- Поточные и непоточные методы

Содержание
- 2. План Организация производства поточными и непоточными методами; Организация производства поточными методами
- 3. 1. Организация производства поточными и непоточными методами
- 4. Объемные проектные расчеты создания участков Объемные расчеты участков (цехов) основаны на определении ресурсов, необходимых для выполнения
- 5. Расчет количества единиц оборудования Расчетное количество однотипных рабочих мест Расчетное количество однотипных рабочих мест (Ср) округляется
- 6. Расчет численности рабочих Направления разделения труда: по характеру участия в производственном процессе рабочие делятся на основных
- 7. Расчет численности рабочих Различают численность: списочная – численность работников, числящихся в списках организации; явочная – сколько
- 8. Фонды времени работников Максимально возможный фонд времени рассчитывается по календарным дням Номинальный (табельный) фонд времени -
- 9. Многостаночное обслуживание Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в ходе которого ручные операции
- 10. 2. Организация производства поточными методами
- 11. Организация производства поточными методами Поточное производство – форма организации производства, основанная на ритмичной повторяемости согласованных во
- 12. Предпосылки организации поточного производства Устойчивый спрос на продукцию на длительную перспективу; Наличие в программе выпуска организации
- 13. Структурный элемент поточного производства Поточная линия – совокупность рабочих мест, оснащенных всем необходимым и расположенных по
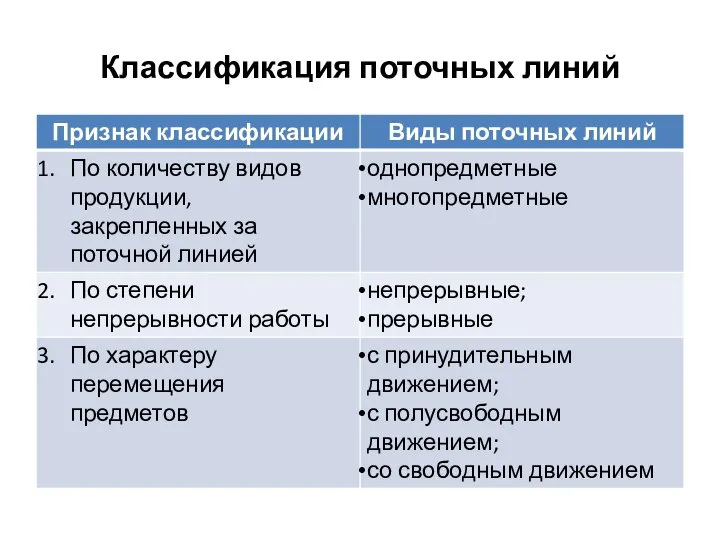
- 14. Классификация поточных линий
- 15. Разновидности поточных линий По количеству закрепленных предметов и степени непрерывности работы выделяют: однопредметные непрерывные поточные линии;
- 16. Сравнительная характеристика поточных линий
- 17. Основные преимущества поточного производства повышение производительности труда; сокращение длительности производственного цикла; уменьшение заделов незавершенного производства; повышение
- 18. Однопредметные поточные линии Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического процесса при непрерывной работе
- 19. Классификация конвейерных линий Конвейер Рабочие (операции выполняются на конвейерной ленте) Распределительные (конвейер используется только для транспортировки)
- 20. Ритм линии Ритм (r) – основная характеристика поточной линии. Ритм – время , необходимое на обработку
- 21. Синхронизация Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения полной и равномерной нагрузки
- 22. Однопредметные прерывные поточные линии Однопредметные прерывные поточные линии изготавливают в течение длительного времени один вид продукции.
