- Organizace výuky

Содержание
- 2. Organizace výuky Přednáška: – Technologie slévání 4 x 2 hod doc. Ing. A. Záděra, Ph.D., prof.
- 3. Hodnocení předmětu Výrobní technologie Cvičení: 5 okruhů: Technologie plošného tváření – docházka → 1x, C1 –
- 4. Doporučená literatura Slévárenská technologie Studijní opory http://ust.fme.vutbr.cz/slevarenstvi/studium/studijni_opory Chrást, J. Slévárenská zařízení: CERM 2006, s. 256.
- 5. Doporučená literatura Technologie tváření Podklady ke studiu, podklady do cvičení a zadání protokolů – e-learning Dvořák
- 6. Podstata slévárenství, historie a vývoj, výroba odlitků a jejich použití, výhody a nevýhody slévárenství a odlitků,
- 7. Podstata slévárenství Slévárenství je technologií, pomocí které se předměty vyrábí odléváním roztaveného kovu do forem. Výrobkem
- 8. Podstata slévárenství Model → forma → tavení → odlévání → surový odlitek → apretace → hrubý
- 9. Podstata slévárenství Žádná žena není bez chyby a žádný odlitek není bez vady. (A. Záděra 2016)
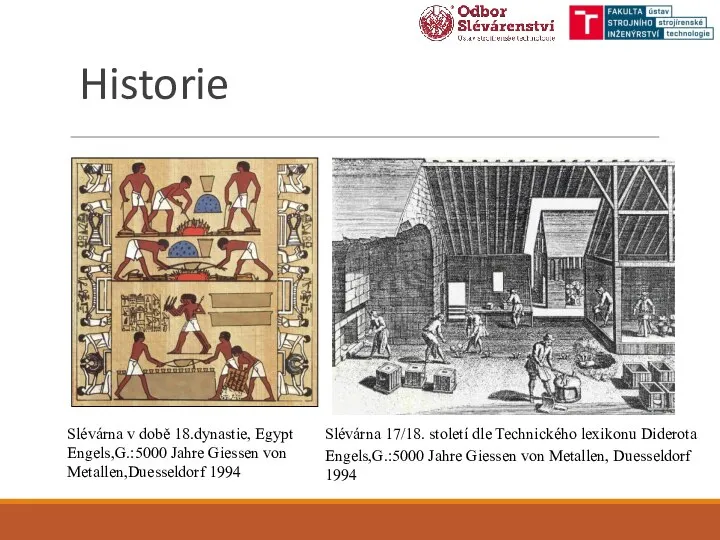
- 10. Historie Slévárna 17/18. století dle Technického lexikonu Diderota Engels,G.:5000 Jahre Giessen von Metallen, Duesseldorf 1994 Slévárna
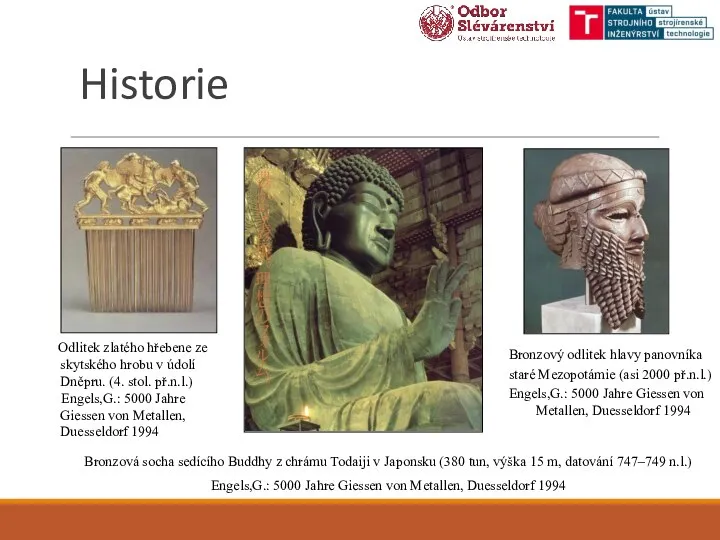
- 11. Historie Odlitek zlatého hřebene ze skytského hrobu v údolí Dněpru. (4. stol. př.n.l.) Engels,G.: 5000 Jahre
- 12. Historie Car Kolokol – Moskva (1735) – 202 tun, výška 6,14 m, průměr 6,6 m zdroj
