- Проектирование контрольных приспособлений

Содержание
- 2. Чертёж детали с обозначением контролируемых отклонений формы и расположения поверхностей
- 3. Примеры схем измерения отклонений формы и расположения поверхностей для деталей – тел вращения
- 4. Схема измерения торцового биения поверхности детали Контролируемая деталь Контрольная призма
- 5. Схема измерения отклонения от круглости, профиля продольного сечения и радиального биения 1 – контролируемая деталь 2,
- 6. Контроль отклонения от соосности шеек вала
- 7. Контроль радиального биения внутреннего диаметра детали
- 8. Схема измерения отклонения от соосности внутренних цилиндрических поверхностей
- 9. Схема измерения отклонения от параллельности оси отверстия
- 10. Примеры специальных и переналаживаемых контрольных приспособлений для деталей – тел вращения
- 11. К.В. Шубников и др.Унифицированные переналаживаемые средства измерения. Машиностроение.1978 г. с. 131 Контроль внутреннего отверстия детали. В
- 12. К.В. Шубников и др. Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г. с.127. Контроль внутреннего отверстия детали
- 13. К.В. Шубников Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г. с.105 Контроль радиального биения внутренней поверхности крупной
- 14. А.Г. Холодкова Технологическая оснастка «Академия»,2008 г. с.255.
- 15. Р.С. Каплунов Точность контрольных приспособлений. Машиностроение. 1968 г. с. 156
- 16. Р.С. Каплунов Точность контрольных приспособлений Машиностроение. 1968 г. с. 110 Установка детали в приспособление для контроля
- 17. Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с.117 Установка детали на разжимной цанговый патрон
- 18. Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с. 124 Установка детали в конические опоры контрольного приспособления
- 19. Контрольное приспособление для измерения отклонения от соосности наружной и внутренней поверхностей детали Р.С. Каплунов Точность контрольных
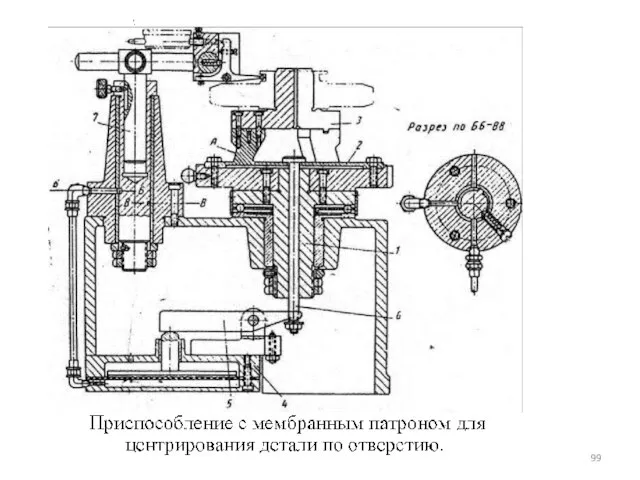
- 20. Контроль торцового биения детали. Приспособление размещено в точном отверстии детали и центрируется при зажиме применением гидропласта
- 21. Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении 1960 г. с. 133 Приспособление для контроля нескольких параметров детали
- 22. Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении. Москва. 1960 г. с. 133 Размещение измерительных штативов и индикаторов
- 23. Контрольное приспособление для измерения отклонения от плоскостности поверхностей детали К.В. Шубников и др. Унифицированные переналаживаемые средства
- 24. Покупные изделия для контрольных приспособлений фирм Mitutoyo, Mahr, Tesa
- 25. Стойки
