- Требования госта сварочной дуге

Содержание
- 2. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. Настоящий стандарт устанавливает основные типы,
- 3. Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81 Ограничение
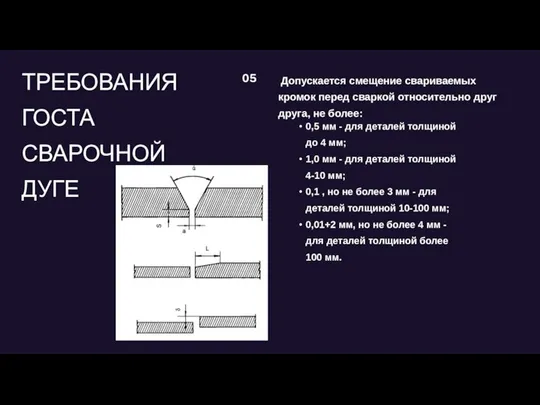
- 4. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более: 05 0,5 мм - для
- 5. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение
- 6. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть
- 7. Размер и предельные отклонения катета углового шва, должны быть установлены при проектировании. При этом размер катета
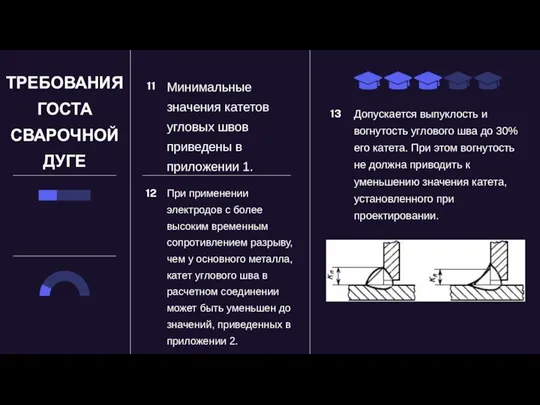
- 8. 13 Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна
- 9. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при
- 11. Скачать презентацию
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Настоящий
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Настоящий
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых
При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной
При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной
Размер и предельные отклонения катета углового шва, должны быть установлены при
Размер и предельные отклонения катета углового шва, должны быть установлены при
13
Допускается выпуклость и вогнутость углового шва до 30% его катета. При
13
Допускается выпуклость и вогнутость углового шва до 30% его катета. При
Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные
Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные
 The Introductory Paragraph
The Introductory Paragraph Схемы для раздела
Схемы для раздела Технология производства пшеничного хлеба с добавлением отрубей на МУП Спасский хлебокомбинат
Технология производства пшеничного хлеба с добавлением отрубей на МУП Спасский хлебокомбинат XX Конкурсные гуманитарные чтения старшеклассников Музей, искусство, культура
XX Конкурсные гуманитарные чтения старшеклассников Музей, искусство, культура Приемы умн на 9
Приемы умн на 9 Изучение и отработка моделей поведения в условиях вынужденной и природной аномалии
Изучение и отработка моделей поведения в условиях вынужденной и природной аномалии Урок 11. Рациональные числа (2) — копия
Урок 11. Рациональные числа (2) — копия Имена прилагательные в латинском языке
Имена прилагательные в латинском языке Оптимизация таможеннологистической инфраструктуры предприятия
Оптимизация таможеннологистической инфраструктуры предприятия Прикладная информатика в социальных коммуникациях
Прикладная информатика в социальных коммуникациях Юбилей Саши
Юбилей Саши Студенчество: особенности положения и специфические проблемы
Студенчество: особенности положения и специфические проблемы Сканеры. Виды сканеров
Сканеры. Виды сканеров Почему я тебя люблю
Почему я тебя люблю Кафедра корпоративного управления и финансов
Кафедра корпоративного управления и финансов 2021-03-21 ПИК Research_v1
2021-03-21 ПИК Research_v1 История становления источников исламского права и уммы
История становления источников исламского права и уммы Круглое королевство
Круглое королевство Дожимная насосная станция ДНС
Дожимная насосная станция ДНС Модернизация и обслуживание системы охлаждения персонального компьютера
Модернизация и обслуживание системы охлаждения персонального компьютера Производство творога
Производство творога Материалы на основе древесины
Материалы на основе древесины Проектирование локальной сети компьютерного клуба
Проектирование локальной сети компьютерного клуба Техническое обслуживание средств вычислительной техники
Техническое обслуживание средств вычислительной техники Производство чугуна и стали
Производство чугуна и стали Лекция 5_Экономическая безопасность
Лекция 5_Экономическая безопасность Букртейлер О. Рой Хранители
Букртейлер О. Рой Хранители Dynamika Продукты Продажи - концепция, по сост на июнь (1)
Dynamika Продукты Продажи - концепция, по сост на июнь (1)