- Шлифовальные станки

Содержание
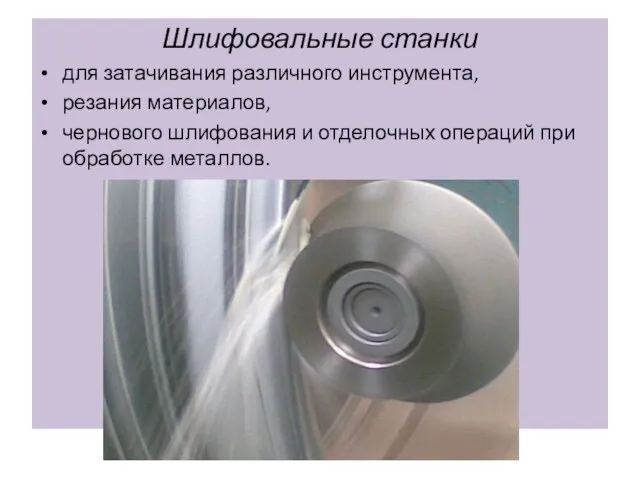
- 3. Шлифовальные станки для затачивания различного инструмента, резания материалов, чернового шлифования и отделочных операций при обработке металлов.
- 4. Шлифовальные материалы — это шлифовальные, полировальные и доводочные пасты, порошки, шлифовальные шкурки на бумажной и тканевой
- 5. Чем тверже заготовка и больше площадь обрабатываемой поверхности, тем мягче должен быть шлифовальный инструмент. для вязкого
- 6. Крепление шлифовальных кругов
- 7. Схемы крепления шлифовальных кругов: а - фланцами; 1,2 - фланцы, 3 - гайки, 4 - прокладки,
- 8. Схема статической балансировки шлифовальных кругов
- 9. Правка шлифовальных кругов а – алмазным инструментом, б – роликом, в – шлифованием
- 10. Виды и способы шлифования Круглое наружное шлифование- шлифуемая заготовка и абразивный инструмент должны иметь заданные относительные
- 11. Круглое шлифование: 1 – шлифовальный круг; 2 – заготовка; 3 – поводковый патрон; 4 – хомутик;
- 12. Круглое наружное шлифование с продольной подачей
- 13. При круглом наружном шлифовании с продольной подачей необходимо следующие движения: вращение шлифовального круга – главное движение
- 14. Способ осциллирующего круглого наружного шлифования с продольной подачей стола
- 15. Круглое наружное шлифование врезанием высота круга должна быть равна длине шлифуемой заготовки или несколько больше ее,
- 16. Бесцентровое наружное шлифование G: Шлифовальный диск R: Подающий круг B: Опорный нож W: Заготовка
- 17. Движения: вращение шлифовального круга, вращение подающего круга, круговая и продольная подачи. Вращением подающего круга шлифуемой заготовке
- 18. Шлифовальный станок должен быть так настроен, чтобы шлифовался многоугольник - т.е. фигура с таким большим количеством
- 19. Различают два типа бесцентровой шлифовки: Врезное круглое шлифование У заготовки могут быть различные внешние диаметры по
- 20. Круглое внутреннее шлифование шлифование с продольной подачей шлифовального круга или заготовки и шлифование врезанием.
- 21. Схемы внутреннего шлифования в патроне (а) и планетарного (б)
- 22. Плоское шлифование
- 23. Плоское шлифование периферией (а) и торцом (б) круга
- 24. Схемы компоновок плоскошлифовальных станков: а, б – с горизонтальным шпинделем, прямоугольным столом, работающие периферией круга; в,
- 25. Для осуществления плоского шлифования необходимы следующие движения: а) главное движение резание – вращение шлифовального круга; б)
- 26. Шлифование происходит на больших скоростях резания 20-40 м/с, а при скоростном шлифовании V=50-70 м/с, при этом
- 27. Скоростное шлифование Шлифование со скоростью круга V=60 м/с и выше называют скоростным. увеличивается: период стойкости шлифовального
- 28. Силовое шлифование к шлифуемой поверхности круг прижимается с большой силой, чтобы снимать стружку большой глубины. возможность
- 29. Глубинное шлифование Глубинное круглое шлифование выполняют кругом, установленным на глубину припуска с односторонней продольной подачей ,
- 30. Автоматизация. Цикл шлифования Загрузка обеспечивает захватывание заготовки загрузочным приспособлением из емкости, транспортирование ее в зону обработки,