- 23. Однопредметные прерывные поточные линии Отсутствие синхронизации возникновение перерывов пролеживание деталей. Время перерывов: Пролеживающие между операциями изделия
- 24. Многопредметные переменно-поточные линии Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров). Закрепляется от 2 до 10
- 25. Многопредметные групповые поточные линии Изготавливаются родственные (подобные) изделия. Работают без переналадки оборудования. При обработке изделий самостоятельными
- 26. Преимущества многопредметных групповых поточных линий Повышение уровня гибкости производства – продукция поступает потребителя небольшими количествами; Минимизация
- 28. Скачать презентацию
План
Организация производства поточными и непоточными методами;
Организация производства поточными методами
План
Организация производства поточными и непоточными методами;
Организация производства поточными методами
1. Организация производства поточными и непоточными методами
1. Организация производства поточными и непоточными методами
Объемные проектные расчеты создания участков
Объемные расчеты участков (цехов) основаны на определении
Объемные проектные расчеты создания участков
Объемные расчеты участков (цехов) основаны на определении
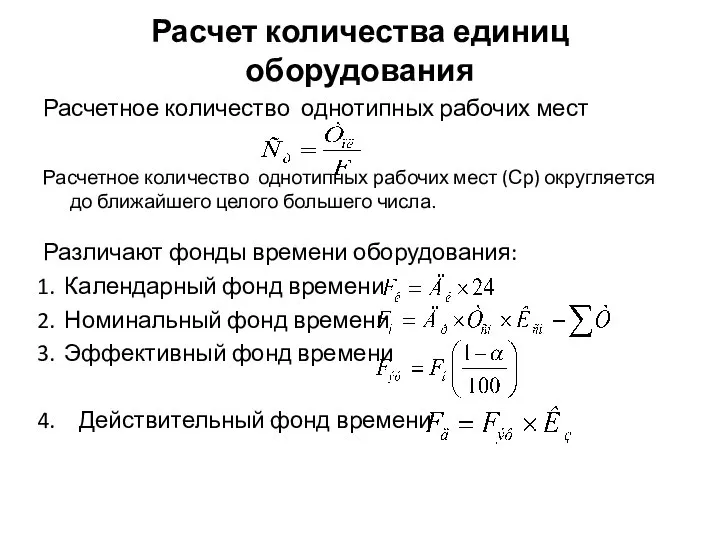
Расчет количества единиц оборудования
Расчетное количество однотипных рабочих мест
Расчетное количество однотипных рабочих
Расчет количества единиц оборудования
Расчетное количество однотипных рабочих мест
Расчетное количество однотипных рабочих
Расчет численности рабочих