- 32. Стойка с притёртой фронтальной частью
- 33. Стойка с магнитным основанием
- 34. Стойка с круглым магнитным основанием
- 35. Гибкая стойка
- 36. Гибкая стойка с магнитным основанием
- 37. Штативы
- 38. Штативы с присоединительной поверхностью - резьбой
- 39. 1 2
- 40. 3
- 41. 4
- 42. 5
- 43. 6
- 44. 7
- 45. 8
- 46. Индикаторы
- 47. Индикаторы широкого спектра применения
- 48. Индикатор с удлиненным измерительным стержнем
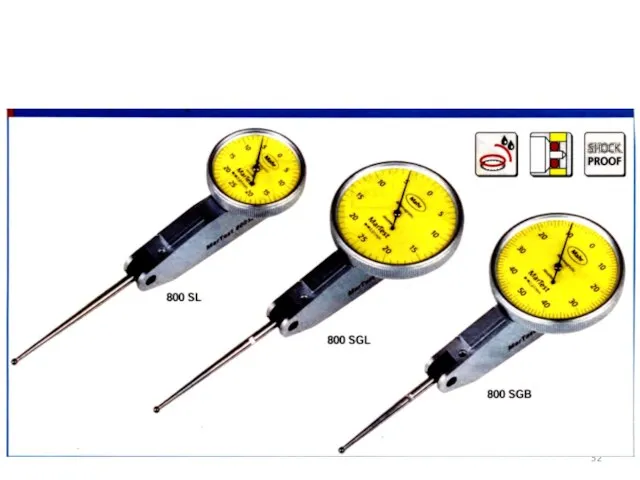
- 49. Рычажно-зубчатые индикаторы с коротким измерительным наконечником
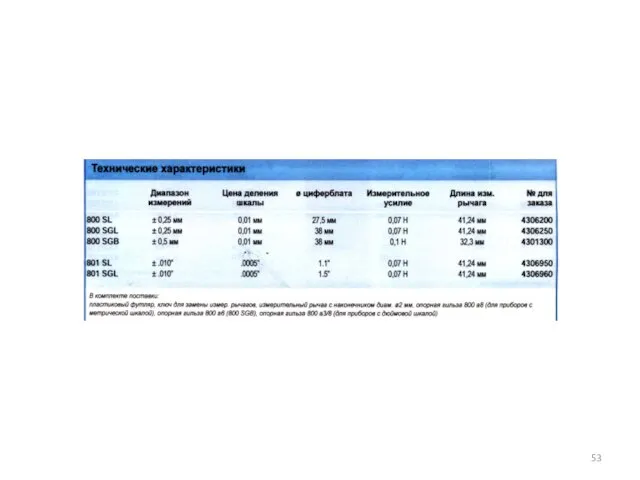
- 51. Основные размеры индикаторов с коротким измерительным наконечником
- 54. Основные размеры индикаторов
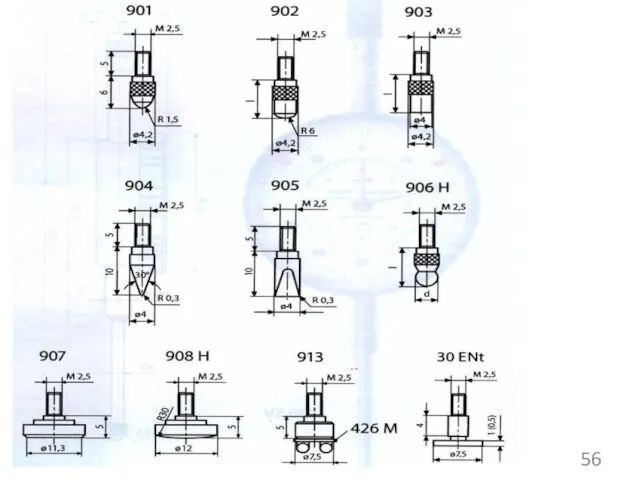
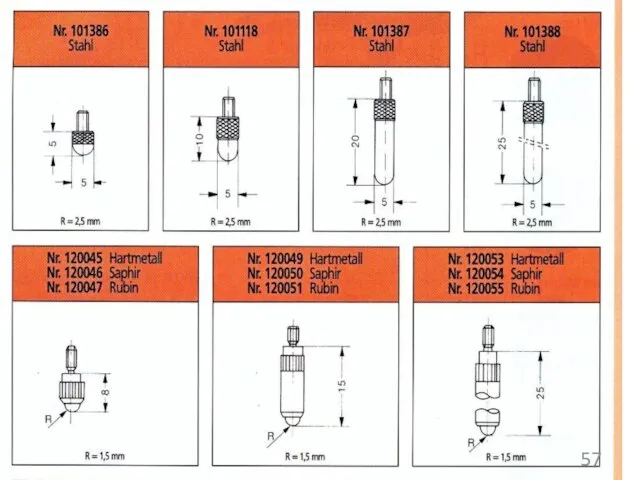
- 55. Наконечники к индикаторам
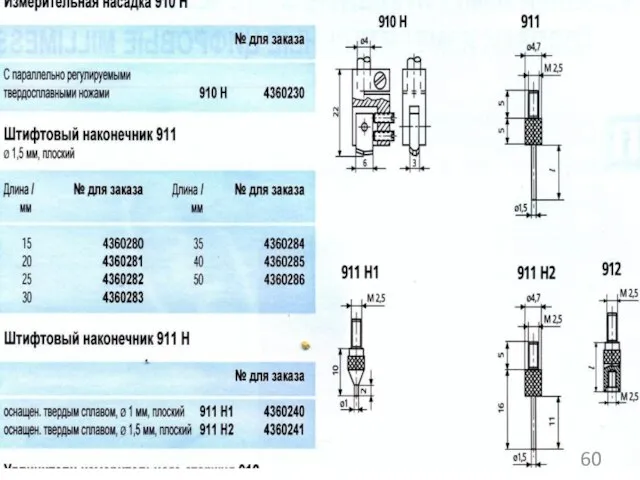
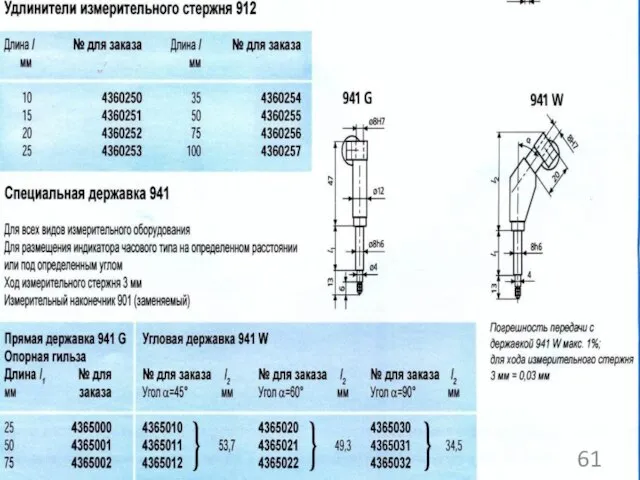
- 59. Насадки и удлинители измерительных стержней индикаторов
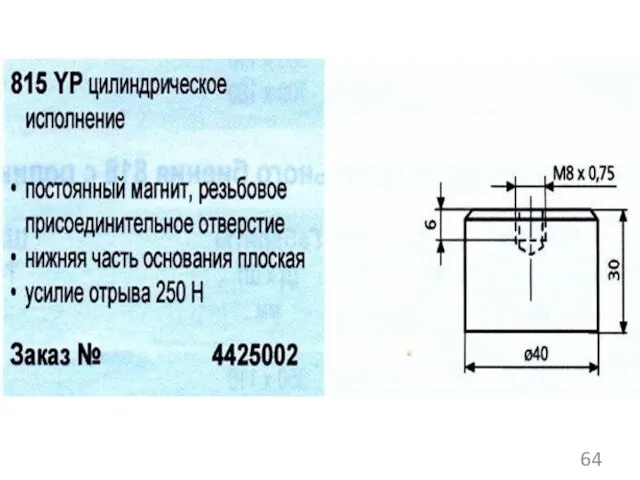
- 62. Магнитные основания
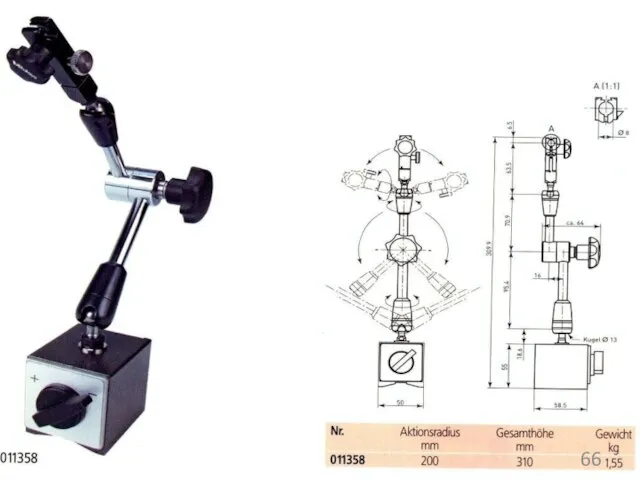
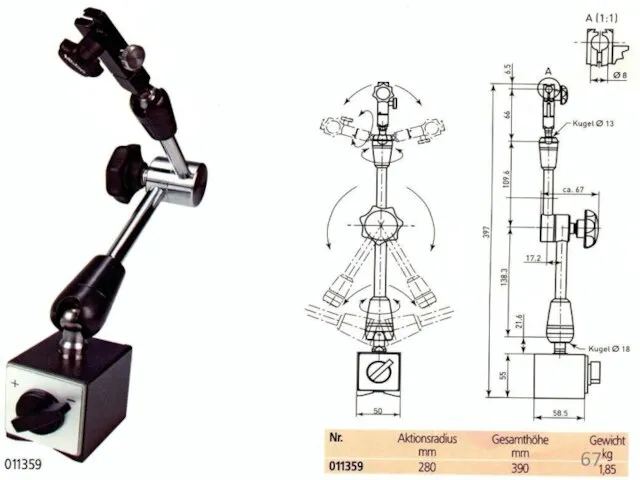
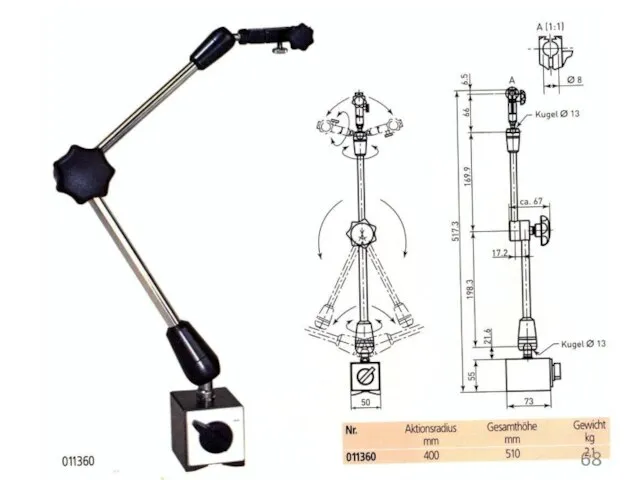
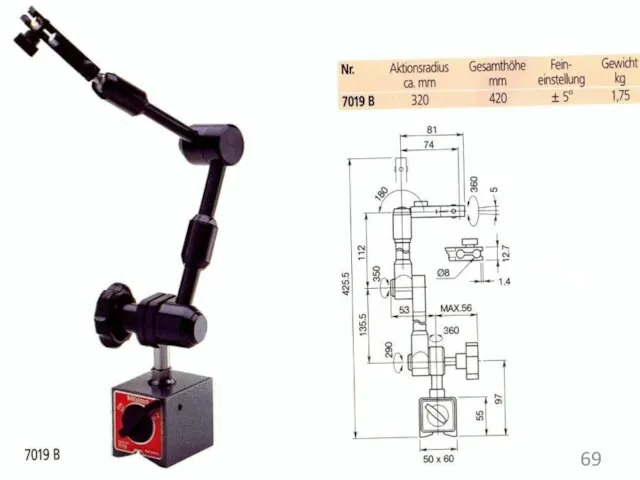
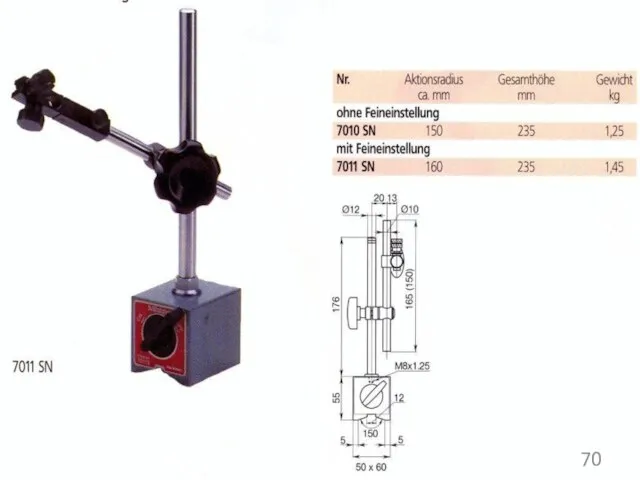
- 65. Штативы с магнитным основанием
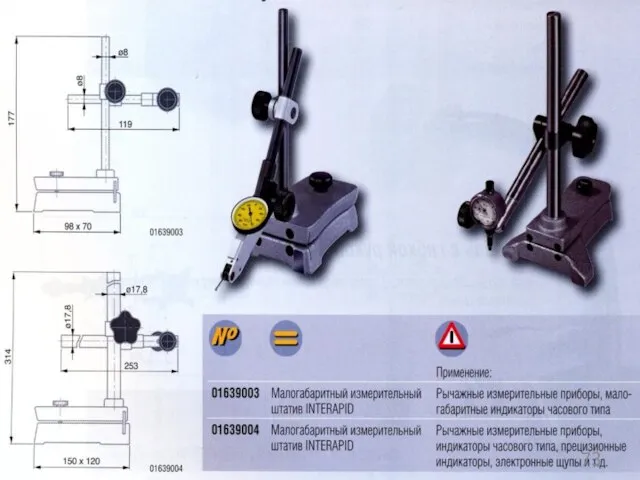
- 72. Малогабаритные штативы и стойки
- 77. Штативы специального назначения
- 79. Штатив предназначен для измерений с изменением длины. Например, отклонение профиля продольного сечения, отклонение от цилиндричности
- 80. Конструкции соединений элементов штативов
- 85. Примеры контрольных приспособлений с использованием покупных элементов
- 86. Приспособление для контроля торцового биения
- 87. Приспособление для контроля радиального биения
- 89. Конструкции узлов измерительных систем (штативов) в отечественной практике
- 90. Стандартный измерительный штатив с опорой Колонка штатива Кронштейн Индикатор Опора
- 91. Прямая передача измерительного усилия на наконечник индикатора Передача измерительного усилия через рычаг на оси
- 92. Варианты исполнения прямых передаточных механизмов
- 93. Варианты исполнения рычажных передаточных механизмов
- 94. Контрольное приспособление для измерения глубины поверхности
- 95. Вариант удлинения измерительного наконечника индикатора
- 96. Вариант исполнения опоры для измерительного штатива
- 98. Механизированные контрольные приспособления
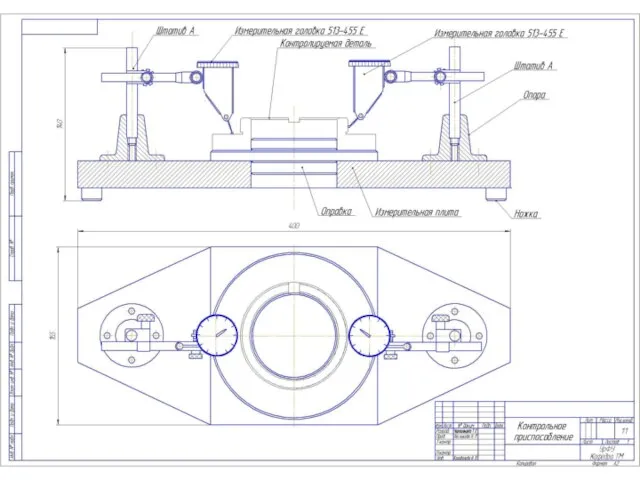
- 100. Пример выполнения разделов «Служебное назначение», «Технические характеристики» и «Технические требования» на сборочном чертеже контрольного приспособления Служебное
- 102. Скачать презентацию

