвод; 3 - вылет электродной проволоки; 4 - капля электродного
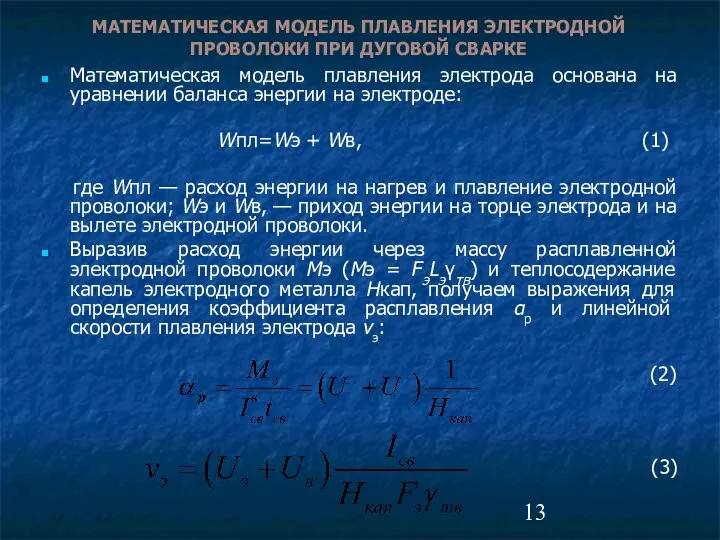
- 13. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ Математическая модель плавления электрода основана на уравнении баланса
- 14. Падение напряжения электрода Uэ = Uа + φв , (4) где Uа – падение напряжения на
- 16. Скачать презентацию
И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это
И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это
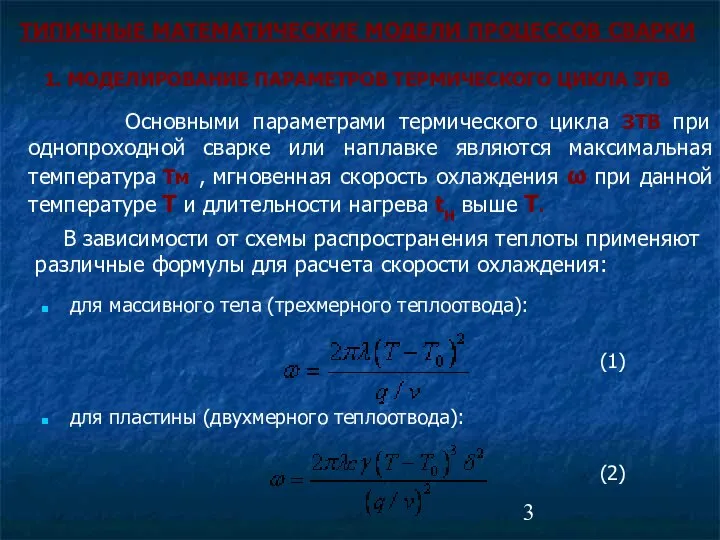
1. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(1)
для
1. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(1)
для
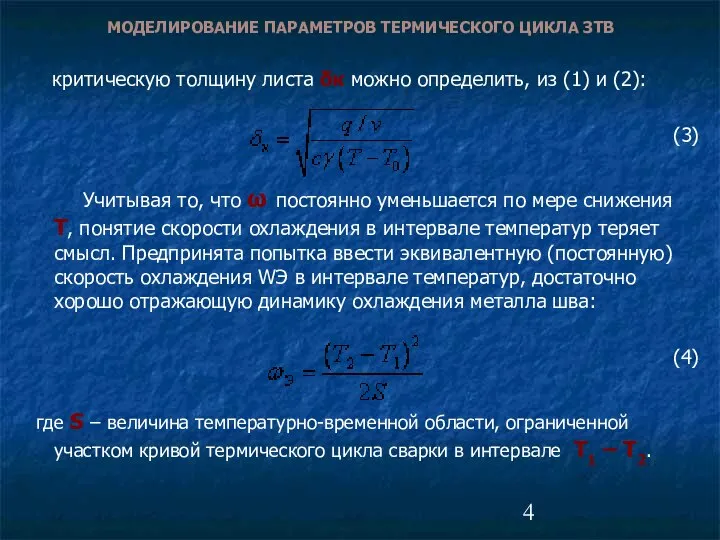
критическую толщину листа δк можно определить, из (1) и (2):
критическую толщину листа δк можно определить, из (1) и (2):
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Для характеристики охлаждения зоны термического влияния
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Для характеристики охлаждения зоны термического влияния
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(5)
для пластины (двухмерного
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(5)
для пластины (двухмерного
В уравнениях (5) – (7):
напряжение дуги U изменяется в
В уравнениях (5) – (7):
напряжение дуги U изменяется в
для массивного тела (трехмерного теплоотвода):
(8)
для пластины (двухмерного теплоотвода):
(9)
критическая толщина листа δк:
(10)
МОДЕЛИРОВАНИЕ
для массивного тела (трехмерного теплоотвода):
(8)
для пластины (двухмерного теплоотвода):
(9)
критическая толщина листа δк:
(10)
МОДЕЛИРОВАНИЕ
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 1 - Значения термического КПД нагрева.