- 32. Классификация шлифовальных станков. первая цифра в обозначении модели -3 Вторая цифра указывает тип станка: 1 –
- 33. Пример расшифровывания модели 3М151 3-шлифовальный М-модификация 1-круглошлифовальный 51- типоразмер станка (Диаметр: 200 мм длина: 700 мм,
- 34. Центровые круглошлифовальные станки На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°(конусы с малым
- 35. Круглошлифовальный станок: 1 – станина; 2 – стол; 3 – передняя бабка; 4 – шлифовальная бабка;
- 38. Круглошлифовальный станок 3М151
- 39. Торцешлифовальный станок
- 40. Плоскошлифовальные станки По принципу работы : для шлифования периферией и торцом круга; по форме стола и
- 41. Схемы компоновок плоскошлифовальных станков: а, б – с горизонтальным шпинделем, прямоугольным столом, работающие периферией круга; в,
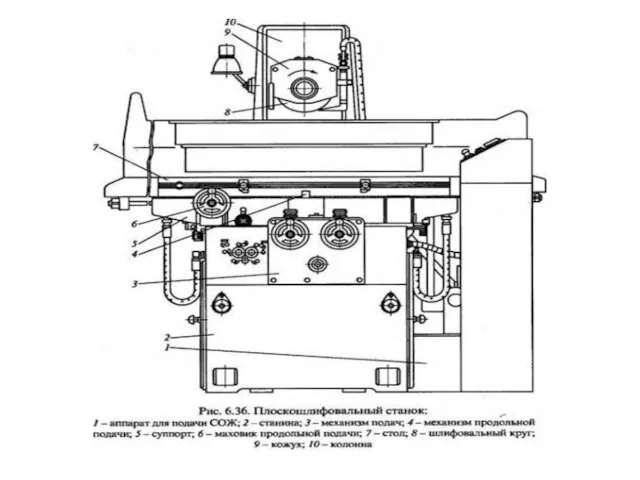
- 42. Общий вид плоскошлифовального станка
- 43. Кинематическая схема плоскошлифовального станка 3Е711В
- 44. Гидропривод станка
- 48. Карусельно-шлифовальный станок
- 49. Внутришлифовальный станок
- 50. Бесцентровошлифовальный станок
- 51. Доводочные станки хонинговальные, Притирочные станки для суперфиниширования. Эти станки служат для исправления отклонений обрабатываемых поверхностей от
- 52. При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение со скоростью
- 53. Хонинговальные станки
- 54. Притирочные станки
- 55. При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение со скоростью
- 56. Станки для суперфиниширования
- 57. Вертикально-доводочный двухдисковый станок 3Б814
- 58. Шлифовальные станки с ЧПУ Программируемые оси перемещений на шлифовальных станках с ЧПУ: а – плоскошлифовальном, б
- 59. Обработка на плоскошлифовальных станках с ЧПУ: а - в – маятниковое шлифование плоских поверхностей, г –
- 60. Схемы обработки на кругошлифовальном станке с ЧПУ
- 61. Схема обработки на торцекруглошлифовальном станке с ЧПУ
- 62. Схемы обработки на внутришлифовальном станке с ЧПУ
- 63. Способы подачи СОЖ при шлифовании 1– шлифовальный круг, 2 – кожух, 3 – резервуар, 4 –
- 64. Конструкции устройств для подачи СОЖ при шлифовании: а – регулирование струи охлаждающей жидкости: 1 – подводящая
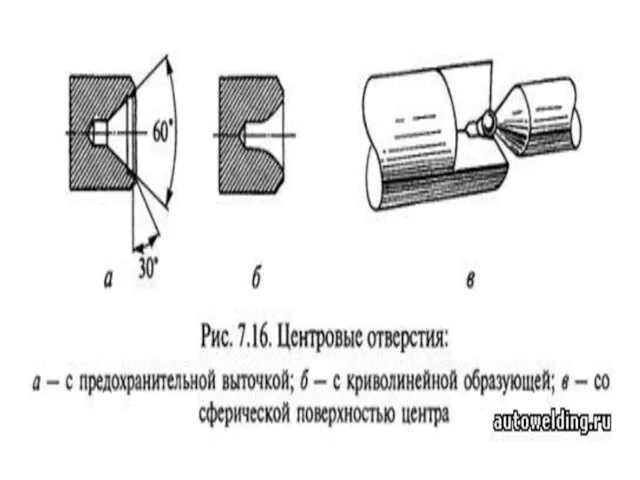
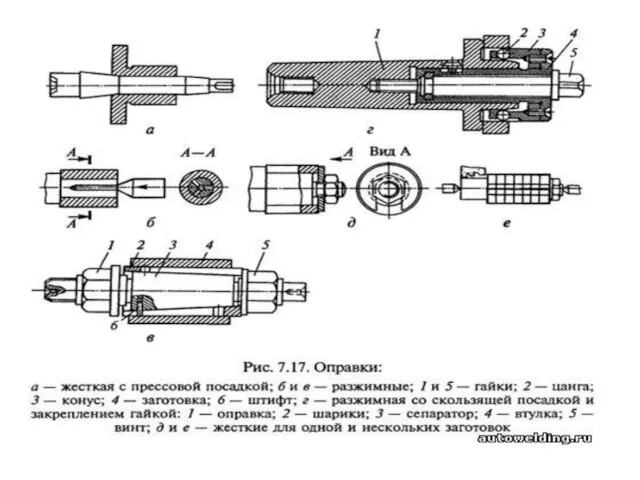
- 65. Установка и крепление заготовок на шлифовальных станках
- 69. Правка шлифовальных кругов алмазом
- 70. Методы правки шлифовальных кругов: а – обтачиванием; б – обкатыванием; в – шлифованием; г – тангенциальным
- 71. Инструменты для правки шлифовальных кругов методом обтачивания а – б – алмаз в оправке, крепление соответственно
- 72. Инструменты для правки шлифовальных кругов методом обкатывания: а) твердосплавные ролики; б) стальные диски; в) тупозубая и
- 73. Алмазный ролик для правки шлифовальных кругов методом шлифования: 1 – корпус; 2 – алмазоносный слой.
- 74. Ролики для правки шлифовальных кругов методом накатывания: а – стальной; б – алмазный.
- 76. Скачать презентацию
Шлифовальные станки
для затачивания различного инструмента,
резания материалов,
чернового шлифования и
Шлифовальные станки
для затачивания различного инструмента,
резания материалов,
чернового шлифования и

