- Выполнение стыковых швов

Содержание
- 2. Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие
- 3. Рекомендации по числу слоев (проходов) при сварке стыковых швов в зависимости от толщины металла
- 4. Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность
- 5. При сварке каскадом сначала в разделку кромок наплавляют первый слой небольшой длины 200... 300 мм, затем
- 6. Сварка тонколистового металла При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление металла электрической дугой (прожог)
- 7. Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие результаты достигают при установке деталей
- 8. В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты (бруски). Сборку встык осуществляют без
- 9. Сварка швов различной протяженности По протяженности швы разделяют на короткие (300...350 мм), средние (350... 1000 мм)
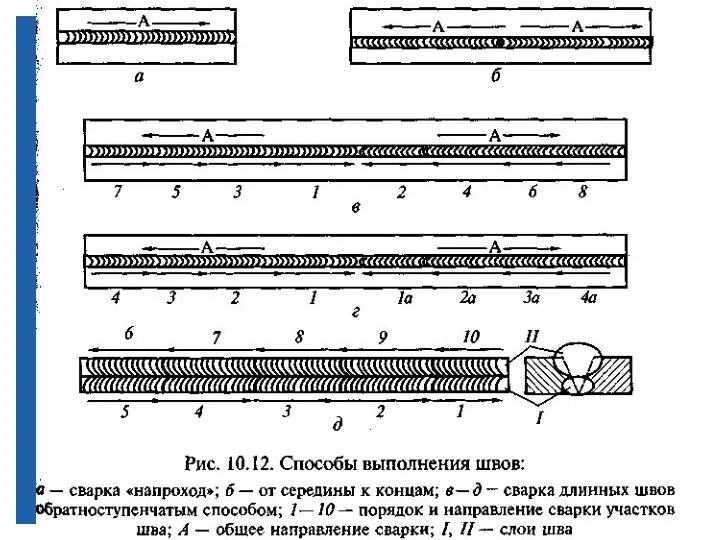
- 10. Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и более длинные — при сварке