Чертёж детали с обозначением контролируемых отклонений формы и расположения поверхностей
Чертёж детали с обозначением контролируемых отклонений формы и расположения поверхностей
Примеры схем измерения отклонений формы и расположения поверхностей для деталей –
Примеры схем измерения отклонений формы и расположения поверхностей для деталей –
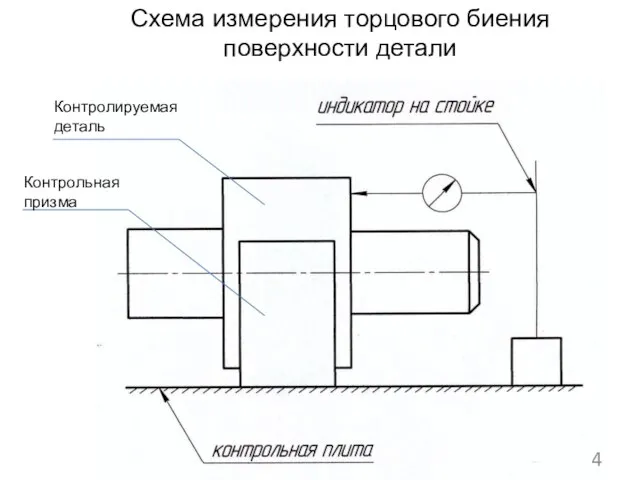
Схема измерения торцового биения поверхности детали
Контролируемая деталь
Контрольная призма
Схема измерения торцового биения поверхности детали
Контролируемая деталь
Контрольная призма
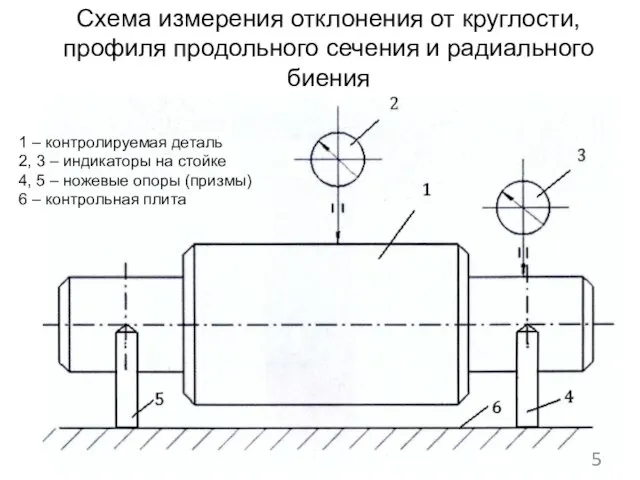
Схема измерения отклонения от круглости, профиля продольного сечения и радиального биения
1
Схема измерения отклонения от круглости, профиля продольного сечения и радиального биения
1
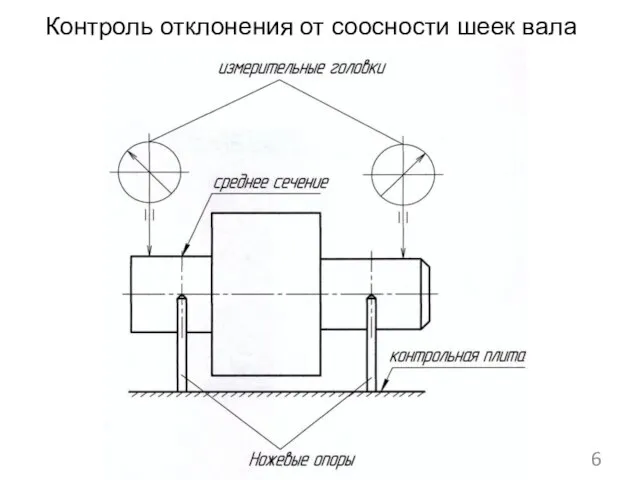
Контроль отклонения от соосности шеек вала
Контроль отклонения от соосности шеек вала
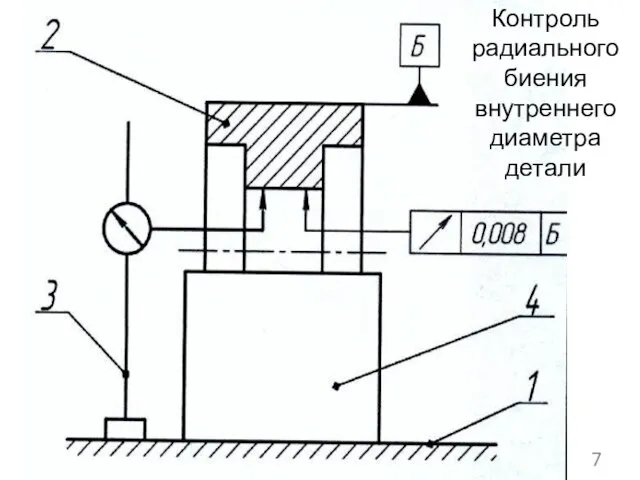
Контроль радиального биения внутреннего диаметра детали
Контроль радиального биения внутреннего диаметра детали
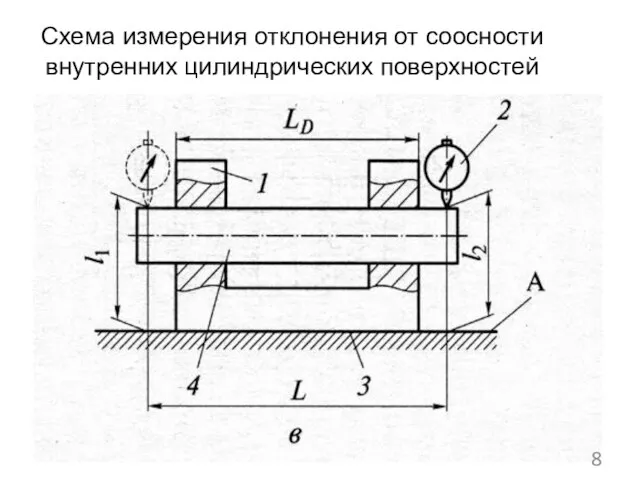
Схема измерения отклонения от соосности внутренних цилиндрических поверхностей
Схема измерения отклонения от соосности внутренних цилиндрических поверхностей
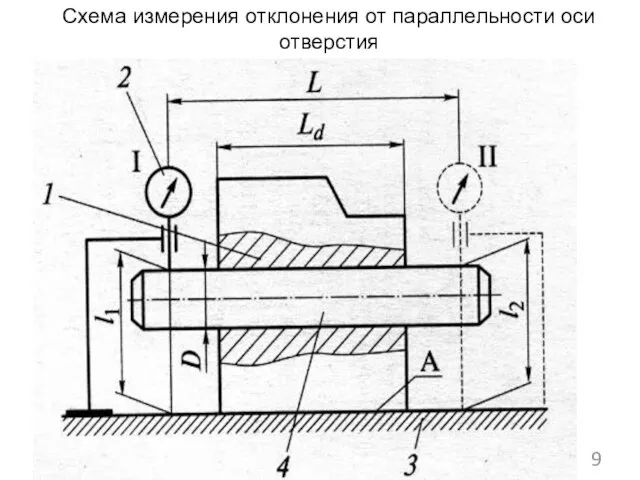
Схема измерения отклонения от параллельности оси отверстия
Схема измерения отклонения от параллельности оси отверстия
Примеры специальных и переналаживаемых контрольных приспособлений для деталей – тел вращения
Примеры специальных и переналаживаемых контрольных приспособлений для деталей – тел вращения