- 13. Současnost Ukázka ze současné produkce slévárny PBS Velká Bíteš Součást leteckého motoru GE (Boeing 747,767) –
- 14. Umění Rodin, Francie, 1909: Torzo ženy Perseus s hlavou Meduzy Benvenuto Cellini (výroba 1545-1554) Rodin, Francie,
- 15. Použití
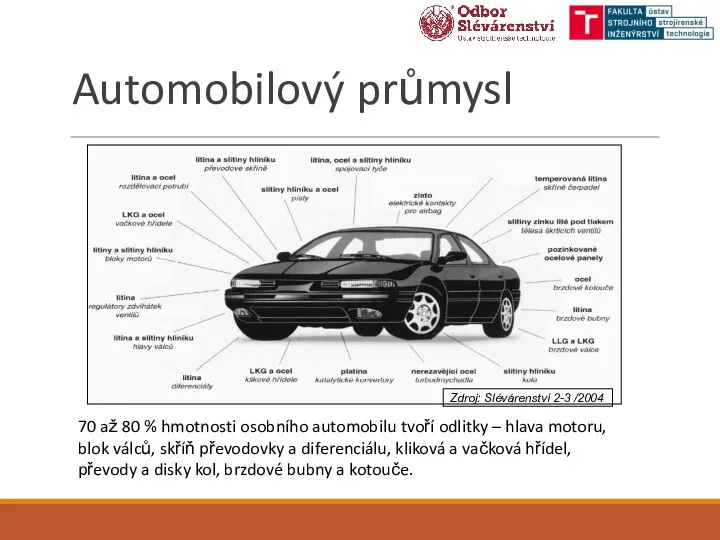
- 16. Automobilový průmysl 70 až 80 % hmotnosti osobního automobilu tvoří odlitky – hlava motoru, blok válců,
- 17. Blok převodovky Materiál: AlSi9Cu3(Fe) Technologie: tlakové lití Hmotnost: 18,1 kg
- 18. Blok 12-ti válcového motoru Materiál: AlSi9Cu3(Fe) Technologie: tlakové lití Hmotnost: 35 kg
- 19. Masivní odlitky – berany lisů Materiál: ocel Technologie: gravitační lití Hmotnost: 85 t Surová hmotnost: 160t
- 20. Odlitky ocelových konstrukcí Materiál: ocel Technologie: gravitační lití Hmotnost: 25 t Surová hmotnost: 67t
- 21. Výhody odlitků Přímá výroba výrobku ze surovin – nižší spotřeba materiálu; velká variabilita hmotnosti od několika
- 22. Nevýhody odlitků Smršťování kovů a slitin při tuhnutí – vznik vad - dutin v odlitcích (staženiny,
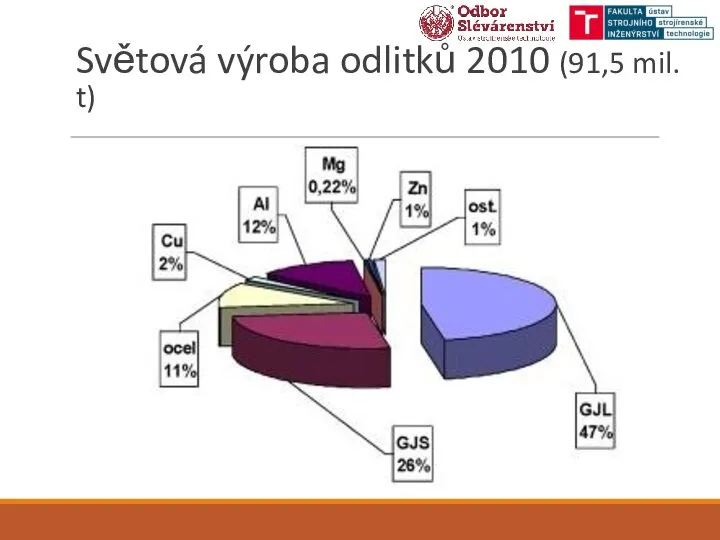
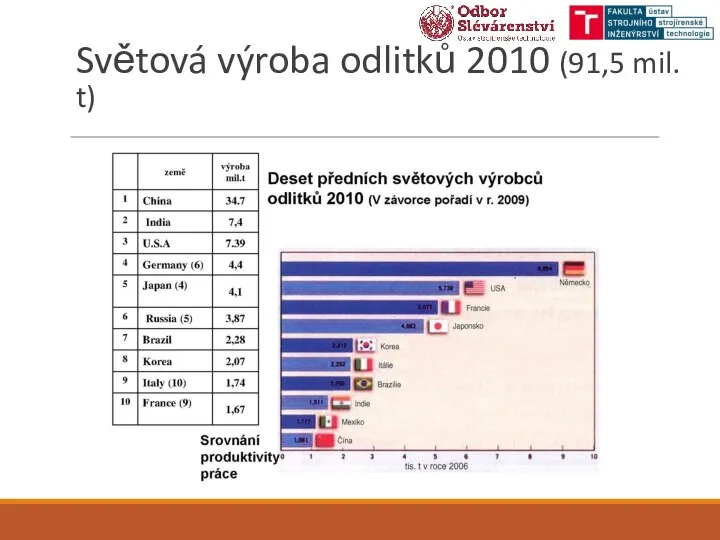
- 23. Světová výroba odlitků 2010 (91,5 mil. t)
- 24. Světová výroba odlitků 2010 (91,5 mil. t)
- 25. Výroba odlitků v ČR v 2010 (344 397 t)
- 26. Technologický tok ve slévárně
- 27. TPV - Technologická příprava výroby Příprava technologických postupů výroby odlitků podle požadavků zákazníka na jakost odlitku.