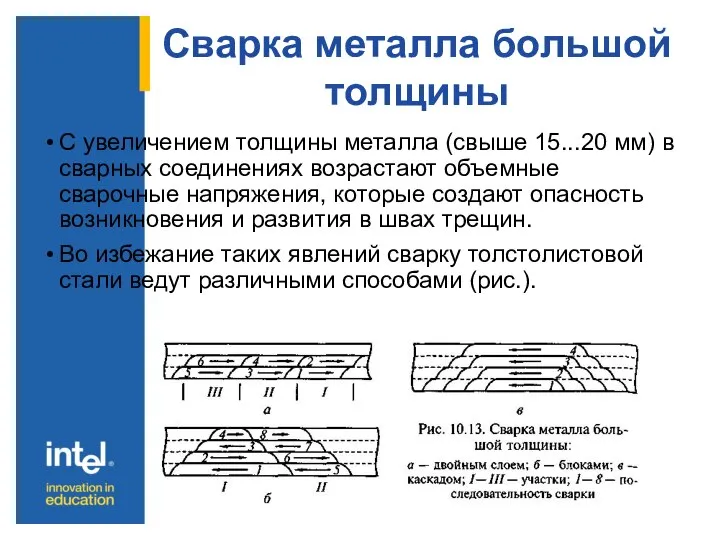
- 12. Сварка металла большой толщины С увеличением толщины металла (свыше 15...20 мм) в сварных соединениях возрастают объемные
- 13. Металл толщиной 15...20 мм сваривают способом двойного слоя. На участке 1 (рис. а) длиной 250...300 мм
- 14. Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями). При сварке блоками (рис. б)
- 16. Скачать презентацию
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не
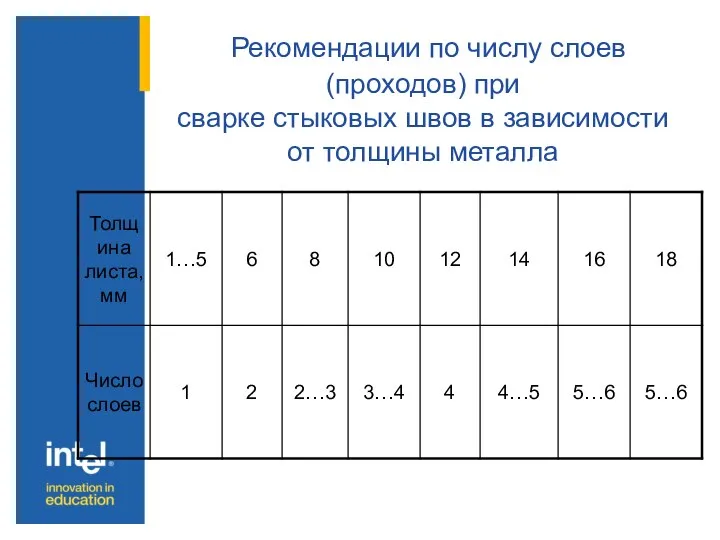
Рекомендации по числу слоев (проходов) при
сварке стыковых швов в зависимости
Рекомендации по числу слоев (проходов) при сварке стыковых швов в зависимости
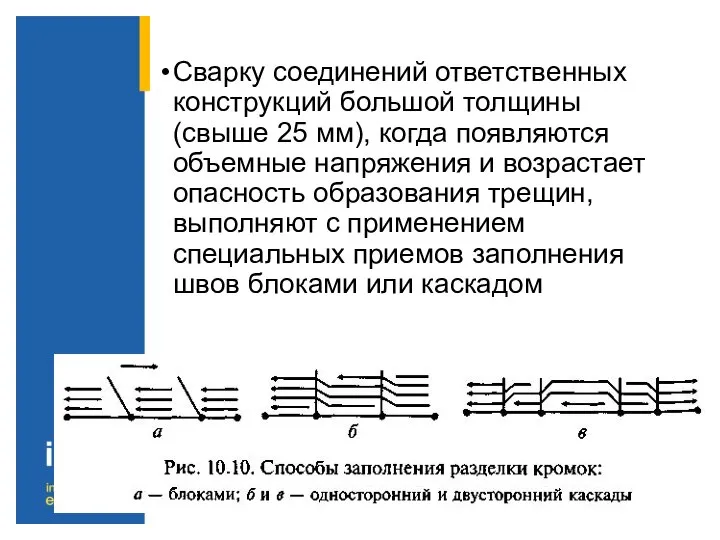
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются
При сварке каскадом сначала в разделку
кромок наплавляют первый слой небольшой длины
При сварке каскадом сначала в разделку кромок наплавляют первый слой небольшой длины