К.В. Шубников и др.Унифицированные переналаживаемые средства измерения. Машиностроение.1978 г. с. 131
Контроль
К.В. Шубников и др.Унифицированные переналаживаемые средства измерения. Машиностроение.1978 г. с. 131
Контроль
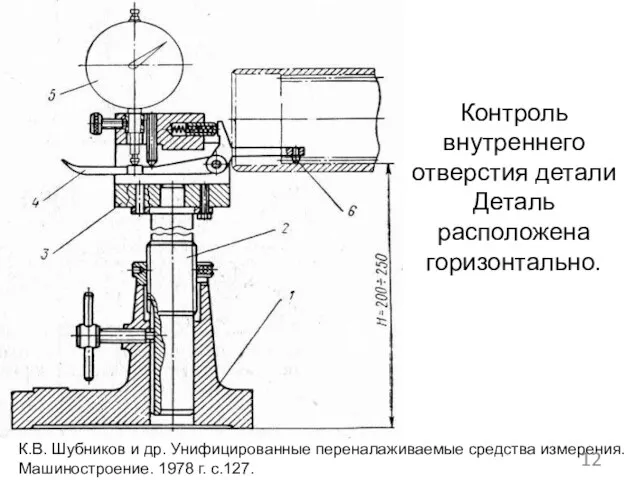
К.В. Шубников и др. Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г.
К.В. Шубников и др. Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г.
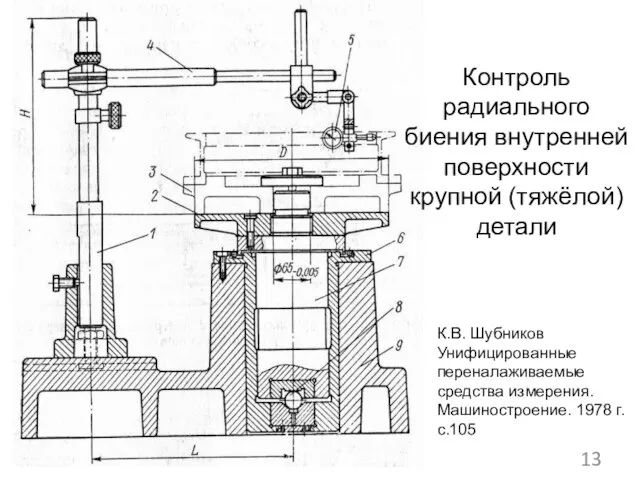
К.В. Шубников Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г. с.105
Контроль радиального
К.В. Шубников Унифицированные переналаживаемые средства измерения. Машиностроение. 1978 г. с.105
Контроль радиального
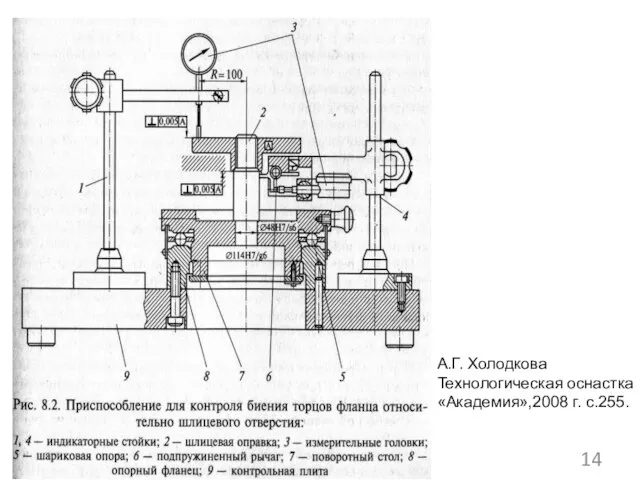
А.Г. Холодкова Технологическая оснастка «Академия»,2008 г. с.255.
А.Г. Холодкова Технологическая оснастка «Академия»,2008 г. с.255.
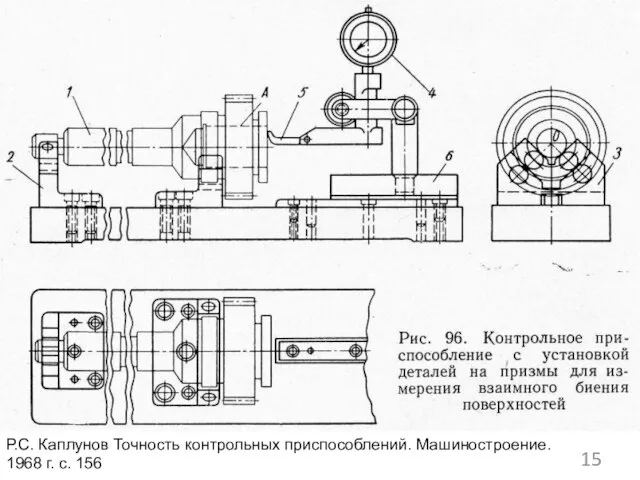
Р.С. Каплунов Точность контрольных приспособлений. Машиностроение. 1968 г. с. 156
Р.С. Каплунов Точность контрольных приспособлений. Машиностроение. 1968 г. с. 156
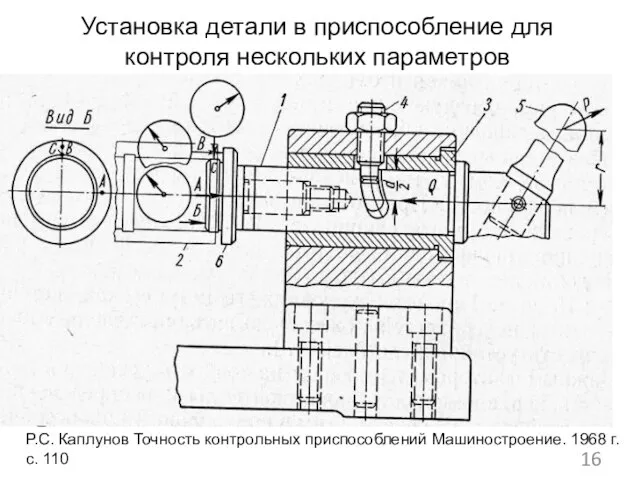
Р.С. Каплунов Точность контрольных приспособлений Машиностроение. 1968 г. с. 110
Установка детали
Р.С. Каплунов Точность контрольных приспособлений Машиностроение. 1968 г. с. 110
Установка детали
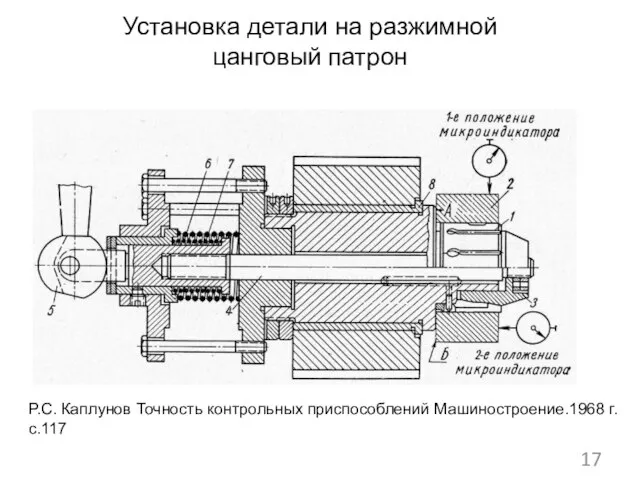
Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с.117
Установка детали на разжимной
Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с.117
Установка детали на разжимной
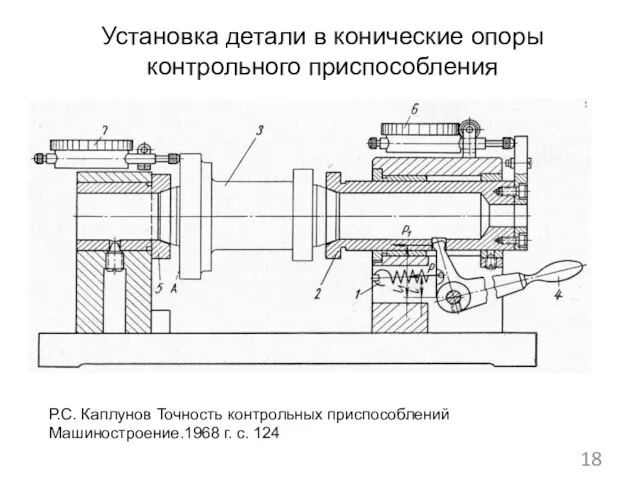
Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с. 124
Установка детали в
Р.С. Каплунов Точность контрольных приспособлений Машиностроение.1968 г. с. 124
Установка детали в
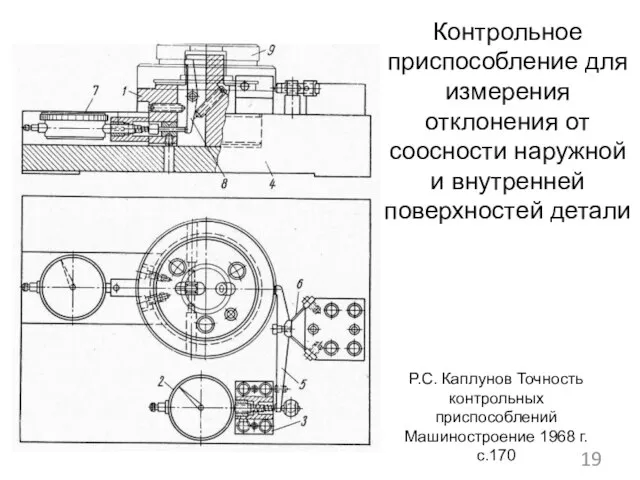
Контрольное приспособление для измерения отклонения от соосности наружной и внутренней поверхностей
Контрольное приспособление для измерения отклонения от соосности наружной и внутренней поверхностей
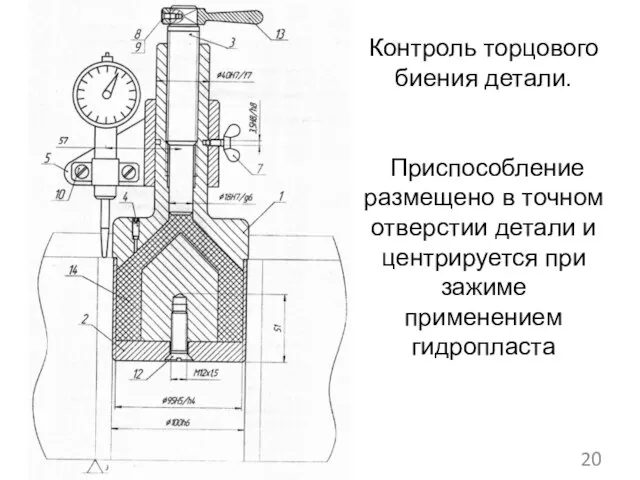
Контроль торцового биения детали.
Приспособление размещено в точном отверстии детали и центрируется
Приспособление размещено в точном отверстии детали и центрируется
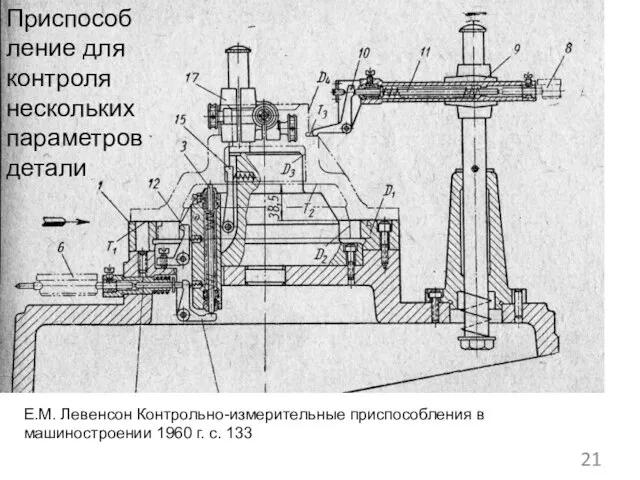
Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении 1960 г. с. 133
Приспособление для
Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении 1960 г. с. 133
Приспособление для
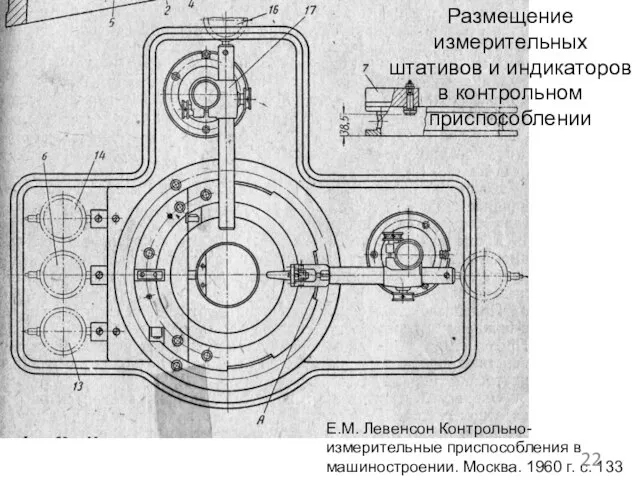
Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении. Москва. 1960 г. с. 133
Размещение
Е.М. Левенсон Контрольно-измерительные приспособления в машиностроении. Москва. 1960 г. с. 133
Размещение