Направления разделения труда:
по характеру участия в производственном процессе рабочие
Расчет численности рабочих
Направления разделения труда:
по характеру участия в производственном процессе рабочие
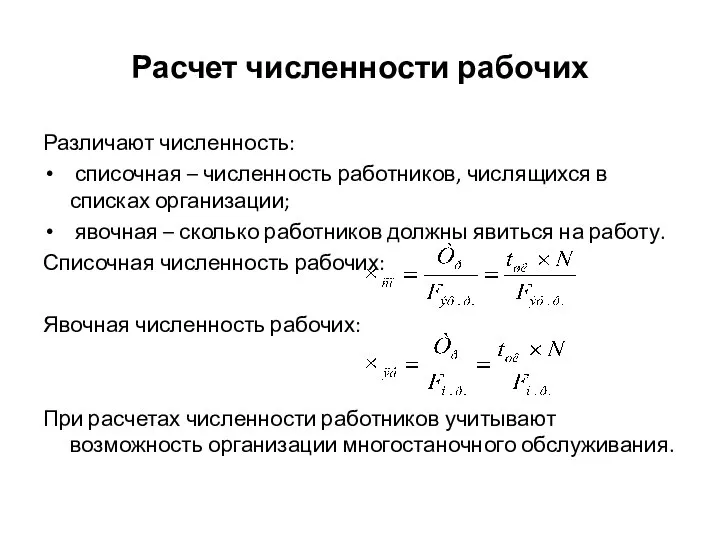
Расчет численности рабочих
Различают численность:
списочная – численность работников, числящихся в списках
Расчет численности рабочих
Различают численность:
списочная – численность работников, числящихся в списках
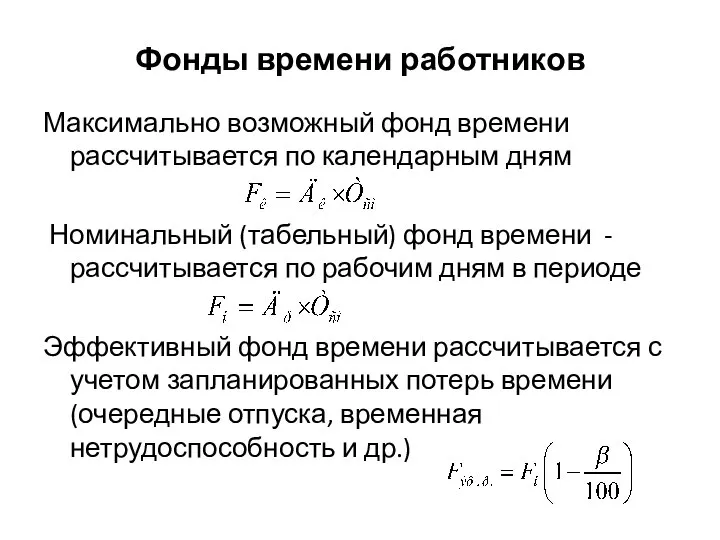
Фонды времени работников
Максимально возможный фонд времени рассчитывается по календарным дням
Номинальный
Фонды времени работников
Максимально возможный фонд времени рассчитывается по календарным дням
Номинальный
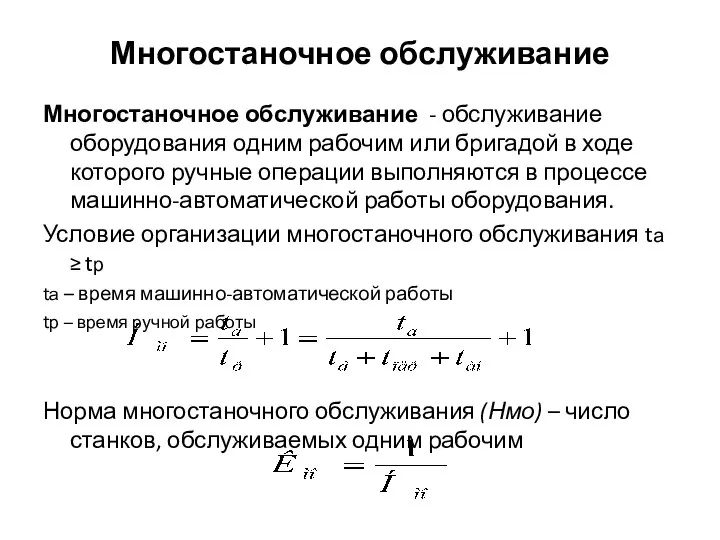
Многостаночное обслуживание
Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в
Многостаночное обслуживание
Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в
2. Организация производства поточными методами
2. Организация производства поточными методами
Организация производства поточными методами
Поточное производство – форма организации производства, основанная на
Организация производства поточными методами
Поточное производство – форма организации производства, основанная на
Предпосылки организации поточного производства
Устойчивый спрос на продукцию на длительную перспективу;
Наличие в
Предпосылки организации поточного производства
Устойчивый спрос на продукцию на длительную перспективу;
Наличие в
Структурный элемент поточного производства