- 28. Slévárenská technologie Výroba forem a jader modelové zařízení (frézování, 3D obrábění, RP) netrvalé formy (výroba forem
- 29. Rozdělení způsobů výroby odlitků A/ Podle typu použité formy netrvalá forma – zhuštění formovací směsi za
- 30. Modelové zařízení Modelové zařízení – nástroj pro výrobu netrvalých forem model odlitku jaderníky volné části, nálitky,
- 31. Trvalý model zhotoven obráběním dřevěný, pryskyřice, kovový model, RP dřevo – smrk, borovice, olše, javor, buk,
- 32. Trvalý model - dřevo Model spojníku příhradové konstrukce (VHM)
- 33. Trvalý model - kov Kovové materiály pro výrobu modelů jsou šedá litina, ocel a slitiny hliníku;
- 34. Výroba trvalých modelů Ruční výroba modelů, použití frézování a soustružení – nižší produktivita, kusová výroba efektivní
- 35. Modely z pryskyřice (epoxid) Dřevo a kovy jsou stále více nahrazovány pryskyřicí; modely jsou odlévány –
- 36. Výroba modelů RP – Rapid Prototyping Nové metody výroby 3D objektů mají tři společné jmenovatele -
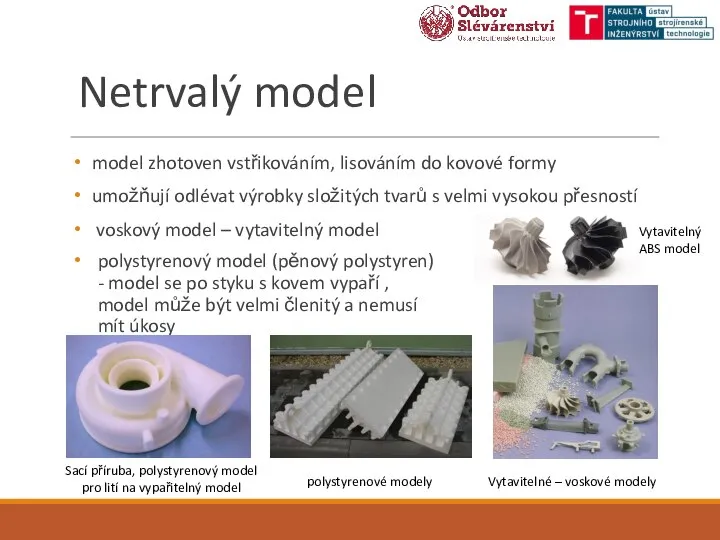
- 37. Netrvalý model model zhotoven vstřikováním, lisováním do kovové formy umožňují odlévat výrobky složitých tvarů s velmi
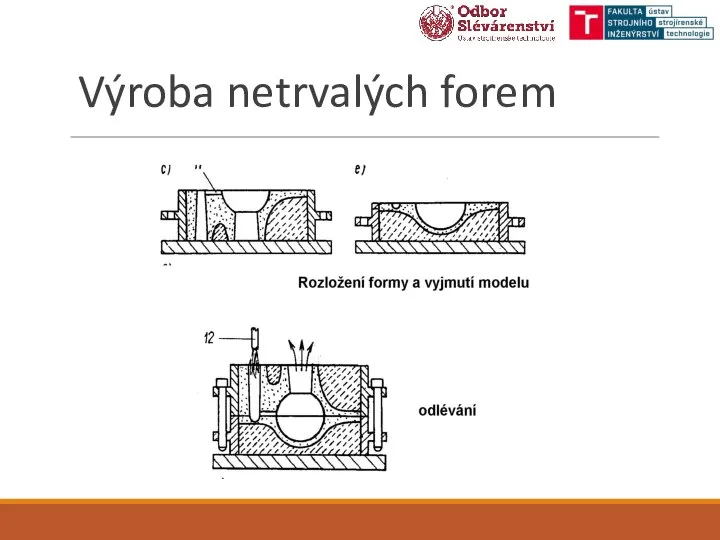
- 38. Výroba netrvalých forem
- 39. Výroba netrvalých forem
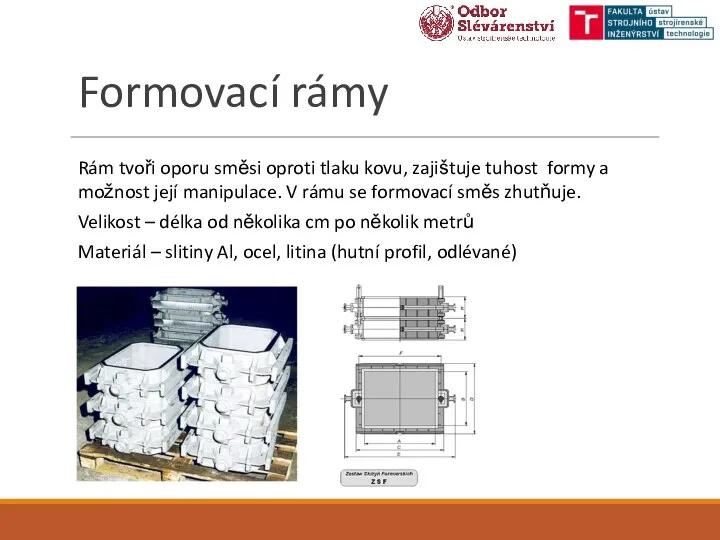
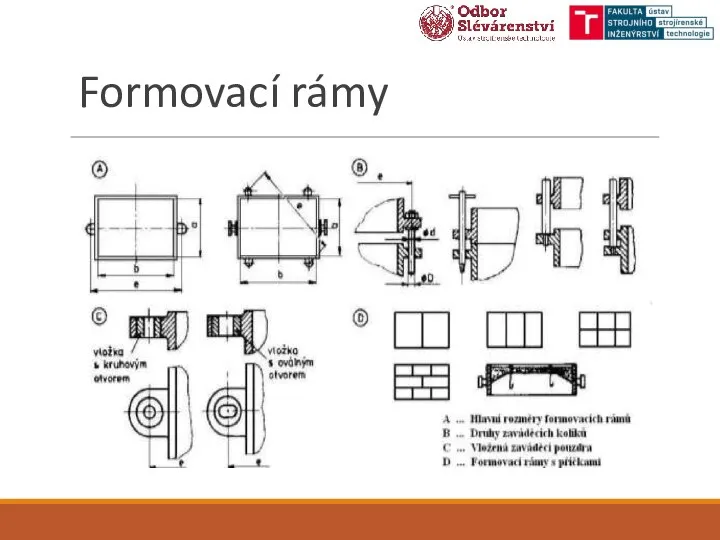
- 40. Formovací rámy Rám tvoři oporu směsi oproti tlaku kovu, zajištuje tuhost formy a možnost její manipulace.