Контрольное приспособление для измерения отклонения от плоскостности поверхностей детали
К.В. Шубников и
Контрольное приспособление для измерения отклонения от плоскостности поверхностей детали
К.В. Шубников и
Покупные изделия для контрольных приспособлений фирм Mitutoyo, Mahr, Tesa
Покупные изделия для контрольных приспособлений фирм Mitutoyo, Mahr, Tesa

Стойки
Стойки






Стойка с притёртой фронтальной частью
Стойка с притёртой фронтальной частью

Стойка с магнитным основанием
Стойка с магнитным основанием

Стойка с круглым магнитным основанием
Стойка с круглым магнитным основанием

Гибкая стойка
Гибкая стойка

Гибкая стойка с магнитным основанием
Гибкая стойка с магнитным основанием
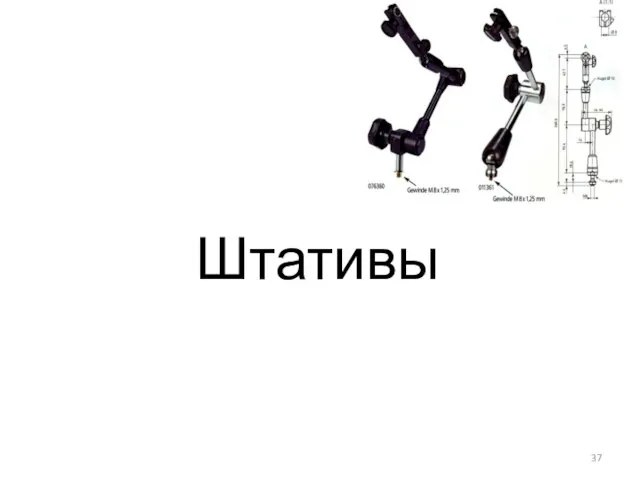
Штативы
Штативы
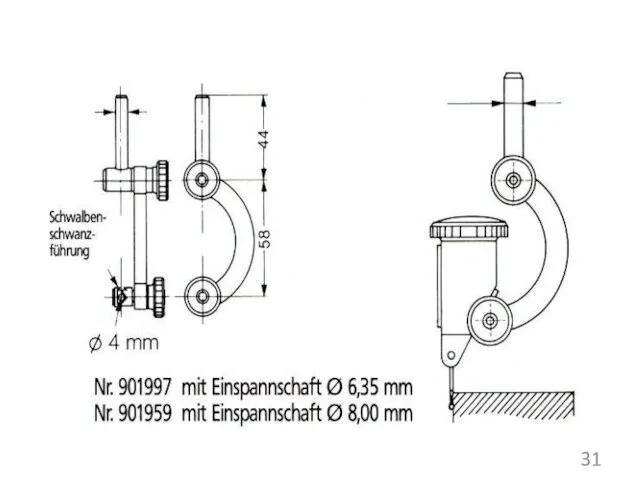
Штативы с присоединительной поверхностью - резьбой
Штативы с присоединительной поверхностью - резьбой
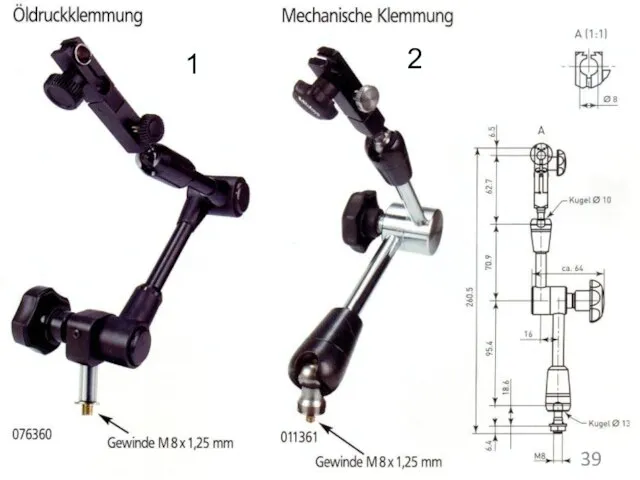
1
2
1
2
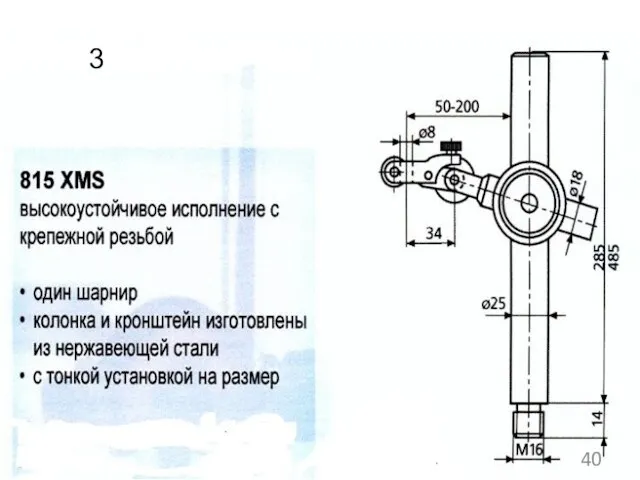
3
3
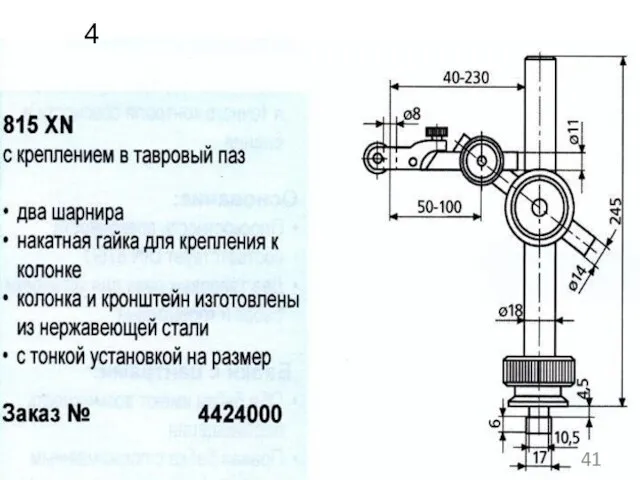
4
4