Поточная линия – совокупность рабочих мест, оснащенных всем
Структурный элемент поточного производства
Поточная линия – совокупность рабочих мест, оснащенных всем
Классификация поточных линий
Классификация поточных линий
Разновидности поточных линий
По количеству закрепленных предметов и степени непрерывности работы выделяют:
однопредметные
Разновидности поточных линий
По количеству закрепленных предметов и степени непрерывности работы выделяют:
однопредметные
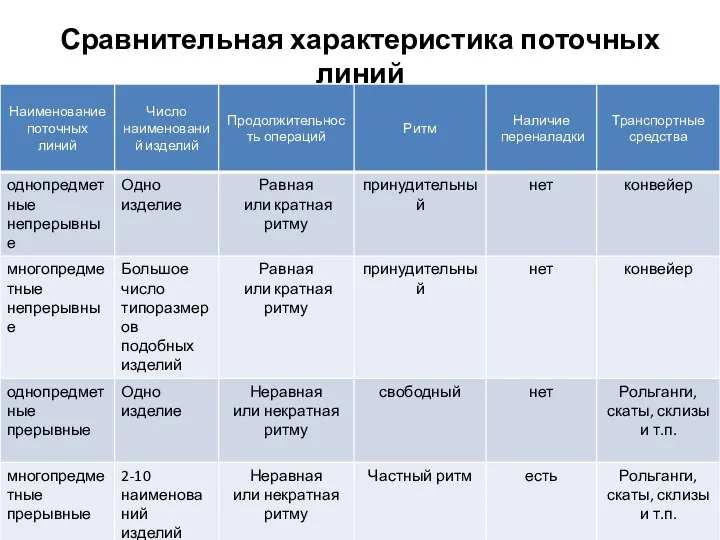
Сравнительная характеристика поточных линий
Сравнительная характеристика поточных линий
Основные преимущества поточного производства
повышение производительности труда;
сокращение длительности производственного цикла;
уменьшение заделов незавершенного
Основные преимущества поточного производства
повышение производительности труда;
сокращение длительности производственного цикла;
уменьшение заделов незавершенного
Однопредметные поточные линии
Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического
Однопредметные поточные линии
Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического
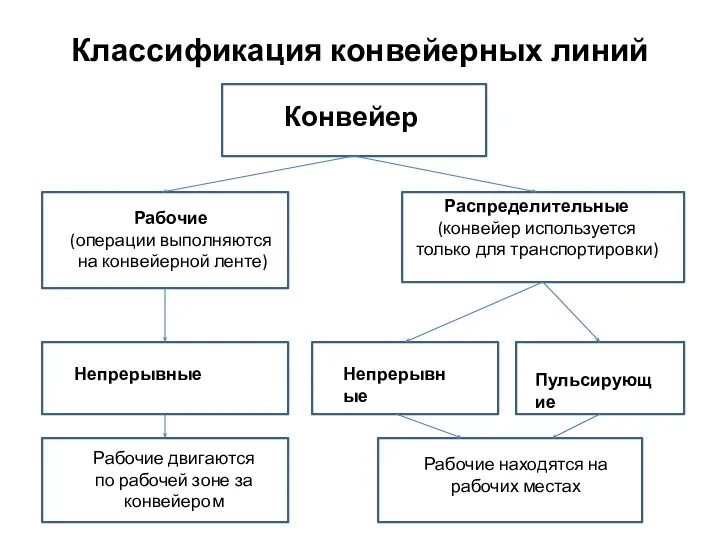
Классификация конвейерных линий
Конвейер
Рабочие
(операции выполняются
на конвейерной ленте)
Распределительные
(конвейер используется только для
Классификация конвейерных линий
Конвейер
Рабочие
(операции выполняются
на конвейерной ленте)
Распределительные (конвейер используется только для
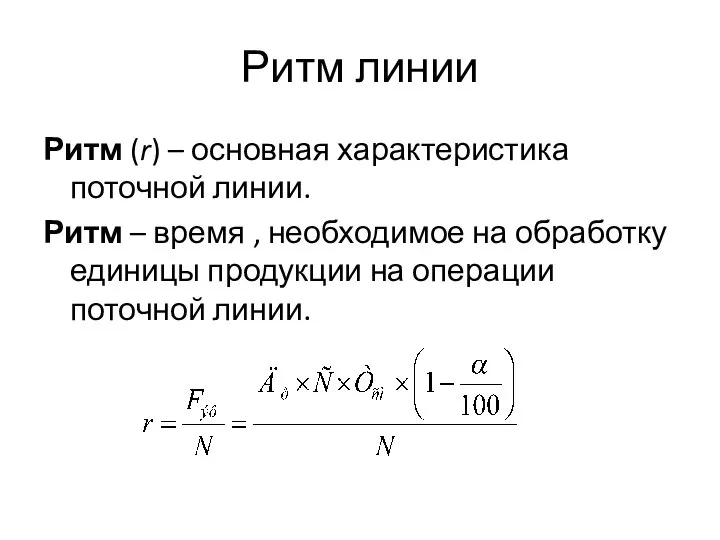
Ритм линии
Ритм (r) – основная характеристика поточной линии.