Шлифовальные материалы — это шлифовальные, полировальные и доводочные пасты, порошки, шлифовальные
Шлифовальные материалы — это шлифовальные, полировальные и доводочные пасты, порошки, шлифовальные

Чем тверже заготовка и больше площадь обрабатываемой поверхности, тем мягче должен
Чем тверже заготовка и больше площадь обрабатываемой поверхности, тем мягче должен
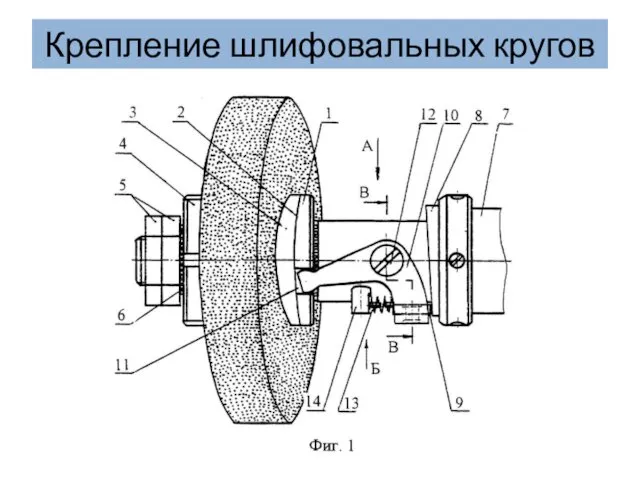
Крепление шлифовальных кругов
Крепление шлифовальных кругов
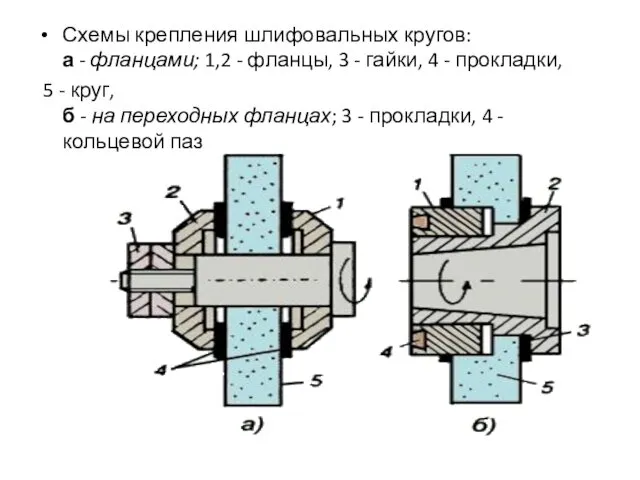
Схемы крепления шлифовальных кругов:
а - фланцами; 1,2 - фланцы, 3 - гайки, 4 -
Схемы крепления шлифовальных кругов: а - фланцами; 1,2 - фланцы, 3 - гайки, 4 -
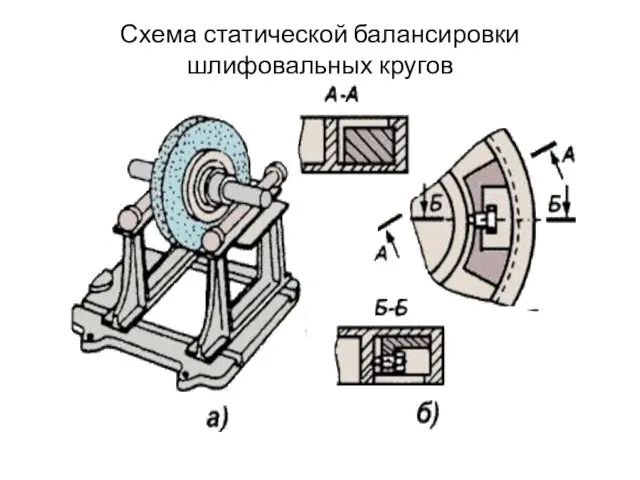
Схема статической балансировки шлифовальных кругов
Схема статической балансировки шлифовальных кругов
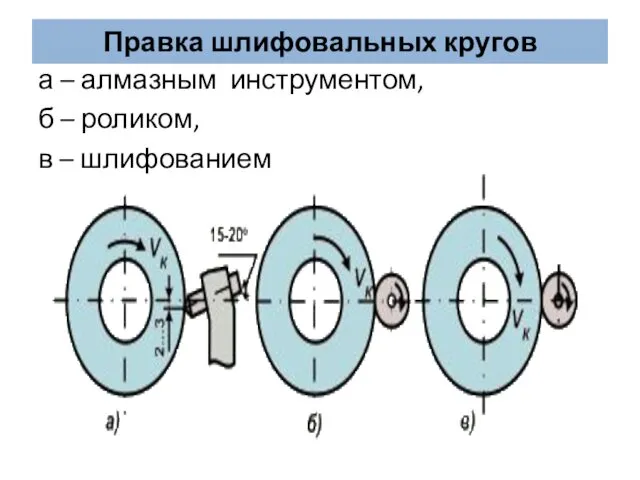
Правка шлифовальных кругов
а – алмазным инструментом,
б – роликом,
в – шлифованием
Правка шлифовальных кругов
а – алмазным инструментом,
б – роликом,
в – шлифованием
Виды и способы шлифования
Круглое наружное шлифование-
шлифуемая заготовка и абразивный инструмент
Виды и способы шлифования
Круглое наружное шлифование-
шлифуемая заготовка и абразивный инструмент

Круглое шлифование:
1 – шлифовальный круг; 2 – заготовка;
3 – поводковый
Круглое шлифование: 1 – шлифовальный круг; 2 – заготовка; 3 – поводковый
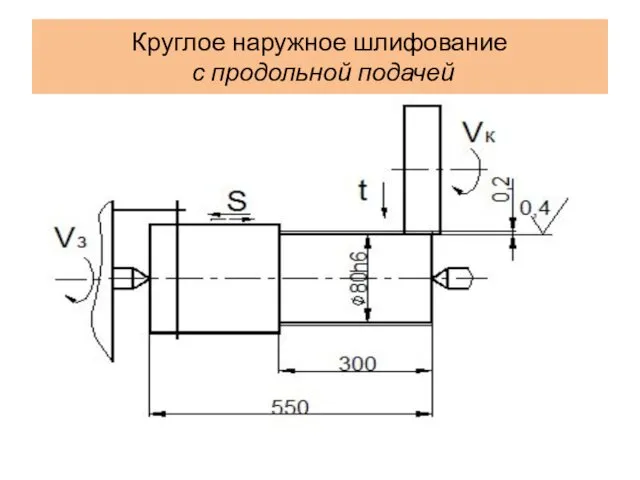
Круглое наружное шлифование
с продольной подачей
Круглое наружное шлифование
с продольной подачей
При круглом наружном шлифовании с продольной подачей необходимо следующие движения:
вращение
При круглом наружном шлифовании с продольной подачей необходимо следующие движения:
вращение
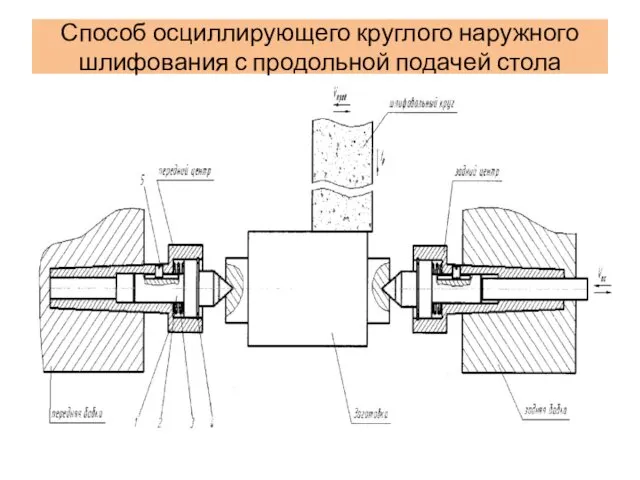
Способ осциллирующего круглого наружного шлифования с продольной подачей стола
Способ осциллирующего круглого наружного шлифования с продольной подачей стола