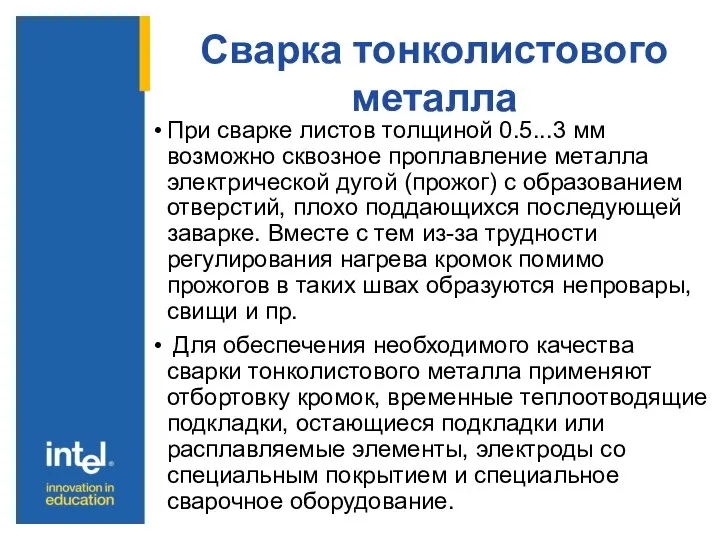
Сварка тонколистового металла
При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление
Сварка тонколистового металла
При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление
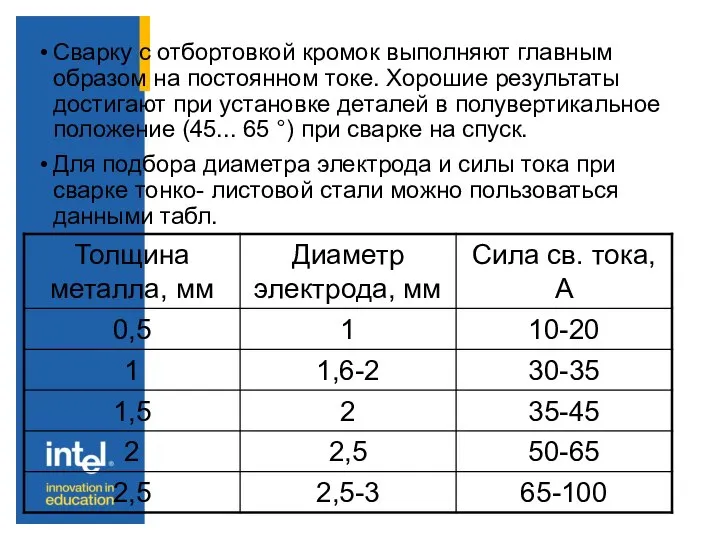
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты
Сварка швов различной протяженности
По протяженности швы разделяют на короткие (300...350 мм),
Сварка швов различной протяженности
По протяженности швы разделяют на короткие (300...350 мм),
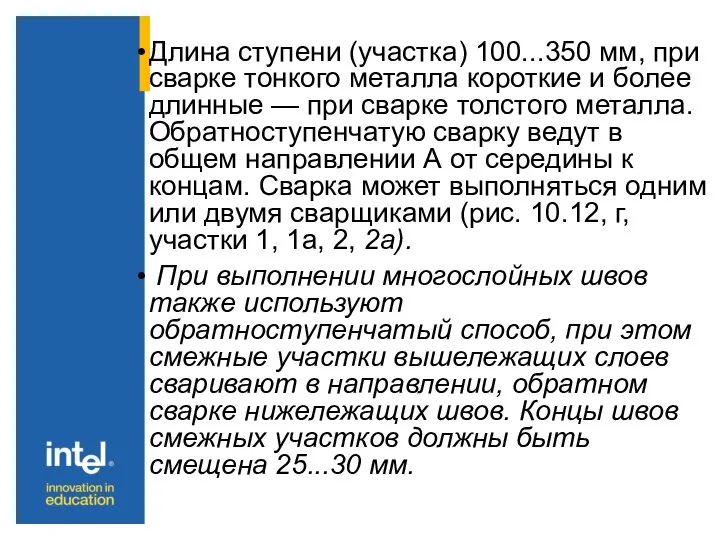
Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и
Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и
Сварка металла большой толщины
С увеличением толщины металла (свыше 15...20 мм) в
Сварка металла большой толщины
С увеличением толщины металла (свыше 15...20 мм) в
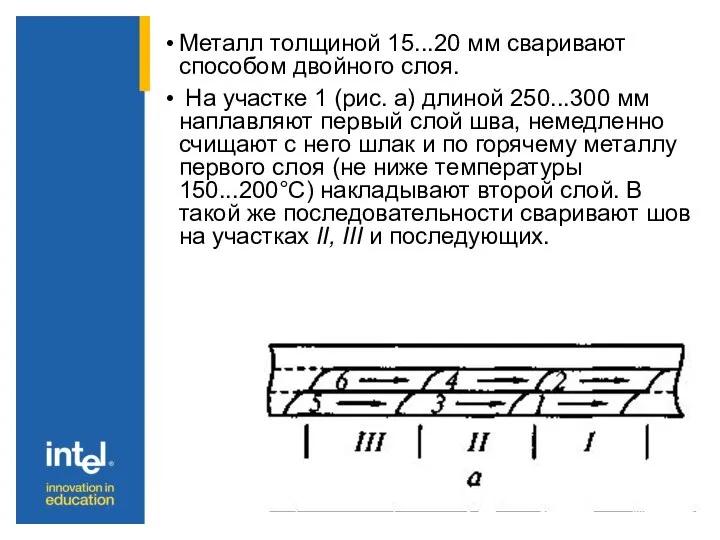
Металл толщиной 15...20 мм сваривают способом двойного слоя.