- 41. Formovací rámy
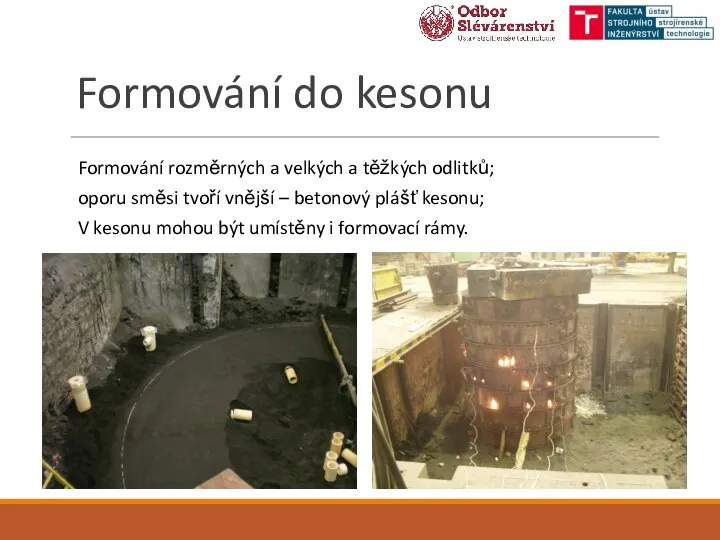
- 42. Formování do kesonu Formování rozměrných a velkých a těžkých odlitků; oporu směsi tvoří vnější – betonový
- 43. Příklad formy odlitku trubky odlitek Model – tvar odlitku (dělený) vytváří vnější dutinu ve formě Jádro
- 44. Příklad formy odlitku pouzdra
- 45. Příklad formy odlitku řemenice
- 46. Příklad formy odlitku víka
- 47. Příklad formy odlitku ventilu
- 49. Скачать презентацию
Organizace výuky
Přednáška: – Technologie slévání 4 x 2 hod
doc. Ing. A.
Organizace výuky
Přednáška: – Technologie slévání 4 x 2 hod
doc. Ing. A.
Hodnocení předmětu
Výrobní technologie
Cvičení: 5 okruhů:
Technologie plošného tváření – docházka →
Hodnocení předmětu
Výrobní technologie
Cvičení: 5 okruhů:
Technologie plošného tváření – docházka →
Doporučená literatura
Slévárenská technologie
Studijní opory
http://ust.fme.vutbr.cz/slevarenstvi/studium/studijni_opory
Chrást, J. Slévárenská zařízení: CERM 2006, s. 256.
Doporučená literatura
Slévárenská technologie
Studijní opory
http://ust.fme.vutbr.cz/slevarenstvi/studium/studijni_opory
Chrást, J. Slévárenská zařízení: CERM 2006, s. 256.

Doporučená literatura
Technologie tváření
Podklady ke studiu, podklady do cvičení a zadání protokolů
Doporučená literatura
Technologie tváření
Podklady ke studiu, podklady do cvičení a zadání protokolů
Podstata slévárenství, historie a vývoj, výroba odlitků a jejich použití, výhody
Podstata slévárenství, historie a vývoj, výroba odlitků a jejich použití, výhody
Podstata slévárenství
Slévárenství je technologií, pomocí které se předměty vyrábí odléváním roztaveného
Podstata slévárenství
Slévárenství je technologií, pomocí které se předměty vyrábí odléváním roztaveného

Podstata slévárenství
Model → forma → tavení → odlévání → surový odlitek
Podstata slévárenství
Model → forma → tavení → odlévání → surový odlitek
Podstata slévárenství
Žádná žena není bez chyby a žádný odlitek není bez
Podstata slévárenství
Žádná žena není bez chyby a žádný odlitek není bez