Ритм – время ,
Ритм линии
Ритм (r) – основная характеристика поточной линии.
Ритм – время ,
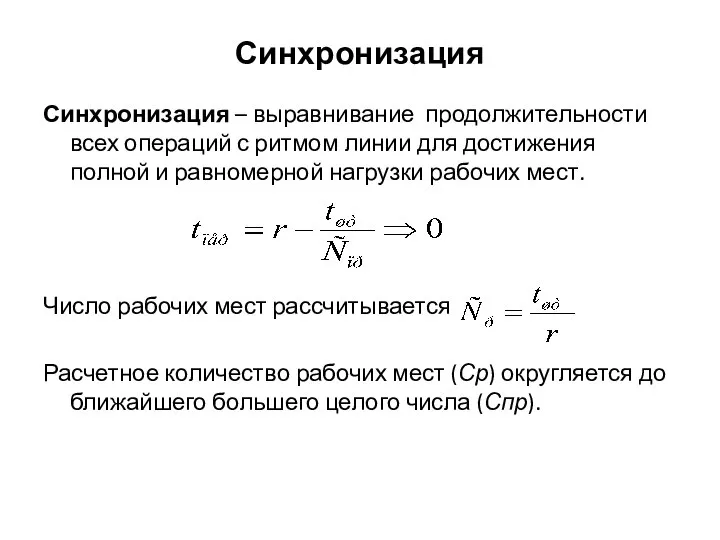
Синхронизация
Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения
Синхронизация
Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения
Однопредметные прерывные поточные линии
Однопредметные прерывные поточные линии изготавливают в течение длительного
Однопредметные прерывные поточные линии
Однопредметные прерывные поточные линии изготавливают в течение длительного
Однопредметные прерывные поточные линии
Отсутствие синхронизации возникновение перерывов пролеживание деталей.
Время перерывов:
Пролеживающие
Однопредметные прерывные поточные линии
Отсутствие синхронизации возникновение перерывов пролеживание деталей.
Время перерывов:
Пролеживающие
Многопредметные переменно-поточные линии
Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров).
Закрепляется от
Многопредметные переменно-поточные линии
Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров).
Закрепляется от
Многопредметные групповые поточные линии
Изготавливаются родственные (подобные) изделия.
Работают без переналадки оборудования.
При обработке
Многопредметные групповые поточные линии
Изготавливаются родственные (подобные) изделия.
Работают без переналадки оборудования.