5
5
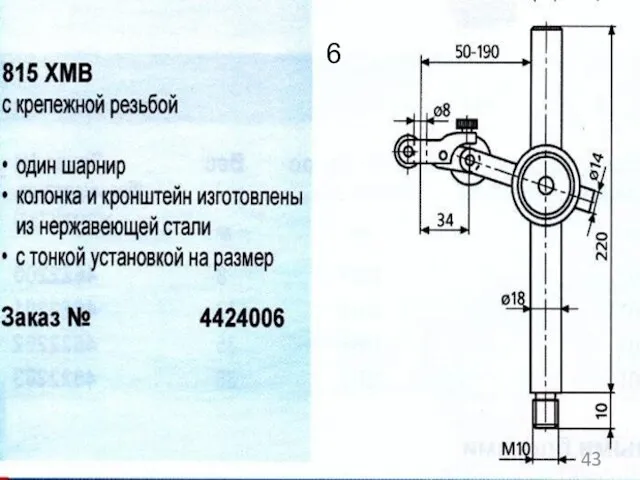
6
6
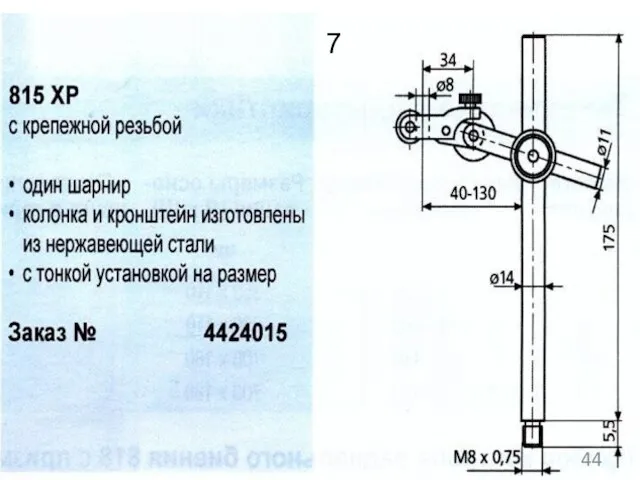
7
7
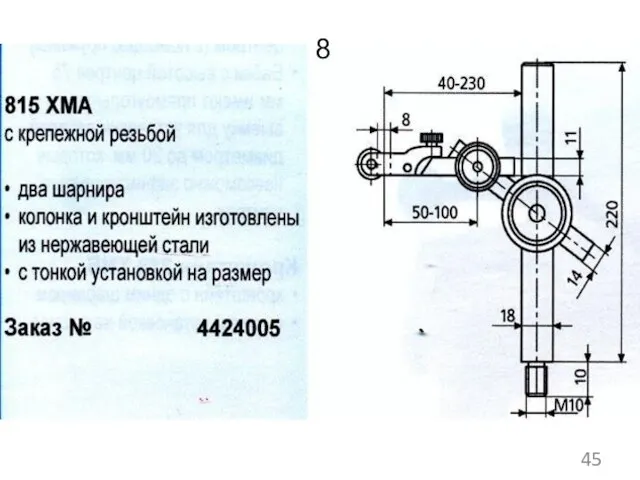
8
8

Индикаторы
Индикаторы

Индикаторы широкого спектра применения
Индикаторы широкого спектра применения

Индикатор с удлиненным измерительным стержнем
Индикатор с удлиненным измерительным стержнем
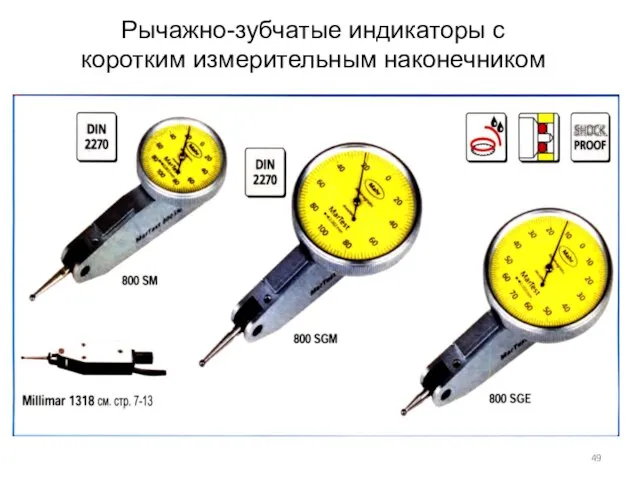
Рычажно-зубчатые индикаторы с коротким измерительным наконечником
Рычажно-зубчатые индикаторы с коротким измерительным наконечником
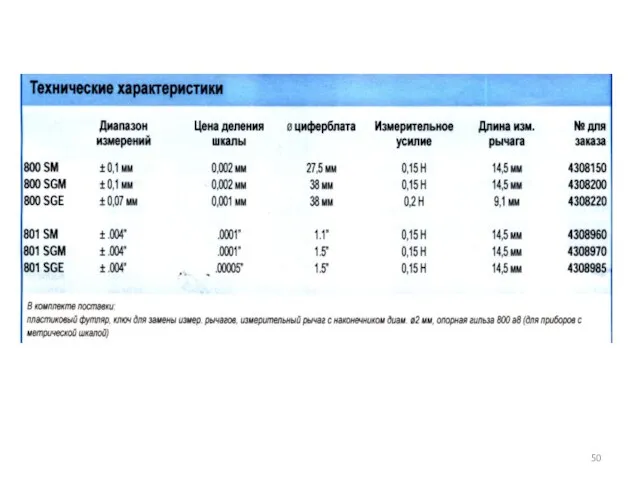
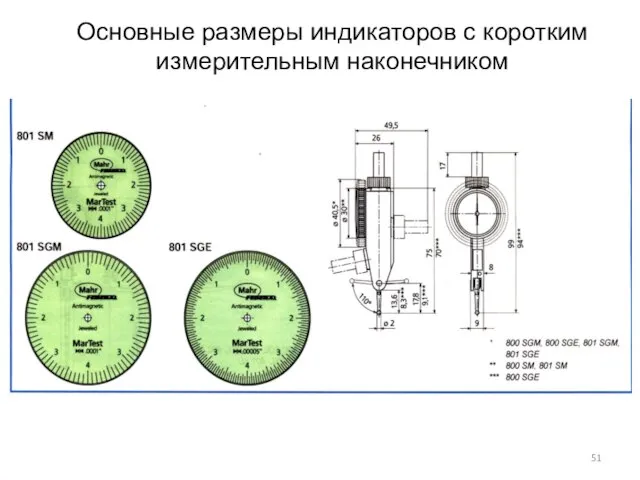
Основные размеры индикаторов с коротким измерительным наконечником
Основные размеры индикаторов с коротким измерительным наконечником
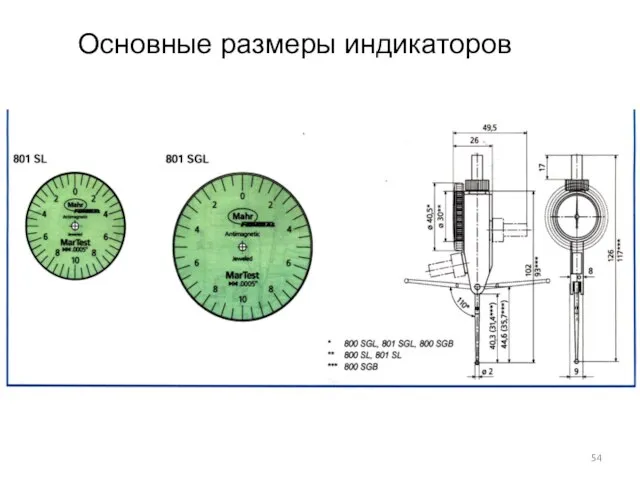
Основные размеры индикаторов
Основные размеры индикаторов
Наконечники к индикаторам
Наконечники к индикаторам
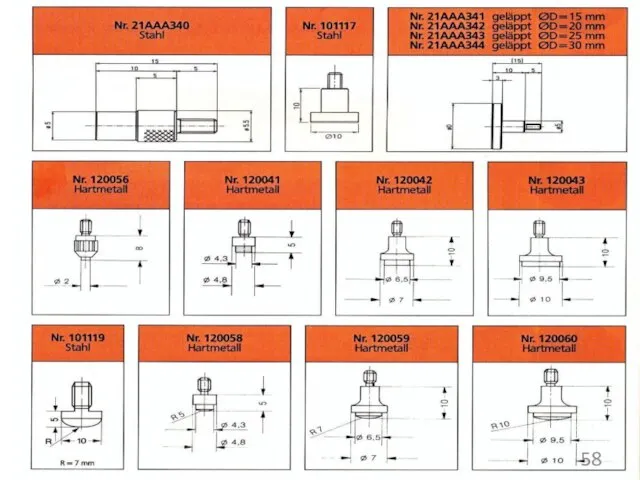
Насадки и удлинители измерительных стержней индикаторов
Насадки и удлинители измерительных стержней индикаторов
Магнитные основания
Магнитные основания