Historie
Slévárna 17/18. století dle Technického lexikonu Diderota
Engels,G.:5000 Jahre Giessen von Metallen,
Historie
Slévárna 17/18. století dle Technického lexikonu Diderota
Engels,G.:5000 Jahre Giessen von Metallen,
Historie
Odlitek zlatého hřebene ze skytského hrobu v údolí Dněpru. (4. stol.
Historie
Odlitek zlatého hřebene ze skytského hrobu v údolí Dněpru. (4. stol.

Historie
Car Kolokol – Moskva (1735) – 202 tun, výška 6,14 m,
Historie
Car Kolokol – Moskva (1735) – 202 tun, výška 6,14 m,
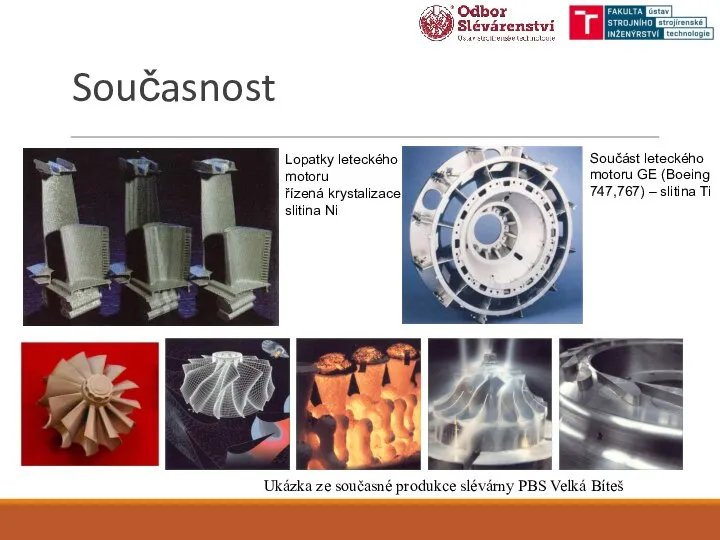
Současnost
Ukázka ze současné produkce slévárny PBS Velká Bíteš
Součást leteckého motoru
Současnost
Ukázka ze současné produkce slévárny PBS Velká Bíteš
Součást leteckého motoru

Umění
Rodin, Francie, 1909: Torzo ženy
Perseus s hlavou Meduzy
Benvenuto Cellini (výroba
Umění
Rodin, Francie, 1909: Torzo ženy
Perseus s hlavou Meduzy
Benvenuto Cellini (výroba

Použití
Použití
Automobilový průmysl
70 až 80 % hmotnosti osobního automobilu tvoří odlitky –
Automobilový průmysl
70 až 80 % hmotnosti osobního automobilu tvoří odlitky –

Blok převodovky
Materiál: AlSi9Cu3(Fe)
Technologie: tlakové lití
Hmotnost: 18,1 kg
Blok převodovky
Materiál: AlSi9Cu3(Fe)
Technologie: tlakové lití
Hmotnost: 18,1 kg

Blok 12-ti válcového motoru
Materiál: AlSi9Cu3(Fe)
Technologie: tlakové lití
Hmotnost: 35 kg
Blok 12-ti válcového motoru
Materiál: AlSi9Cu3(Fe)
Technologie: tlakové lití
Hmotnost: 35 kg
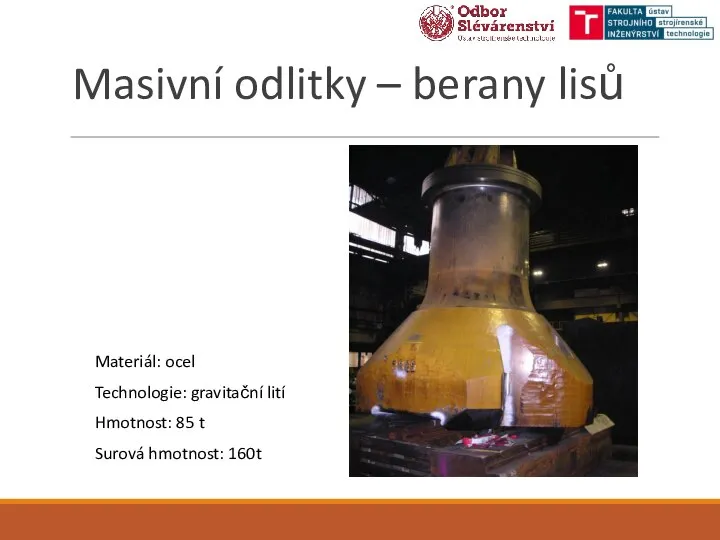
Masivní odlitky – berany lisů
Materiál: ocel
Technologie: gravitační lití
Hmotnost: 85 t
Surová hmotnost:
Masivní odlitky – berany lisů
Materiál: ocel
Technologie: gravitační lití
Hmotnost: 85 t
Surová hmotnost:

Odlitky ocelových konstrukcí
Materiál: ocel
Technologie: gravitační lití
Hmotnost: 25 t
Surová hmotnost: 67t
Odlitky ocelových konstrukcí
Materiál: ocel
Technologie: gravitační lití
Hmotnost: 25 t
Surová hmotnost: 67t
Výhody odlitků
Přímá výroba výrobku ze surovin – nižší spotřeba materiálu;
velká variabilita
Výhody odlitků