Круглое наружное шлифование врезанием
высота круга должна быть равна длине шлифуемой
Круглое наружное шлифование врезанием
высота круга должна быть равна длине шлифуемой

Бесцентровое наружное шлифование
G: Шлифовальный диск R: Подающий круг B: Опорный нож
Бесцентровое наружное шлифование G: Шлифовальный диск R: Подающий круг B: Опорный нож
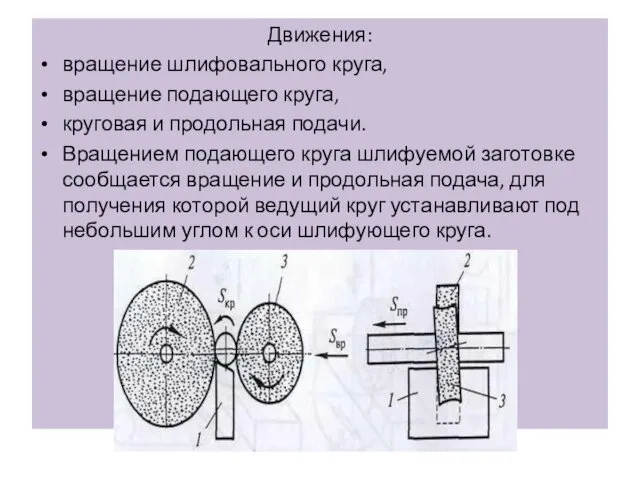
Движения:
вращение шлифовального круга,
вращение подающего круга,
круговая и продольная подачи.
Движения:
вращение шлифовального круга,
вращение подающего круга,
круговая и продольная подачи.
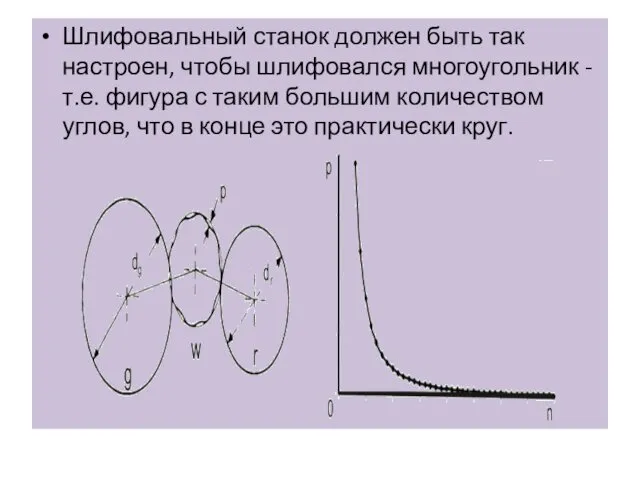
Шлифовальный станок должен быть так настроен, чтобы шлифовался многоугольник - т.е.
Шлифовальный станок должен быть так настроен, чтобы шлифовался многоугольник - т.е.
Различают два типа бесцентровой шлифовки:
Врезное круглое шлифование
У заготовки могут быть
Различают два типа бесцентровой шлифовки:
Врезное круглое шлифование
У заготовки могут быть

Круглое внутреннее шлифование
шлифование с продольной подачей шлифовального круга или заготовки и
Круглое внутреннее шлифование
шлифование с продольной подачей шлифовального круга или заготовки и

Схемы внутреннего шлифования в патроне (а) и планетарного (б)
Схемы внутреннего шлифования в патроне (а) и планетарного (б)

Плоское шлифование
Плоское шлифование
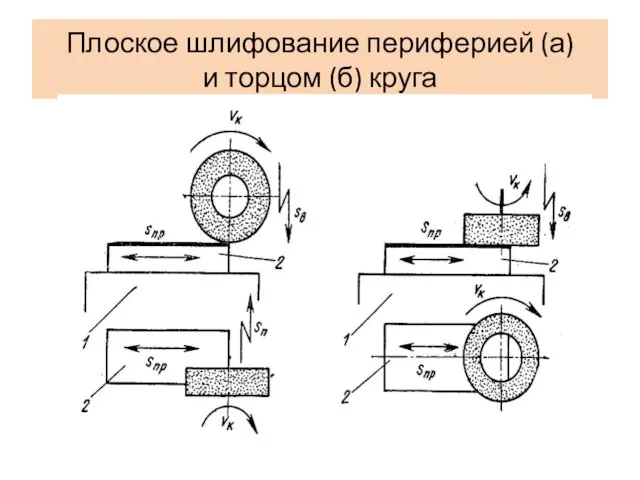
Плоское шлифование периферией (а)
и торцом (б) круга
Плоское шлифование периферией (а)
и торцом (б) круга

Схемы компоновок плоскошлифовальных станков:
а, б – с горизонтальным
шпинделем,
Схемы компоновок плоскошлифовальных станков:
а, б – с горизонтальным
шпинделем,
Для осуществления плоского шлифования необходимы следующие движения:
а) главное движение резание
Для осуществления плоского шлифования необходимы следующие движения:
а) главное движение резание
Шлифование происходит на больших скоростях резания 20-40 м/с, а при скоростном
Шлифование происходит на больших скоростях резания 20-40 м/с, а при скоростном
Скоростное шлифование
Шлифование со скоростью круга V=60 м/с и выше называют скоростным.
увеличивается: период
Скоростное шлифование
Шлифование со скоростью круга V=60 м/с и выше называют скоростным.
увеличивается: период
Силовое шлифование
к шлифуемой поверхности круг прижимается с большой силой, чтобы снимать
Силовое шлифование
к шлифуемой поверхности круг прижимается с большой силой, чтобы снимать

Глубинное шлифование
Глубинное круглое шлифование выполняют кругом, установленным на глубину припуска с односторонней продольной
Глубинное шлифование
Глубинное круглое шлифование выполняют кругом, установленным на глубину припуска с односторонней продольной
Автоматизация.
Цикл шлифования
Загрузка обеспечивает захватывание заготовки загрузочным приспособлением из
Автоматизация.
Цикл шлифования
Загрузка обеспечивает захватывание заготовки загрузочным приспособлением из