Штативы с магнитным основанием
Штативы с магнитным основанием

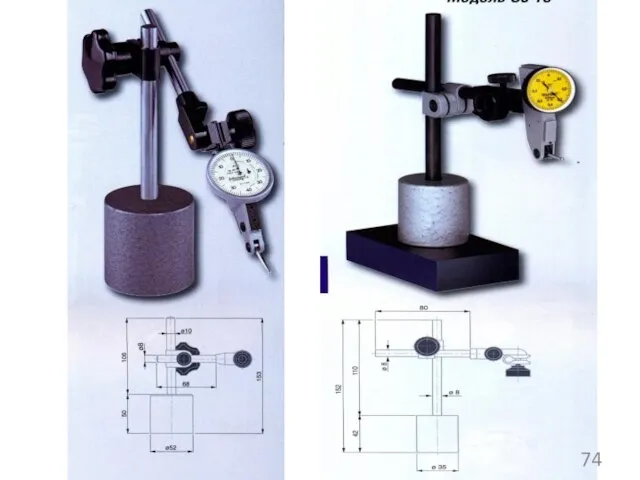
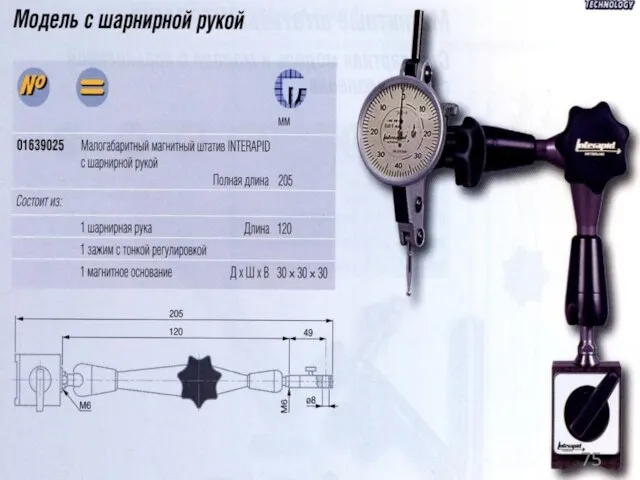
Малогабаритные штативы и стойки
Малогабаритные штативы и стойки

Штативы специального назначения
Штативы специального назначения


Штатив предназначен для измерений с изменением длины. Например, отклонение профиля продольного
Штатив предназначен для измерений с изменением длины. Например, отклонение профиля продольного
Конструкции соединений элементов штативов
Конструкции соединений элементов штативов