Přímá výroba výrobku ze surovin – nižší spotřeba materiálu;
velká variabilita
Nevýhody odlitků
Smršťování kovů a slitin při tuhnutí – vznik vad -
Nevýhody odlitků
Smršťování kovů a slitin při tuhnutí – vznik vad -
Světová výroba odlitků 2010 (91,5 mil. t)
Světová výroba odlitků 2010 (91,5 mil. t)
Světová výroba odlitků 2010 (91,5 mil. t)
Světová výroba odlitků 2010 (91,5 mil. t)
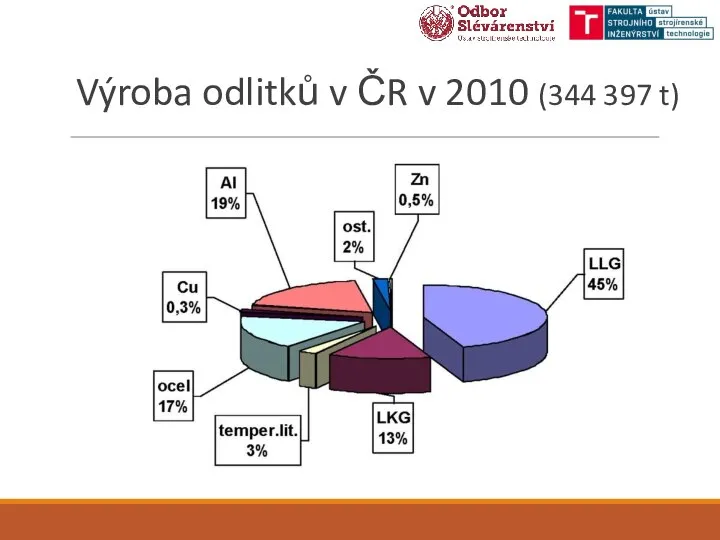
Výroba odlitků v ČR v 2010 (344 397 t)
Výroba odlitků v ČR v 2010 (344 397 t)
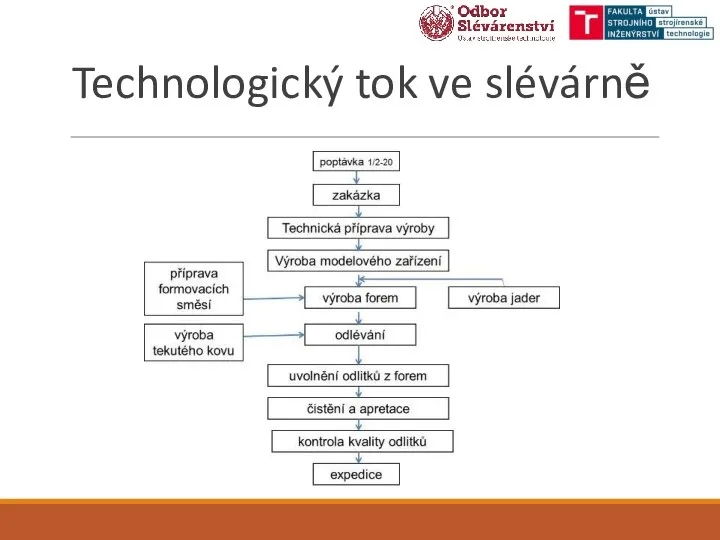
Technologický tok ve slévárně
Technologický tok ve slévárně
TPV - Technologická příprava výroby
Příprava technologických postupů výroby odlitků podle požadavků
TPV - Technologická příprava výroby
Příprava technologických postupů výroby odlitků podle požadavků
Slévárenská technologie
Výroba forem a jader
modelové zařízení (frézování, 3D obrábění, RP)
netrvalé formy
Slévárenská technologie
Výroba forem a jader
modelové zařízení (frézování, 3D obrábění, RP)
netrvalé formy
Rozdělení způsobů výroby odlitků
A/ Podle typu použité formy
netrvalá forma –
Rozdělení způsobů výroby odlitků
A/ Podle typu použité formy
netrvalá forma –
Modelové zařízení
Modelové zařízení – nástroj pro výrobu netrvalých forem
model odlitku
jaderníky
volné části,
Modelové zařízení
Modelové zařízení – nástroj pro výrobu netrvalých forem
model odlitku
jaderníky
volné části,
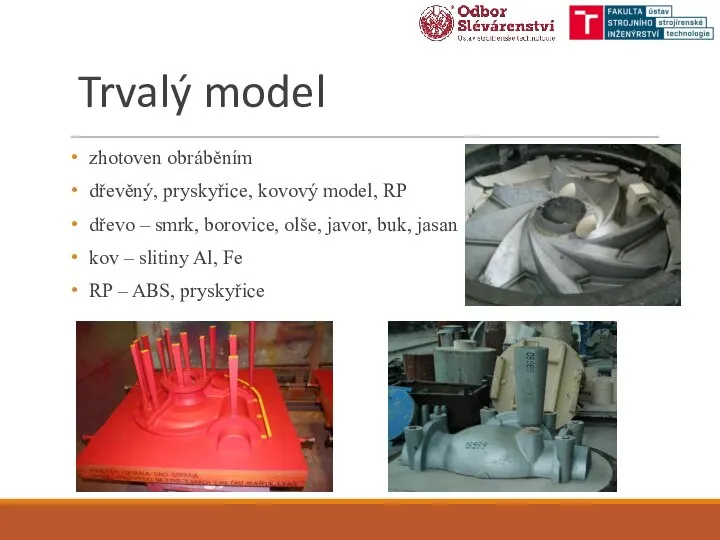
Trvalý model
zhotoven obráběním
dřevěný, pryskyřice, kovový model, RP
dřevo – smrk, borovice,
Trvalý model
zhotoven obráběním
dřevěný, pryskyřice, kovový model, RP
dřevo – smrk, borovice,

Trvalý model - dřevo
Model spojníku příhradové konstrukce (VHM)
Trvalý model - dřevo
Model spojníku příhradové konstrukce (VHM)
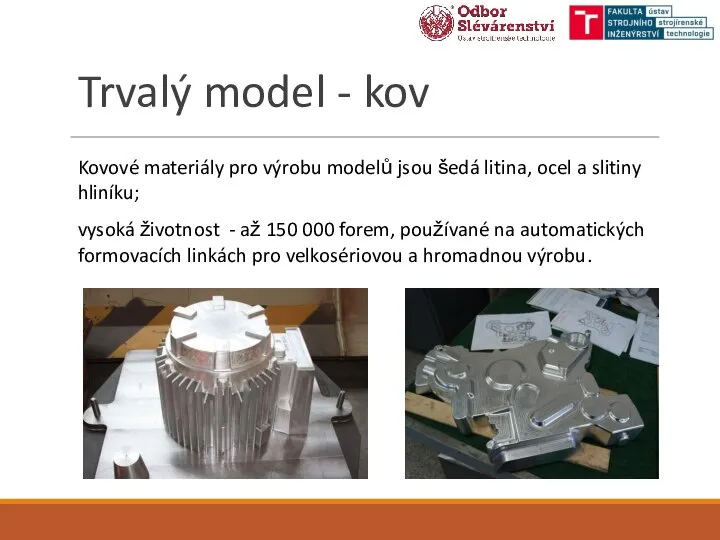
Trvalý model - kov
Kovové materiály pro výrobu modelů jsou šedá litina,
Trvalý model - kov
Kovové materiály pro výrobu modelů jsou šedá litina,

Výroba trvalých modelů
Ruční výroba modelů, použití frézování a soustružení – nižší