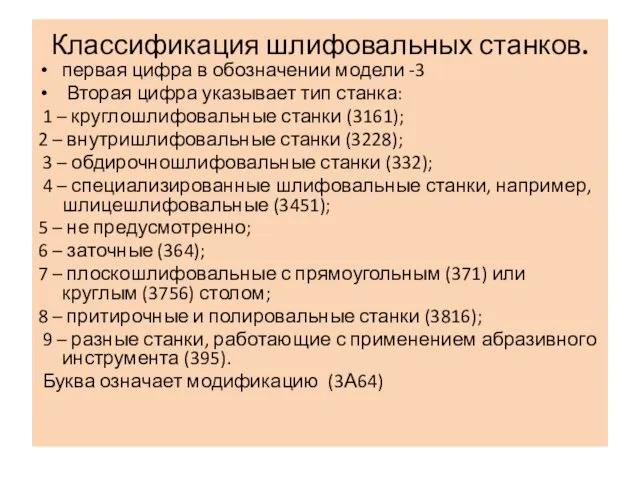
Классификация шлифовальных станков.
первая цифра в обозначении модели -3
Вторая цифра указывает
Классификация шлифовальных станков.
первая цифра в обозначении модели -3
Вторая цифра указывает
Пример расшифровывания модели
3М151
3-шлифовальный
М-модификация
1-круглошлифовальный
51- типоразмер станка (Диаметр: 200 мм
длина: 700 мм, Высота
Пример расшифровывания модели
3М151
3-шлифовальный
М-модификация
1-круглошлифовальный
51- типоразмер станка (Диаметр: 200 мм
длина: 700 мм, Высота
Центровые круглошлифовальные станки
На простых круглошлифовальных станках возможен поворот верхнего стола на угол
Центровые круглошлифовальные станки
На простых круглошлифовальных станках возможен поворот верхнего стола на угол

Круглошлифовальный станок:
1 – станина;
2 – стол;
3 – передняя
Круглошлифовальный станок:
1 – станина;
2 – стол;
3 – передняя



Круглошлифовальный станок 3М151
Круглошлифовальный станок 3М151
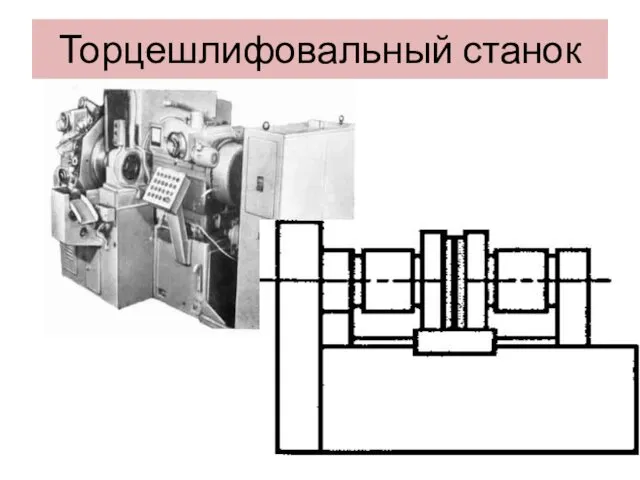
Торцешлифовальный станок
Торцешлифовальный станок
Плоскошлифовальные станки
По принципу работы :
для шлифования периферией и торцом круга;
по
Плоскошлифовальные станки
По принципу работы :
для шлифования периферией и торцом круга;
по

Схемы компоновок плоскошлифовальных станков:
а, б – с горизонтальным
шпинделем,
Схемы компоновок плоскошлифовальных станков:
а, б – с горизонтальным
шпинделем,

Общий вид плоскошлифовального станка
Общий вид плоскошлифовального станка
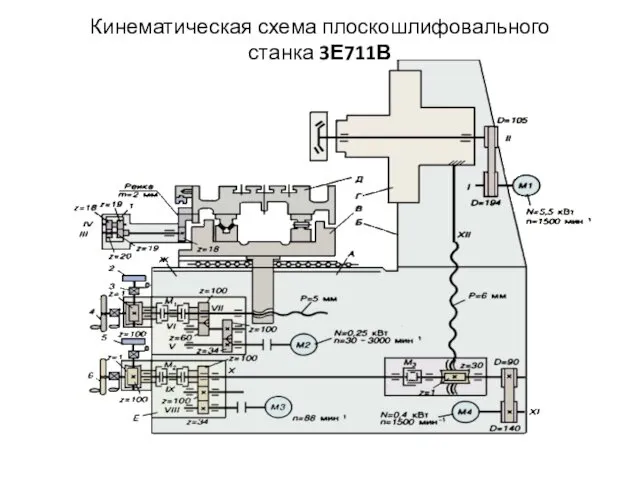
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3Е711В
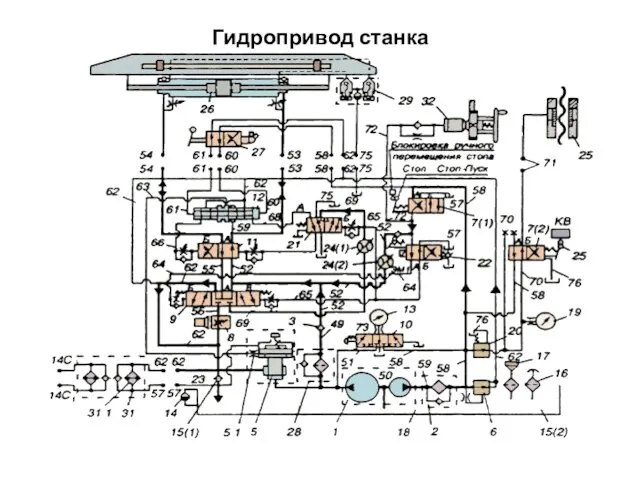
Гидропривод станка
Гидропривод станка