На участке 1
Металл толщиной 15...20 мм сваривают способом двойного слоя.
На участке 1
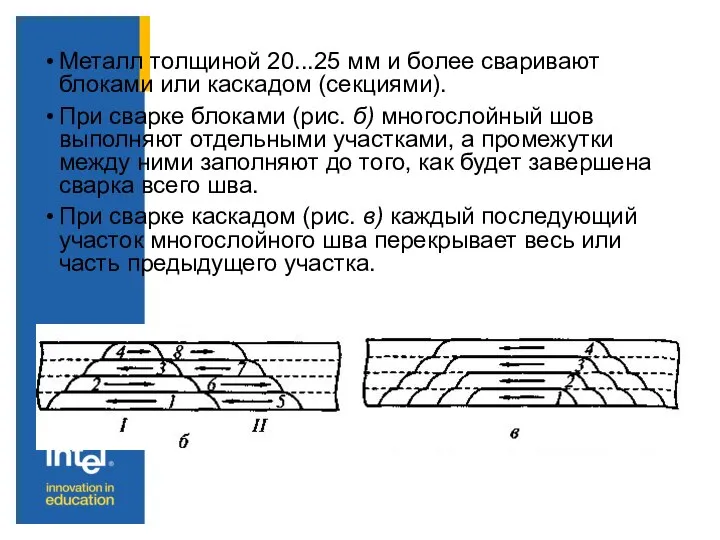
Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями).
Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями).
 Развитие русского общества 11-12 вв
Развитие русского общества 11-12 вв Проектирование контрольных приспособлений
Проектирование контрольных приспособлений Жакеты и блузка
Жакеты и блузка Занятие 3_Шаблон Книги стиля Введение
Занятие 3_Шаблон Книги стиля Введение Prezentatsia (1)
Prezentatsia (1) Ставропольский государственный аграрный университет
Ставропольский государственный аграрный университет Company Introduction
Company Introduction 20140419_bos_sayt_0
20140419_bos_sayt_0 Регулирование нефтяных дисперсных систем при производстве масел пластификаторов
Регулирование нефтяных дисперсных систем при производстве масел пластификаторов Производство и передача электрической энергии
Производство и передача электрической энергии класс чист
класс чист Кросс-функциональное взаимодействие в Х5 Медиа (Food.ru)
Кросс-функциональное взаимодействие в Х5 Медиа (Food.ru) Сверхценные идеи
Сверхценные идеи Поздравление с 8 Марта
Поздравление с 8 Марта Błogosławiony Edmund Bojanowski
Błogosławiony Edmund Bojanowski Аттестационная работа. Травы - лекари Зауралья
Аттестационная работа. Травы - лекари Зауралья Ткани по типу сырья
Ткани по типу сырья На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70
На поставку плоскошлифовального с прямоугольным столом и горизонтальным шпинделем модели 3Л722А(В)Ф2 -70 Реконструкція житлових будинків з надбудовою мансардних поверхів
Реконструкція житлових будинків з надбудовою мансардних поверхів Система авто-полива сада
Система авто-полива сада Шишигин Интересный больной практика
Шишигин Интересный больной практика Confederation, 1867
Confederation, 1867 Some Basic Questions before starting …
Some Basic Questions before starting … Гарантийный талон телевизора Philips
Гарантийный талон телевизора Philips Проектирование сварных конструкций
Проектирование сварных конструкций Автоматическая пожарная сигнализация
Автоматическая пожарная сигнализация Игротехника
Игротехника Введение. Корейский язык
Введение. Корейский язык