- Сварка. Дефекты сварных швов и соединений. (Лекция 13)

Содержание
- 2. 13.1 Дефекты сварных швов и соединений В процессе образования сварного соединения в металле шва и зоне
- 3. Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков
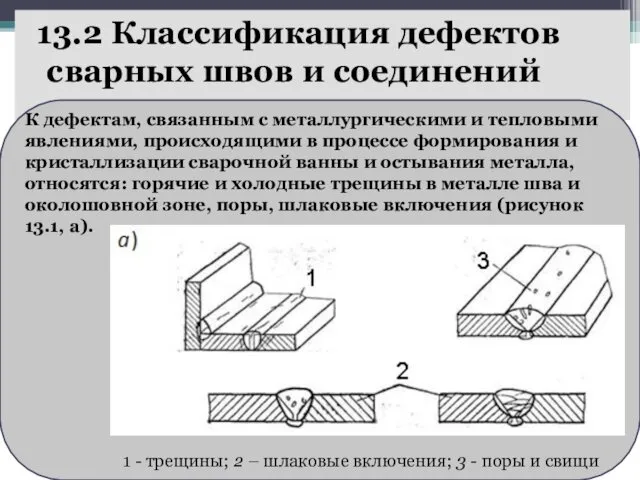
- 4. 13.2 Классификация дефектов сварных швов и соединений К дефектам, связанным с металлургическими и тепловыми явлениями, происходящими
- 5. К дефектам, связанным с нарушением режимов сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью
- 6. Наружные дефекты могут быть выявлены внешним осмотром. Для обнаружения внутренних дефектов требуются специальные методы неразрушающего контроля
- 7. Наплывом называется натекание металла шва на поверхность основного металла без сплавления с ним. Прожогом называется полость
- 8. 13.3 Сварочные напряжения и деформации Внутренние напряжения в сварных швах и соединениях возникают в результате линейной
- 9. Неравномерный нагрев свариваемого металла также вызывает появление внутренних напряжений. При нагреве защемленного участка в нем возникают
- 10. Напряженное состояние (растяжения или сжатия) часто наблюдается при сварке изделий большой толщины, жестких по конструкции. Оно
- 11. Наиболее часто внутренние напряжения проявляются в сварной конструкции в виде различных короблений, которые деформируют конструкцию и
- 12. Борьба с внутренними напряжениями и деформациями является важнейшей задачей сварщика. Существует несколько способов уменьшения внутренних напряжений
- 13. Обратная деформация свариваемых элементов может выполняться по схемам, показанным на рисунке 13.4. а - угловой излом
- 14. С целью уменьшения деформации конструкций, изготовляемых из вязких материалов, несклонных к трещинообразованию, может применяться жесткое закрепление
- 16. Скачать презентацию
13.1 Дефекты сварных швов и соединений
В процессе образования сварного соединения
13.1 Дефекты сварных швов и соединений
В процессе образования сварного соединения
Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов,
13.2 Классификация дефектов сварных швов и соединений
К дефектам, связанным с
13.2 Классификация дефектов сварных швов и соединений
К дефектам, связанным с
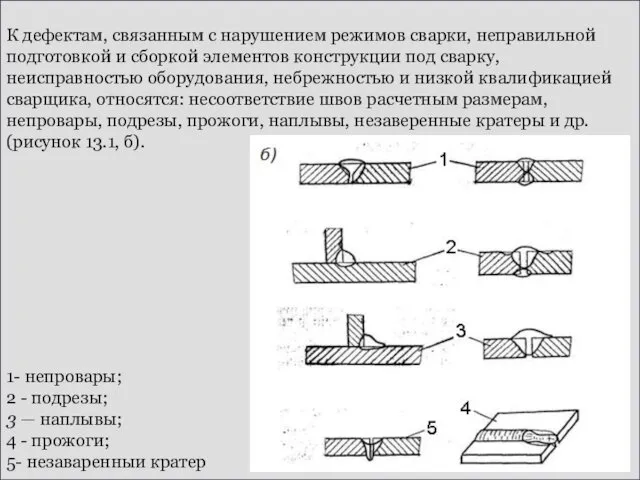
К дефектам, связанным с нарушением режимов сварки, неправильной подготовкой и сборкой
К дефектам, связанным с нарушением режимов сварки, неправильной подготовкой и сборкой
Наружные дефекты могут быть выявлены внешним осмотром.
Для обнаружения внутренних дефектов требуются
Для обнаружения внутренних дефектов требуются
Наплывом называется натекание металла шва на поверхность основного металла без сплавления
13.3 Сварочные напряжения и деформации
Внутренние напряжения в сварных швах и
13.3 Сварочные напряжения и деформации
Внутренние напряжения в сварных швах и
Неравномерный нагрев свариваемого металла также вызывает появление внутренних напряжений.