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 1 - Значения термического КПД нагрева.
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 2 – Значения коэффициентов F2 и
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 2 – Значения коэффициентов F2 и
Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между
Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между
1 - электродная проволока;
2 - токоподвод;
3 - вылет электродной
2 - токоподвод;
3 - вылет электродной
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ
Математическая модель плавления электрода
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ
Математическая модель плавления электрода
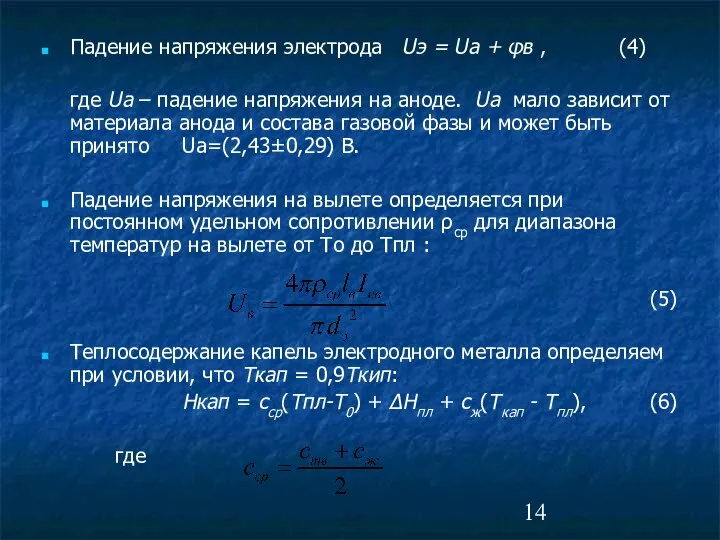
Падение напряжения электрода Uэ = Uа + φв , (4)
где Uа
Падение напряжения электрода Uэ = Uа + φв , (4)
где Uа
 Функция. Область определения и область значений функции
Функция. Область определения и область значений функции Математический театр
Математический театр Урок № 11 (2 часть)
Урок № 11 (2 часть)  Введение в логику
Введение в логику Разбор задачи в два действия
Разбор задачи в два действия Невский проспект Санкт-Петербурга в цифрах. Казанский собор (часть 5)
Невский проспект Санкт-Петербурга в цифрах. Казанский собор (часть 5) Сложение и вычитание положительных и отрицательных чисел
Сложение и вычитание положительных и отрицательных чисел Методическая разработка урока по теме Математическое путешествие по материкам и островам
Методическая разработка урока по теме Математическое путешествие по материкам и островам Четырехугольники. Трапеция
Четырехугольники. Трапеция Сумма первых n членов арифметической прогрессии
Сумма первых n членов арифметической прогрессии Предсказание будущего
Предсказание будущего Степень с рациональным показателем