Výroba trvalých modelů
Ruční výroba modelů, použití frézování a soustružení – nižší
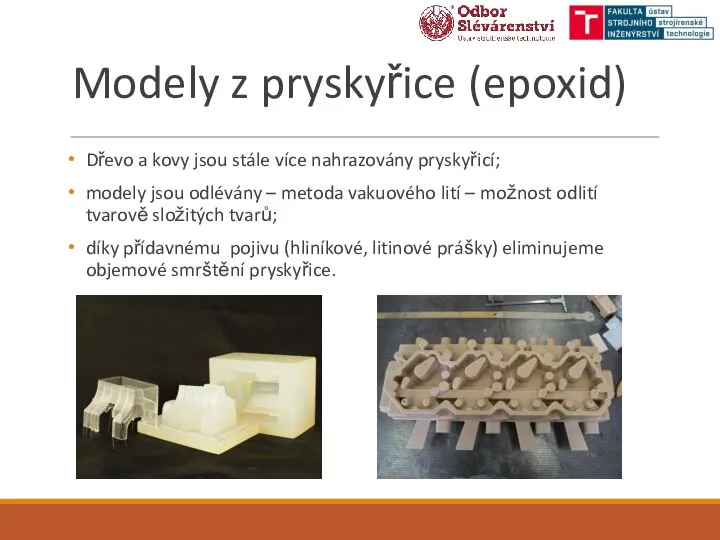
Modely z pryskyřice (epoxid)
Dřevo a kovy jsou stále více nahrazovány pryskyřicí;
modely
Modely z pryskyřice (epoxid)
Dřevo a kovy jsou stále více nahrazovány pryskyřicí;
modely
Výroba modelů RP – Rapid Prototyping
Nové metody výroby 3D objektů mají
Výroba modelů RP – Rapid Prototyping
Nové metody výroby 3D objektů mají
Netrvalý model
model zhotoven vstřikováním, lisováním do kovové formy
umožňují odlévat výrobky
Netrvalý model
model zhotoven vstřikováním, lisováním do kovové formy
umožňují odlévat výrobky

Výroba netrvalých forem
Výroba netrvalých forem
Výroba netrvalých forem
Výroba netrvalých forem
Formovací rámy
Rám tvoři oporu směsi oproti tlaku kovu, zajištuje tuhost formy
Formovací rámy
Rám tvoři oporu směsi oproti tlaku kovu, zajištuje tuhost formy
Formovací rámy
Formovací rámy
Formování do kesonu
Formování rozměrných a velkých a těžkých odlitků;
oporu směsi tvoří
Formování do kesonu
Formování rozměrných a velkých a těžkých odlitků;
oporu směsi tvoří
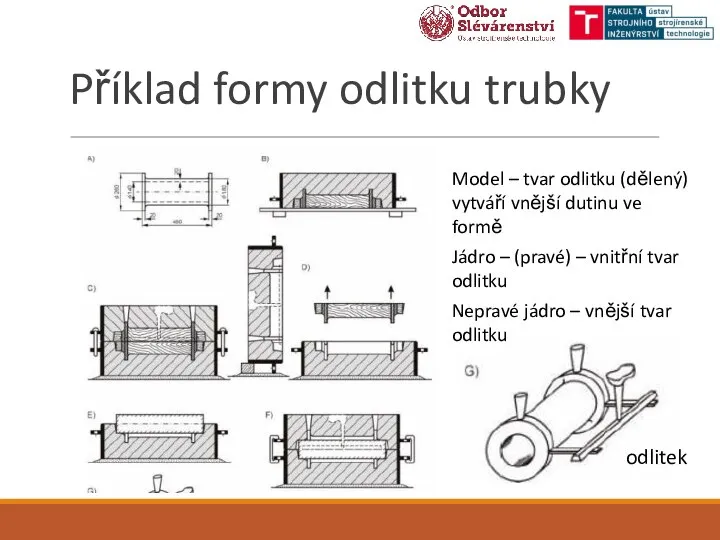
Příklad formy odlitku trubky
odlitek
Model – tvar odlitku (dělený) vytváří vnější dutinu
Příklad formy odlitku trubky
odlitek
Model – tvar odlitku (dělený) vytváří vnější dutinu
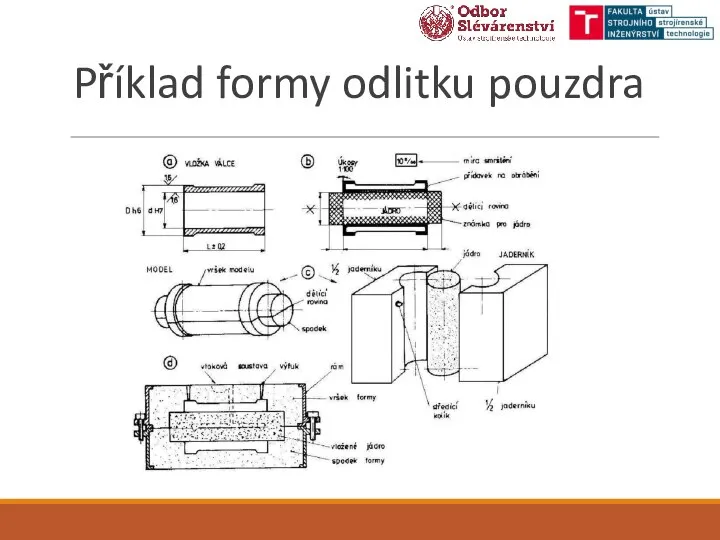
Příklad formy odlitku pouzdra
Příklad formy odlitku pouzdra
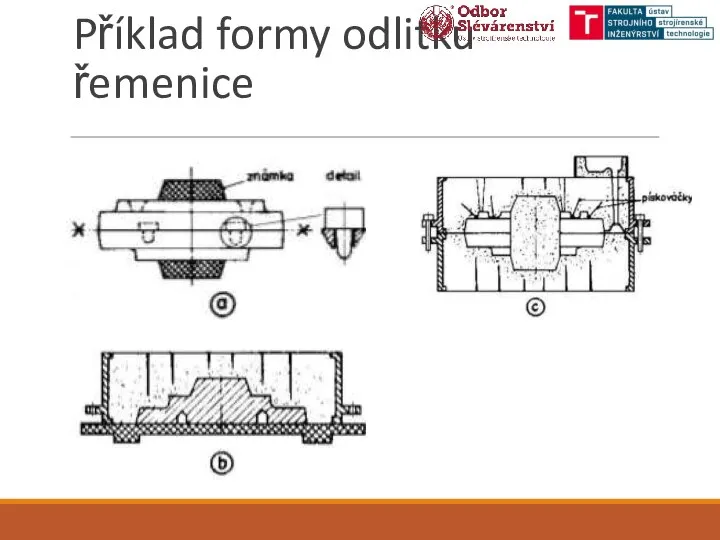
Příklad formy odlitku řemenice
Příklad formy odlitku řemenice
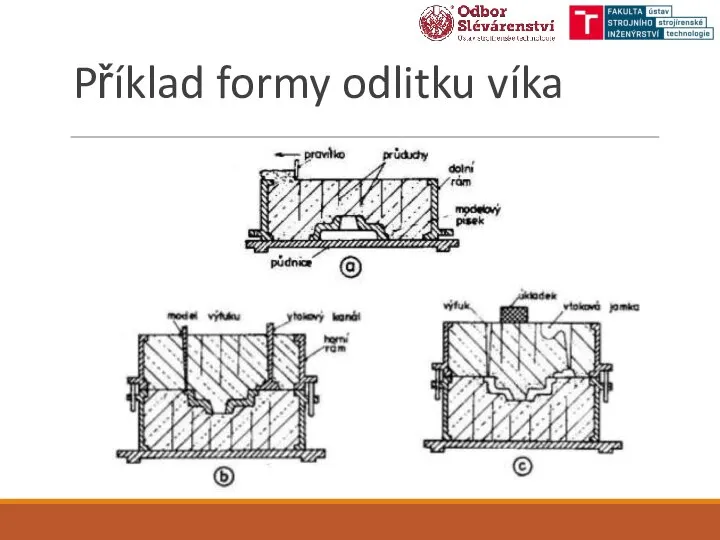
Příklad formy odlitku víka
Příklad formy odlitku víka
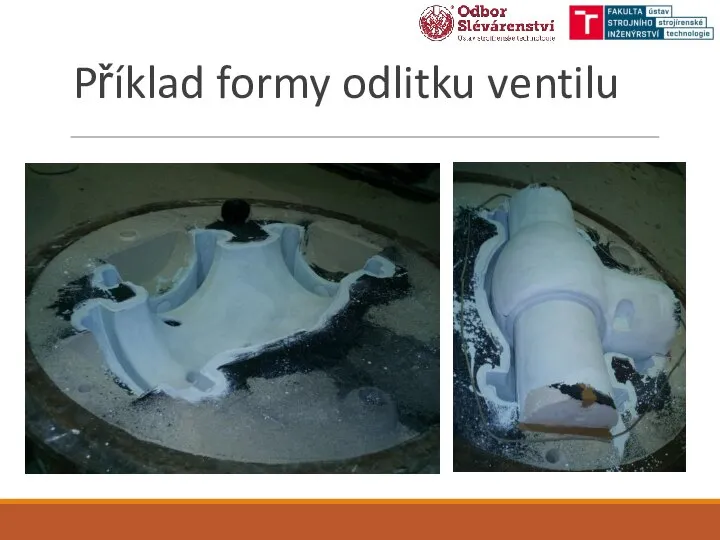
Příklad formy odlitku ventilu
Příklad formy odlitku ventilu
 25 октября - День флага в Донецкой Народной Республике
25 октября - День флага в Донецкой Народной Республике Знайомтесь: 5-В клас. Фотоальбом
Знайомтесь: 5-В клас. Фотоальбом История моей семьи в документах, фотографиях, воспоминаниях