Примеры контрольных приспособлений с использованием покупных элементов
Примеры контрольных приспособлений с использованием покупных элементов
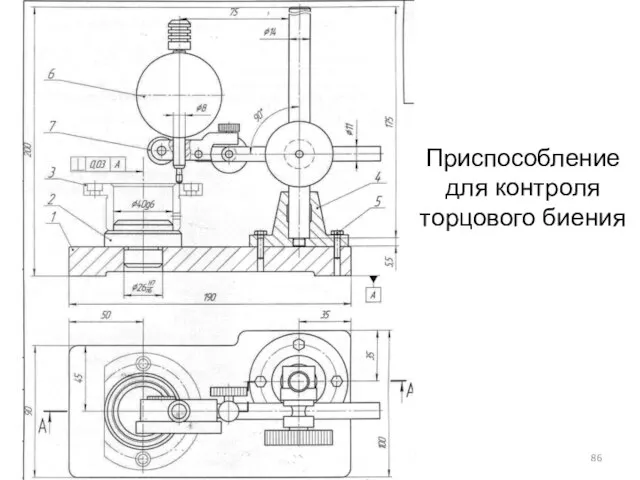
Приспособление для контроля торцового биения
Приспособление для контроля торцового биения
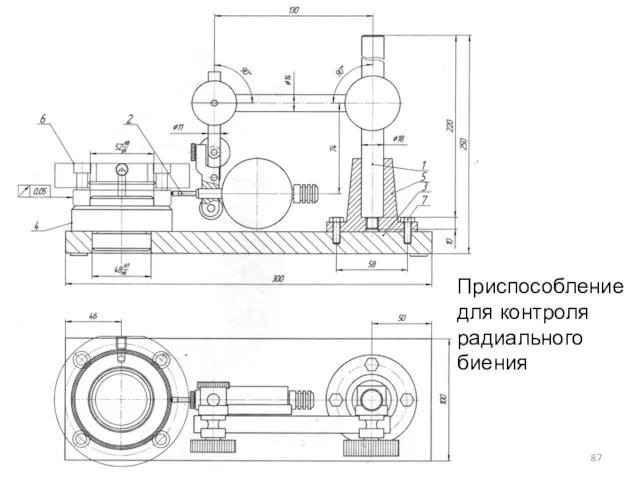
Приспособление для контроля радиального биения
Приспособление для контроля радиального биения
Конструкции узлов измерительных систем (штативов) в отечественной практике
Конструкции узлов измерительных систем (штативов) в отечественной практике
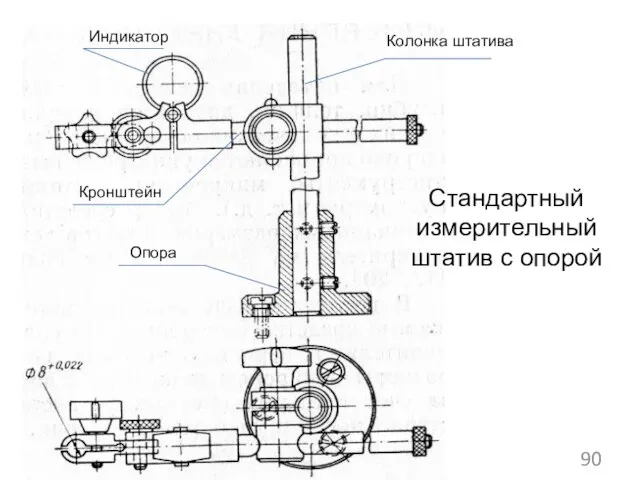
Стандартный измерительный штатив с опорой
Колонка штатива
Кронштейн
Индикатор
Опора
Стандартный измерительный штатив с опорой
Колонка штатива
Кронштейн
Индикатор
Опора
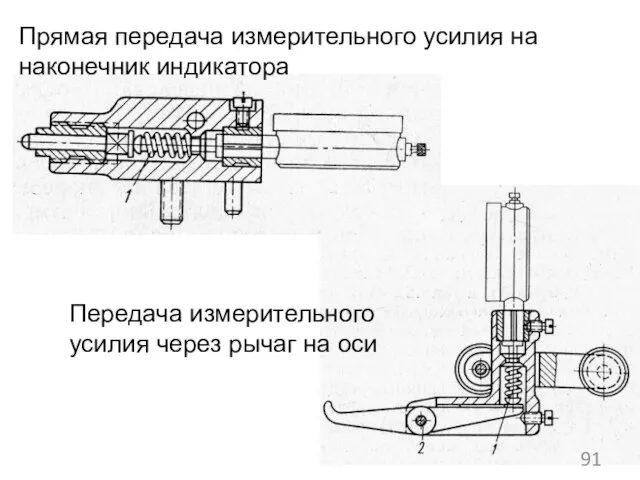
Прямая передача измерительного усилия на наконечник индикатора
Передача измерительного усилия через рычаг
Прямая передача измерительного усилия на наконечник индикатора
Передача измерительного усилия через рычаг
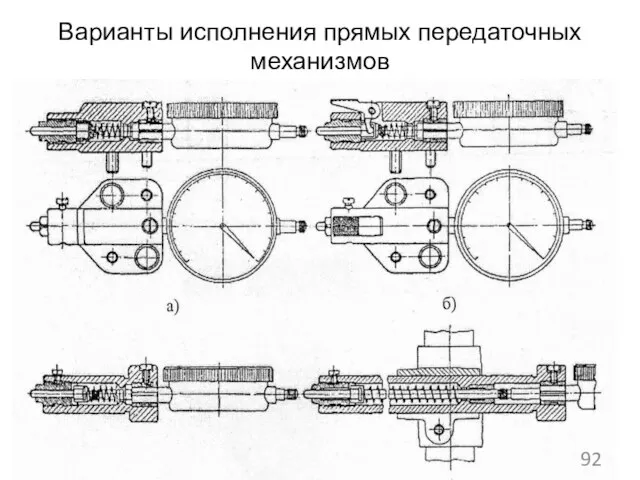
Варианты исполнения прямых передаточных механизмов
Варианты исполнения прямых передаточных механизмов
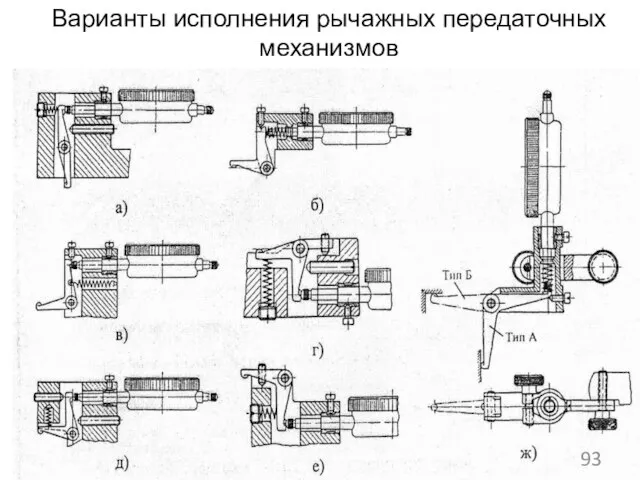
Варианты исполнения рычажных передаточных механизмов
Варианты исполнения рычажных передаточных механизмов
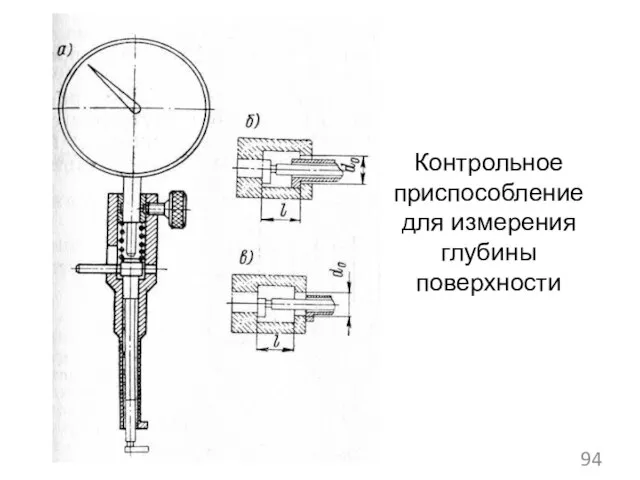
Контрольное приспособление для измерения глубины поверхности
Контрольное приспособление для измерения глубины поверхности

Вариант удлинения измерительного наконечника индикатора
Вариант удлинения измерительного наконечника индикатора
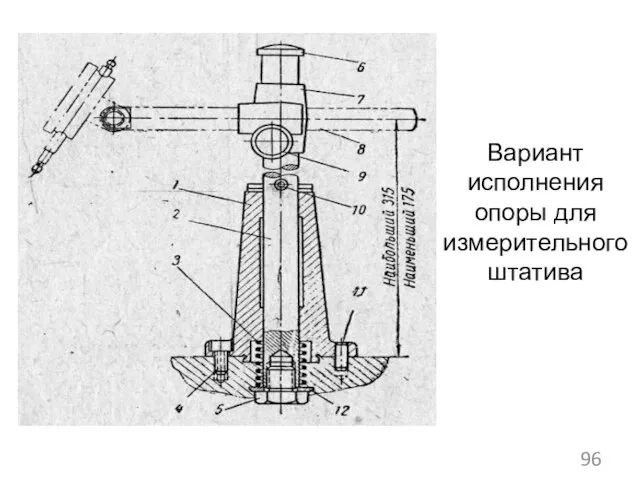
Вариант исполнения опоры для измерительного штатива
Вариант исполнения опоры для измерительного штатива

Механизированные контрольные приспособления
Механизированные контрольные приспособления
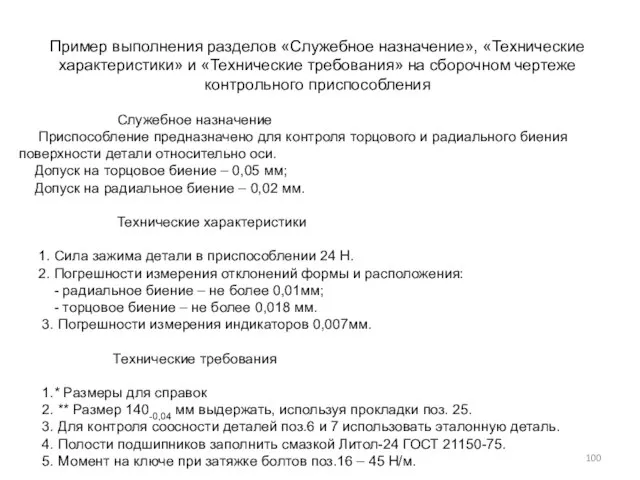
Пример выполнения разделов «Служебное назначение», «Технические характеристики» и «Технические требования» на
Пример выполнения разделов «Служебное назначение», «Технические характеристики» и «Технические требования» на
 Паспорт объекта системы социальной защиты населения ГКОУ Название
Паспорт объекта системы социальной защиты населения ГКОУ Название Инструкция по Qlik (Bi) для подтверждения смен при закрытии
Инструкция по Qlik (Bi) для подтверждения смен при закрытии Health Camera Eye. Нет искусства полезнее медицины
Health Camera Eye. Нет искусства полезнее медицины Татар халык әкиятләре
Татар халык әкиятләре отим Галецкий
отим Галецкий World Health Organization (WHO)
World Health Organization (WHO) Приводы лифтов
Приводы лифтов 20120122_smuta_7_klass
20120122_smuta_7_klass Стали. Виды и свойства стали
Стали. Виды и свойства стали Защищенная автоматизированная система
Защищенная автоматизированная система Вопросы на контр Агент коммерческий
Вопросы на контр Агент коммерческий Винтовые забойные двигатели
Винтовые забойные двигатели Роль техники в жизни человека
Роль техники в жизни человека Машины электрические вращающиеся с совмещенными обмотками
Машины электрические вращающиеся с совмещенными обмотками Профессии
Профессии Почему подснежник занесли в Красную книгу растений?
Почему подснежник занесли в Красную книгу растений? Христианская этика. Добро и зло
Христианская этика. Добро и зло ф.г.лорка
ф.г.лорка Оголошення. Набір в поліцію
Оголошення. Набір в поліцію Организация и управление перевозок сборных грузов в пригородном сообщении на примере ООО ПЭК
Организация и управление перевозок сборных грузов в пригородном сообщении на примере ООО ПЭК Василий Аксенов
Василий Аксенов Электроизмерительные приборы. (Лекция 9)
Электроизмерительные приборы. (Лекция 9) Результативность детей:олимпиады
Результативность детей:олимпиады 20140127_zolotaya_orda
20140127_zolotaya_orda Первичная профсоюзная организация ИА филиала ОАО МРСК Волги - Самарские Распределительные сети
Первичная профсоюзная организация ИА филиала ОАО МРСК Волги - Самарские Распределительные сети Схема контроля в сыроделии
Схема контроля в сыроделии Награды ООО Холод. Молочная продукция
Награды ООО Холод. Молочная продукция Доменный процесс
Доменный процесс