Карусельно-шлифовальный станок
Карусельно-шлифовальный станок

Внутришлифовальный станок
Внутришлифовальный станок

Бесцентровошлифовальный станок
Бесцентровошлифовальный станок
Доводочные станки
хонинговальные,
Притирочные
станки для суперфиниширования.
Эти станки служат для исправления отклонений
Доводочные станки
хонинговальные,
Притирочные
станки для суперфиниширования.
Эти станки служат для исправления отклонений
При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение
При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение
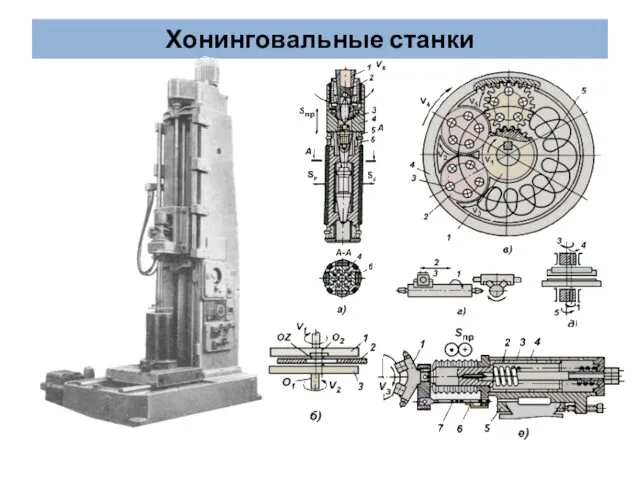
Хонинговальные станки
Хонинговальные станки

Притирочные станки
Притирочные станки
При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение
При суперфинише абразивные бруски получают возвратно-поступательное движение со скоростью , а заготовка – вращение
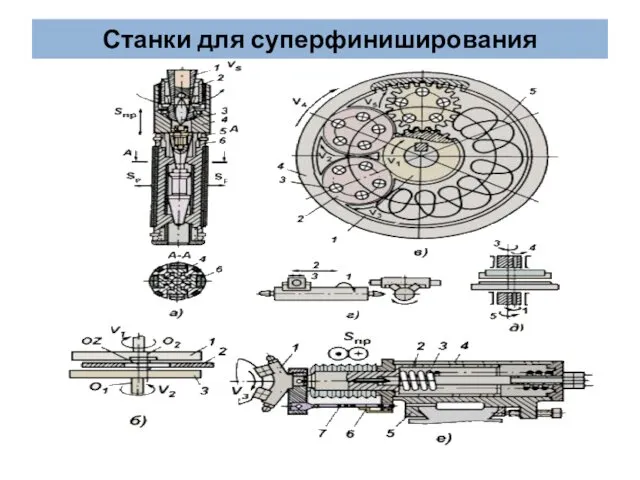
Станки для суперфиниширования
Станки для суперфиниширования

Вертикально-доводочный двухдисковый станок 3Б814
Вертикально-доводочный двухдисковый станок 3Б814

Шлифовальные станки с ЧПУ
Программируемые оси перемещений на шлифовальных станках с ЧПУ:
а
Шлифовальные станки с ЧПУ
Программируемые оси перемещений на шлифовальных станках с ЧПУ: а
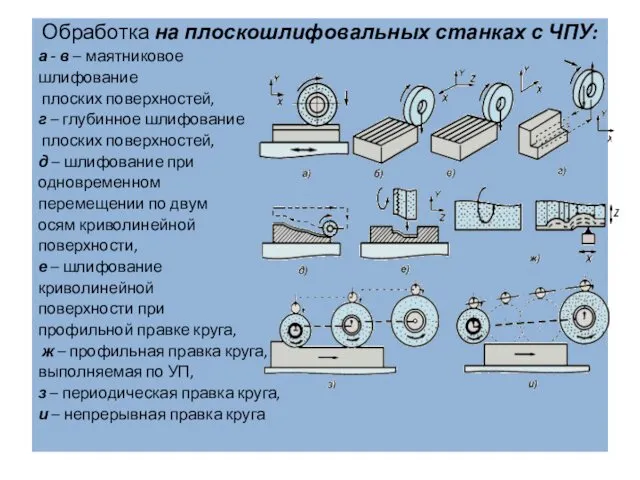
Обработка на плоскошлифовальных станках с ЧПУ:
а - в – маятниковое
шлифование
плоских
Обработка на плоскошлифовальных станках с ЧПУ:
а - в – маятниковое
шлифование
плоских
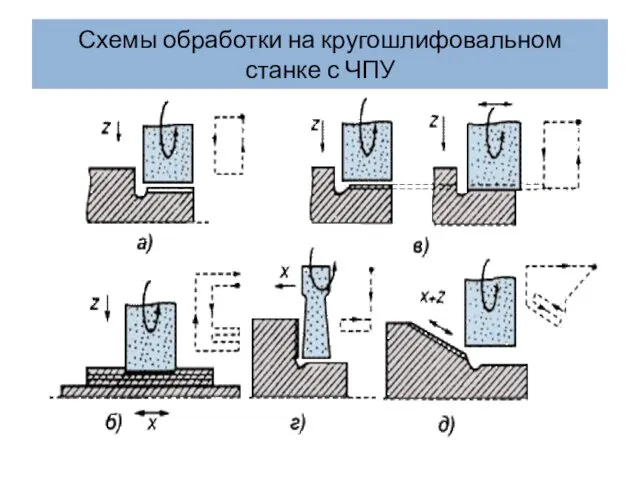
Схемы обработки на кругошлифовальном станке с ЧПУ
Схемы обработки на кругошлифовальном станке с ЧПУ
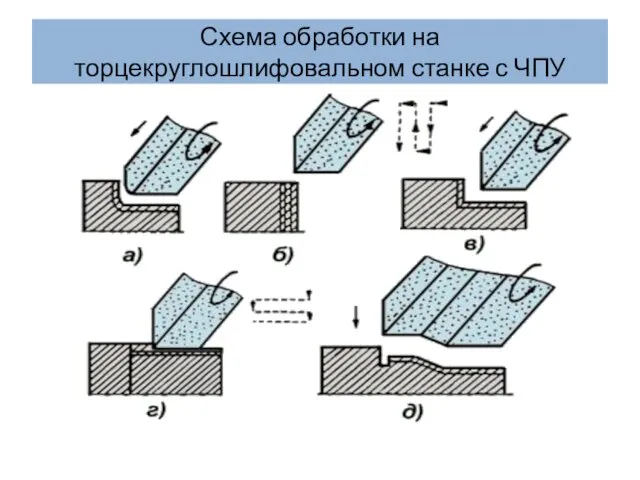
Схема обработки на торцекруглошлифовальном станке с ЧПУ
Схема обработки на торцекруглошлифовальном станке с ЧПУ
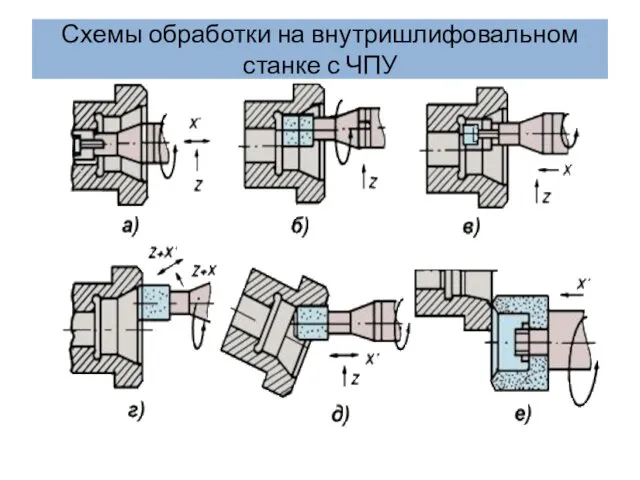
Схемы обработки на внутришлифовальном станке с ЧПУ
Схемы обработки на внутришлифовальном станке с ЧПУ
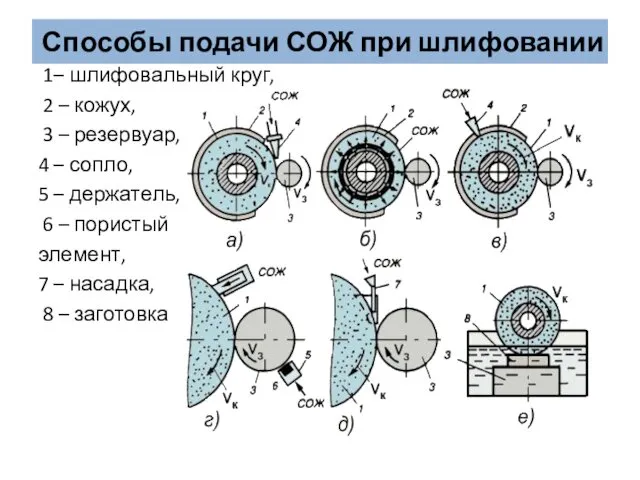
Способы подачи СОЖ при шлифовании
1– шлифовальный круг,
2 – кожух,
3
Способы подачи СОЖ при шлифовании
1– шлифовальный круг,
2 – кожух,
3