При нагреве
При нагреве
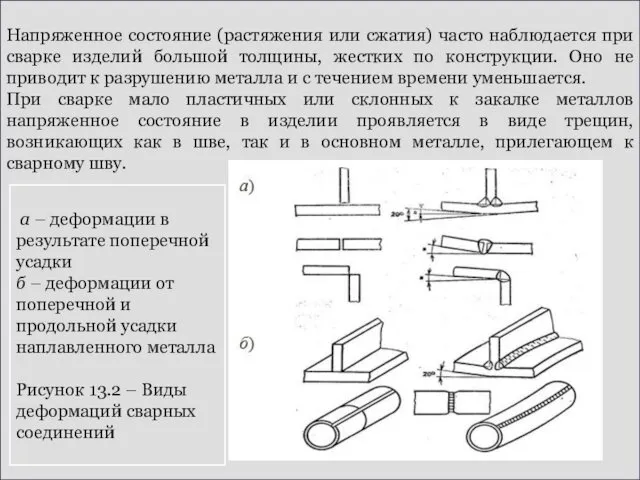
Напряженное состояние (растяжения или сжатия) часто наблюдается при сварке изделий большой
Напряженное состояние (растяжения или сжатия) часто наблюдается при сварке изделий большой
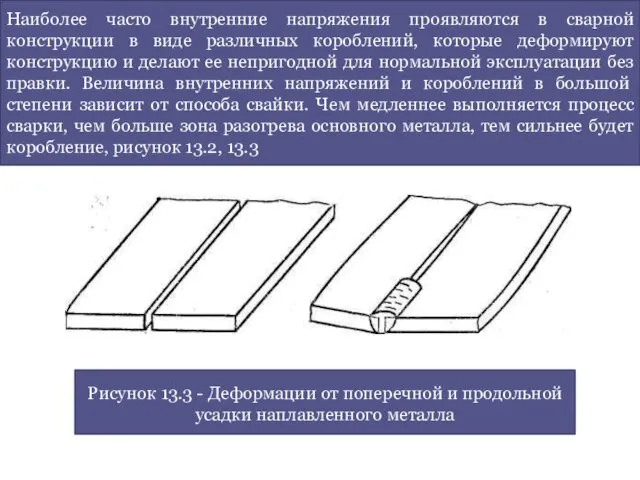
Наиболее часто внутренние напряжения проявляются в сварной конструкции в виде различных
Наиболее часто внутренние напряжения проявляются в сварной конструкции в виде различных
Борьба с внутренними напряжениями и деформациями является важнейшей задачей сварщика.
Борьба с внутренними напряжениями и деформациями является важнейшей задачей сварщика.
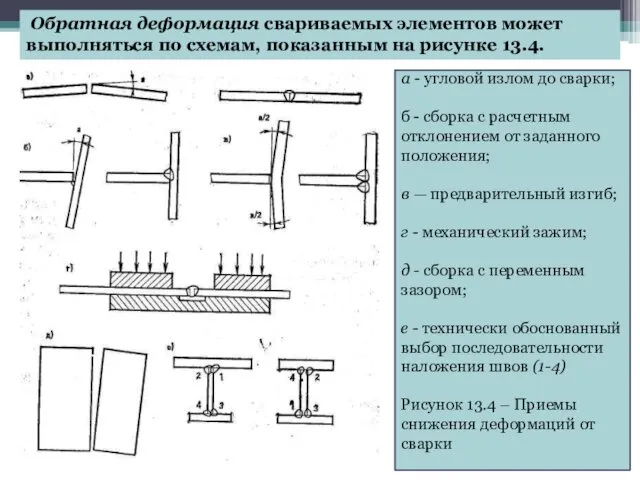
Обратная деформация свариваемых элементов может
выполняться по схемам, показанным на
Обратная деформация свариваемых элементов может
выполняться по схемам, показанным на
С целью уменьшения деформации конструкций, изготовляемых из вязких материалов, несклонных к
С целью уменьшения деформации конструкций, изготовляемых из вязких материалов, несклонных к
 Развитие русского общества 11-12 вв
Развитие русского общества 11-12 вв Проектирование контрольных приспособлений
Проектирование контрольных приспособлений Жакеты и блузка
Жакеты и блузка Занятие 3_Шаблон Книги стиля Введение
Занятие 3_Шаблон Книги стиля Введение Prezentatsia (1)
Prezentatsia (1) Ставропольский государственный аграрный университет
Ставропольский государственный аграрный университет Company Introduction
Company Introduction 20140419_bos_sayt_0
20140419_bos_sayt_0 Регулирование нефтяных дисперсных систем при производстве масел пластификаторов
Регулирование нефтяных дисперсных систем при производстве масел пластификаторов Производство и передача электрической энергии
Производство и передача электрической энергии класс чист
класс чист Кросс-функциональное взаимодействие в Х5 Медиа (Food.ru)
Кросс-функциональное взаимодействие в Х5 Медиа (Food.ru) Сверхценные идеи
Сверхценные идеи Поздравление с 8 Марта
Поздравление с 8 Марта Błogosławiony Edmund Bojanowski
Błogosławiony Edmund Bojanowski Аттестационная работа. Травы - лекари Зауралья
Аттестационная работа. Травы - лекари Зауралья Ткани по типу сырья
Ткани по типу сырья На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70
На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70 Реконструкція житлових будинків з надбудовою мансардних поверхів
Реконструкція житлових будинків з надбудовою мансардних поверхів Система авто-полива сада
Система авто-полива сада Шишигин Интересный больной практика
Шишигин Интересный больной практика Confederation, 1867
Confederation, 1867 Some Basic Questions before starting …
Some Basic Questions before starting … Гарантийный талон телевизора Philips
Гарантийный талон телевизора Philips Проектирование сварных конструкций
Проектирование сварных конструкций Автоматическая пожарная сигнализация
Автоматическая пожарная сигнализация Игротехника
Игротехника Введение. Корейский язык
Введение. Корейский язык