При обработке
Преимущества многопредметных групповых поточных линий
Повышение уровня гибкости производства – продукция поступает
Преимущества многопредметных групповых поточных линий
Повышение уровня гибкости производства – продукция поступает
 Формирование индивидуального плана развития
Формирование индивидуального плана развития Физиологические основы спортивной работоспособности в особых условиях внешней среды
Физиологические основы спортивной работоспособности в особых условиях внешней среды Грамматическое значение Средства и способы его выражения
Грамматическое значение Средства и способы его выражения Электроснабжение / Основы электроснабжния. Основные понятия и определения
Электроснабжение / Основы электроснабжния. Основные понятия и определения Подготовка обучающихся к выполнению нормативов ВФСК ГТО
Подготовка обучающихся к выполнению нормативов ВФСК ГТО Специальность: Радиоэлектронные приборные устройства, Авиационного техникума им. А.Д. Швецова
Специальность: Радиоэлектронные приборные устройства, Авиационного техникума им. А.Д. Швецова Анализ урока_
Анализ урока_ БАЗИСНЫЕ УСЛОВИЯ ПОСТАВКИ Подготовили: Исаева Д. Подседова А. ФТД 2 курс Гр.Т-096
БАЗИСНЫЕ УСЛОВИЯ ПОСТАВКИ Подготовили: Исаева Д. Подседова А. ФТД 2 курс Гр.Т-096 Общие правила выполнения чертежей
Общие правила выполнения чертежей Почему наша реклама действительно работает.
Почему наша реклама действительно работает.  Презентация Отличия кассационного производства в России и зарубежных странах
Презентация Отличия кассационного производства в России и зарубежных странах Музей исламского искусства
Музей исламского искусства Презентация "Гойя, Франсиско" - скачать презентации по МХК
Презентация "Гойя, Франсиско" - скачать презентации по МХК Прогнозирование конфликта
Прогнозирование конфликта DOM Document Object Model - объектная модель документа
DOM Document Object Model - объектная модель документа Основные понятия и определения современных систем управления движением судов
Основные понятия и определения современных систем управления движением судов Кривошипно-шатунный механизм двигателя. Назначение и характеристика
Кривошипно-шатунный механизм двигателя. Назначение и характеристика УПРАВЛЕНЧЕСКОЕ ЧЕЛОВЕКОВЕДЕНИЕ
УПРАВЛЕНЧЕСКОЕ ЧЕЛОВЕКОВЕДЕНИЕ  Теоретические основы налогообложения «Налогообложение- это искусство ощипывать гуся так, чтобы получить максимум перьев с миним
Теоретические основы налогообложения «Налогообложение- это искусство ощипывать гуся так, чтобы получить максимум перьев с миним Революція на граніті
Революція на граніті Лопе Де Вега [1562-1635]
Лопе Де Вега [1562-1635] Охрана атмосферного воздуха в городах и других населенных пунктах Выполнила студентка группы Ю124Б Злобарь Софья
Охрана атмосферного воздуха в городах и других населенных пунктах Выполнила студентка группы Ю124Б Злобарь Софья Формирование и исполнение обязательств публично-правовых образований
Формирование и исполнение обязательств публично-правовых образований  Молекулярно-биологические методы диагностики
Молекулярно-биологические методы диагностики  Анализ организационно-правовых форм строительных организаций
Анализ организационно-правовых форм строительных организаций ЕТІОЛОГІЯ 1. ЗАГАЛЬНА 2. СПЕЦІАЛЬНА ПРИЧИНИ ХВОРОБ: 1. ЕКЗОГЕННІ ПРИЧИНИ 2. ЕНДОГЕННІ ПРИЧИНИ.
ЕТІОЛОГІЯ 1. ЗАГАЛЬНА 2. СПЕЦІАЛЬНА ПРИЧИНИ ХВОРОБ: 1. ЕКЗОГЕННІ ПРИЧИНИ 2. ЕНДОГЕННІ ПРИЧИНИ.  Казахский Национальный Медицинский Университет им.С.Д.Асфендиярова Кафедра тропических болезней СРС Болезни, вызываемые токси
Казахский Национальный Медицинский Университет им.С.Д.Асфендиярова Кафедра тропических болезней СРС Болезни, вызываемые токси Международное разделение труда как основа мирового хозяйства
Международное разделение труда как основа мирового хозяйства