Конструкции устройств для подачи СОЖ при шлифовании:
а – регулирование струи
Конструкции устройств для подачи СОЖ при шлифовании:
а – регулирование струи

Установка и крепление заготовок на шлифовальных станках
Установка и крепление заготовок на шлифовальных станках

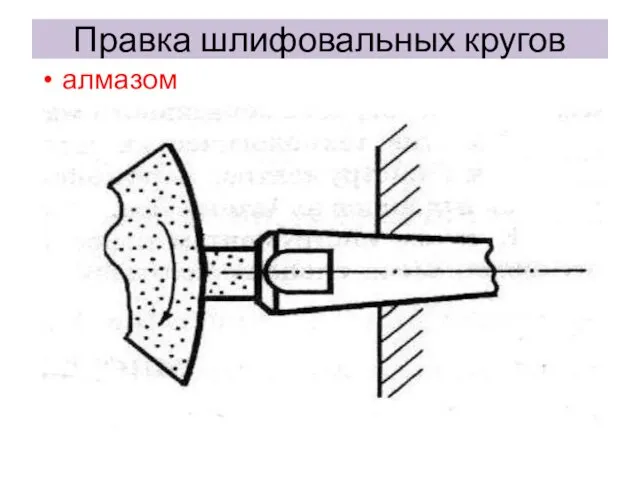
Правка шлифовальных кругов
алмазом
Правка шлифовальных кругов
алмазом
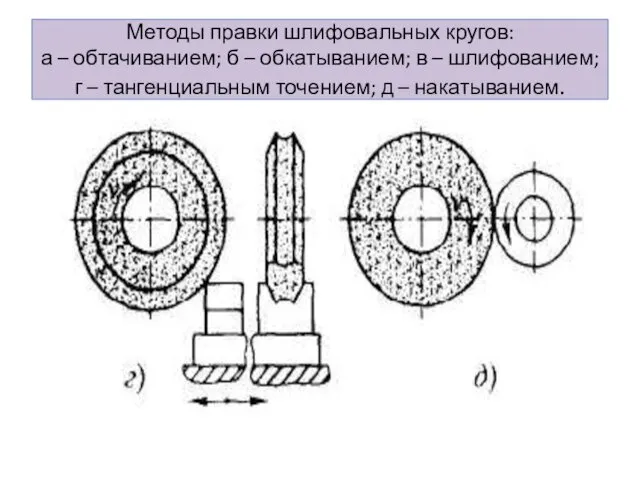
Методы правки шлифовальных кругов:
а – обтачиванием; б – обкатыванием; в –
Методы правки шлифовальных кругов: а – обтачиванием; б – обкатыванием; в –
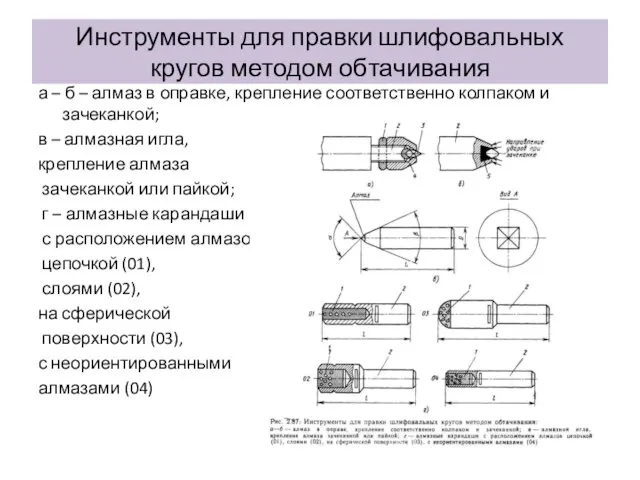
Инструменты для правки шлифовальных кругов методом обтачивания
а – б – алмаз
Инструменты для правки шлифовальных кругов методом обтачивания
а – б – алмаз
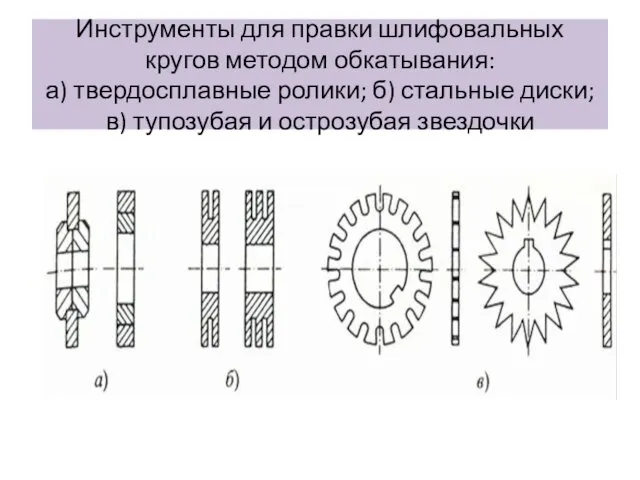
Инструменты для правки шлифовальных кругов методом обкатывания:
а) твердосплавные ролики; б) стальные
Инструменты для правки шлифовальных кругов методом обкатывания: а) твердосплавные ролики; б) стальные
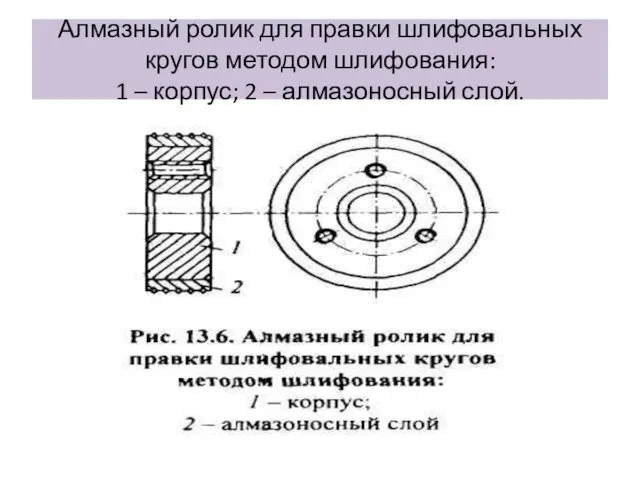
Алмазный ролик для правки шлифовальных кругов методом шлифования:
1 – корпус; 2
Алмазный ролик для правки шлифовальных кругов методом шлифования: 1 – корпус; 2
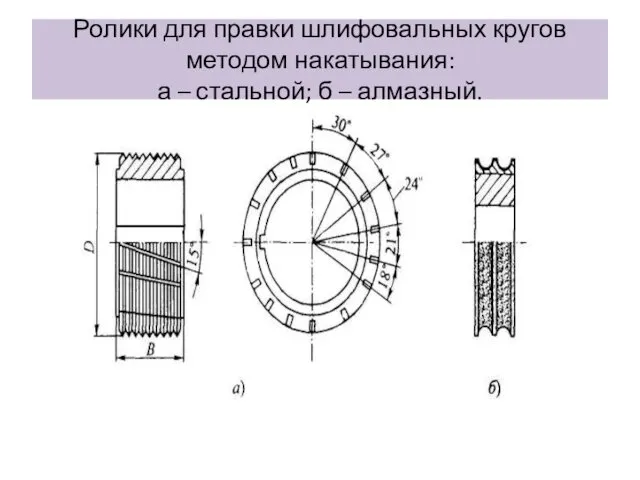
Ролики для правки шлифовальных кругов методом накатывания:
а – стальной; б –
Ролики для правки шлифовальных кругов методом накатывания: а – стальной; б –
 Правила разработки SWOT- анализа
Правила разработки SWOT- анализа Методика обнаружения неисправностей в волоконно-оптических линиях связи
Методика обнаружения неисправностей в волоконно-оптических линиях связи Лекция 4
Лекция 4 Opasnosti