История моей семьи в документах, фотографиях, воспоминаниях Prezentatsia_Microsoft_Office_PowerPoint_5
Prezentatsia_Microsoft_Office_PowerPoint_5 Развитие русской иконописи в XIV - XV веках. Сравнение иконописи Ф. Грека и А. Рублёва
Развитие русской иконописи в XIV - XV веках. Сравнение иконописи Ф. Грека и А. Рублёва Go Green
Go Green Көшпенділер ойыны ONTUSTIK 2017
Көшпенділер ойыны ONTUSTIK 2017 Расту культурным
Расту культурным КП_БИТ_ФИНАНС_MERCURY_PROPERTIES_проектное (3)
КП_БИТ_ФИНАНС_MERCURY_PROPERTIES_проектное (3) Молочная продукция
Молочная продукция Общие понятия о ремонте бытовых электроприборов
Общие понятия о ремонте бытовых электроприборов Такие разные мячи
Такие разные мячи Мебель
Мебель Ввод-вывод данных в PLC FP Sigma
Ввод-вывод данных в PLC FP Sigma Понятие о несущей способности упругодеформируемых конструкций
Понятие о несущей способности упругодеформируемых конструкций Луковичная диаграмма
Луковичная диаграмма Газовая резка металла
Газовая резка металла Организация участка восстановления коленчатых валов в КФХ ИП Лавренова с. Лазарево
Организация участка восстановления коленчатых валов в КФХ ИП Лавренова с. Лазарево May Day The holiday of the coming of spring
May Day The holiday of the coming of spring 6. OPERACIONALIZACIJA TEHNIČKO-TAKTIČKOG OBUČAVANJA
6. OPERACIONALIZACIJA TEHNIČKO-TAKTIČKOG OBUČAVANJA Современная религиозная ситуация в россии
Современная религиозная ситуация в россии Adaptive Chassis Control DCC от Volkswagen. Адаптивная подвеска
Adaptive Chassis Control DCC от Volkswagen. Адаптивная подвеска День в музее .Развитие речи посредством приобщения к прекрасному
День в музее .Развитие речи посредством приобщения к прекрасному Altus Site Plan Request
Altus Site Plan Request Was macht ein chinesischer Koch wenn ihm langweilig ist
Was macht ein chinesischer Koch wenn ihm langweilig ist 187th Infantry
187th Infantry Фальцеосадочная машина F 300-2 PLUS
Фальцеосадочная машина F 300-2 PLUS Оперативное планирование в серийном производстве
Оперативное планирование в серийном производстве