Степень с рациональным показателем Задача на правильную призму
Задача на правильную призму Дружок. Правила по математике для учащихся 1 класса
Дружок. Правила по математике для учащихся 1 класса Математики России
Математики России Математика. Устные приемы вычислений. Умножение и деление
Математика. Устные приемы вычислений. Умножение и деление Игра-викторина на звание лучшего математика класса
Игра-викторина на звание лучшего математика класса Презентация по математике "Урок по математике (преемственность опыта)" -
Презентация по математике "Урок по математике (преемственность опыта)" - 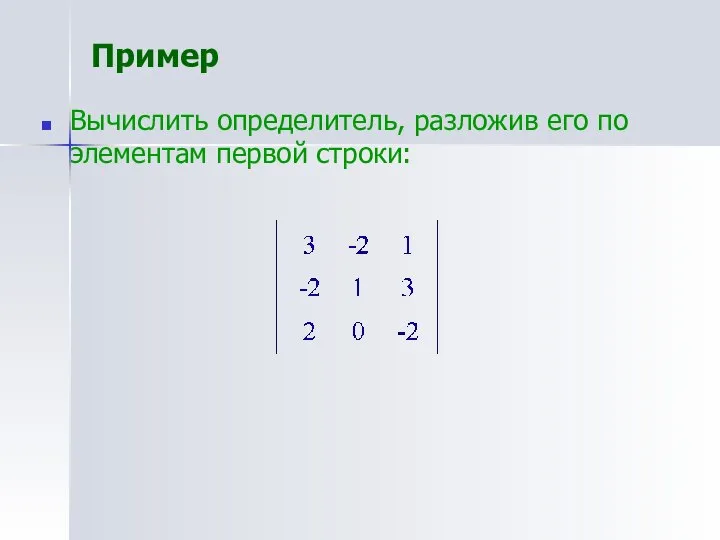 Вычисление определителя, разложением по элементам строки
Вычисление определителя, разложением по элементам строки Алгоритм решения простых задач Шнайдер Надежда Михайловна учитель начальных классов МБОУ «Балайская СОШ» Уярского района Кра
Алгоритм решения простых задач Шнайдер Надежда Михайловна учитель начальных классов МБОУ «Балайская СОШ» Уярского района Кра Циклы.Применение в реальных задачах
Циклы.Применение в реальных задачах Замечательные размещения и перестановки
Замечательные размещения и перестановки Геометрическая мозаика из правильных одноимённых многоугольников
Геометрическая мозаика из правильных одноимённых многоугольников Объём прямой призмы
Объём прямой призмы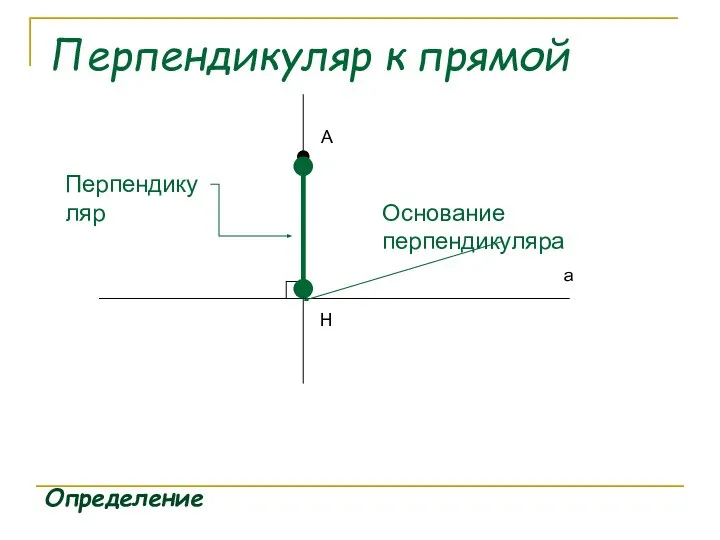 Перпендикуляр к прямой
Перпендикуляр к прямой Презентация на тему Диаграмма и решение задач. Задачи на приведение к единице. 3 класс
Презентация на тему Диаграмма и решение задач. Задачи на приведение к единице. 3 класс Знаки неравенств. Историческая справка
Знаки неравенств. Историческая справка Тригонометрические формулы. (Лекция 4)
Тригонометрические формулы. (Лекция 4)