Opasnosti Виды складок и их обработка
Виды складок и их обработка Презентация Флага
Презентация Флага 20140319_viktorina_9_kl_lermontov
20140319_viktorina_9_kl_lermontov Система питания инжекторного двигателя внутреннего сгорания. (Тема 11)
Система питания инжекторного двигателя внутреннего сгорания. (Тема 11) AVON как отправить заказ
AVON как отправить заказ Экскурсия в краеведческий музей
Экскурсия в краеведческий музей Служба контроля проверки структурного подразделения Московского метрополитена
Служба контроля проверки структурного подразделения Московского метрополитена Современное состояние и развитие технологий транспортирования бесподстилочного навоза
Современное состояние и развитие технологий транспортирования бесподстилочного навоза Презентация
Презентация 20170531_ugly_i_ih_vidy
20170531_ugly_i_ih_vidy v_mire_professiy
v_mire_professiy 20130115_avt_s_v_konce_slova
20130115_avt_s_v_konce_slova Внеурочная деятельность
Внеурочная деятельность Джерела запалювання, їх класифікація та умови виникнення
Джерела запалювання, їх класифікація та умови виникнення МУДО СЮТ
МУДО СЮТ куб
куб Локомотивы и локомотивное хозяйство
Локомотивы и локомотивное хозяйство 20161105_urok_m5_shkaly_i_koordinaty
20161105_urok_m5_shkaly_i_koordinaty Эвристические методы в организации образовательной деятельности дошкольников
Эвристические методы в организации образовательной деятельности дошкольников W55 START beta
W55 START beta Проектирование литых заготовок
Проектирование литых заготовок Чарльз Сандерс Пирс (1839–1914)
Чарльз Сандерс Пирс (1839–1914) ISTQB Certified Tester Foundation Level 3
ISTQB Certified Tester Foundation Level 3 Здравствуй, малыш!
Здравствуй, малыш!