- Покрытие таблеток оболочками

Содержание
- 2. ЦЕЛИ И ВИДЫ НАНЕСЕНИЯ ОБОЛОЧЕК НА ТАБЛЕТКИ Цели покрытия таблеток оболочками: Придать таблеткам надлежащий товарный вид
- 3. Пролонгировать терапевтическое действие лекарственных веществ в таблетках. Защитить лекарственные вещества в таблетках от действия ферментов и
- 4. Прессованные покрытия – это сухие покрытия, наносимые на таблетки путем прессования на (РТМ), которые представляют собой
- 5. Машина «Драйкота» Устройство таблеточной машины двойного прессования Условные обозначения: А – машина для получения таблетки-ядра; Б
- 6. Машина представляет собой сдвоенный агрегат, состоящий из двух роторов. На первом роторе прессуются таблетки-ядра двояко-выпуклой формы,
- 7. Процесс нанесения на таблетки прессованных покрытий Условные обозначения: 1 – наполнение матрицы гранулятом для нижней части
- 8. Недостатками метода получения прессованного покрытия являются: 1. Образование трещин в прессованной оболочке или даже ее отслаивание,
- 9. Таблетки Аминазина 0,01г, покрытые оболочкой, для детей Состав на 1 таблетку: Аминазина 0,01г Сахара молочного 0,069
- 10. Состав оболочки: Молочный сахар – 0,103980 г Крахмал картофельный – 0,03903 г Тальк – 0,00496 г
- 11. Пленочные покрытия Пленочные покрытия - это покрытия, образуемые путем нанесения на таблетки раствора пленкообразующего вещества с
- 12. Преимущества пленочных покрытий: возможность избирательной растворимости таблеток в желудке или кишечнике; регулирование скорости адсорбции ЛВ; возможность
- 13. Требования к пленкообразующим веществам 1. Полная безопасность для организма. 2. Химическая индифферентность. 3. Доступность. 4. Устойчивость
- 14. Пленочные покрытия Водорастворимые покрытия защищают от механических повреждений, но не предохраняют от воздействия влаги воздуха. Например,
- 15. Пленочные покрытия Нерастворимые покрытия – основная задача покрытия- защита от мех. Повреждения, влаги, пролонгация, маскировка вкуса
- 17. Способы нанесения пленочных покрытий на таблетки В дражировочных котлах - высокопроизводительный способ при использовании покрытий на
- 18. Схема установки для нанесения покрытий в дражировочном котле 1 – дражировочный котел; 2 – привод котла
- 19. 3 8 4 1 2 6 11 10 9 7 14 12 Инертный газ Конденсат Вакуум
- 20. В производстве для нанесения пленочных покрытий на основе органических растворителей применяют установки УПТ-25 и УЗЦ-25 Установка
- 21. Внешний вид установки для покрытия таблеток оболочками в кипящем слое
- 22. Аппарат с псевдоожиженным слоем для нанесения оболочки 1 – тележка 2- пневмоцилиндр подъема резервуара 3-продуктовый резервуар
- 23. Для нанесения покрытия в псевдоожиженном слое используется установка, конструкция которой почти не отличается от установки типа
- 24. Дражированное (от франц. dragee — нанесение сахарной оболочки) покрытие — это наиболее распространенный в прошлом тип
- 25. ДРАЖИРОВАННЫЕ ПОКРЫТИЯ Основное назначение дражированных оболочек: улучшение внешнего вида таблеток; защита таблеток от внешних воздействий; маскировка
- 26. Дражировочные котлы Дражировочный котел, обогреваемый паром Дражировочный котел с подачей воздуха
- 27. Multiple Pan Conventional Coating Systems, США Предназначены для нанесения покрытия способом дражирования. Возможность установки от 3
- 28. Схема подачи холодного и теплого воздуха
- 29. Дражировочные котлы или абдукторы имеют три формы: шарообразной, эллипсоидной и грушевидной. Наиболее распространенная — эллипсоидная форма.
- 30. СТАДИИ ПРОЦЕССА ДРАЖИРОВАНИЯ Грунтовка (обволакивание). Тестовка (наслаивание). Шлифовка (сглаживание или полировка). Глянцовка (глянцевание).
- 31. Нанесение сахарной оболочки осуществляется в воде, и ядро таблетки соприкасается с жидким сиропом. Обволакивающее вещество предохраняет
- 32. Раствор содержит в основе своей сахарозу (сахарный сироп 64-70% концентрации) и клейкое вещество, например, желатин или
- 33. После того, как таблетка достигла необходимой формы, поверхность ее остается неровной. За стадией наслаивания следует стадия
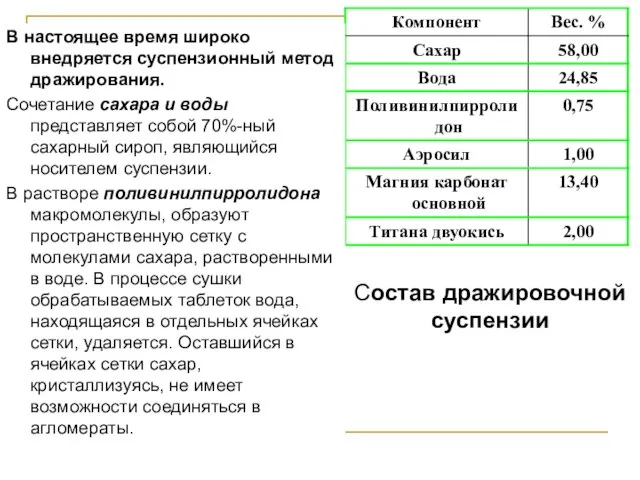
- 34. Состав дражировочной суспензии В настоящее время широко внедряется суспензионный метод дражирования. Сочетание сахара и воды представляет
- 35. В таких условиях образуются мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей пластичностью. Аэросил (аморфная двуокись кремния),
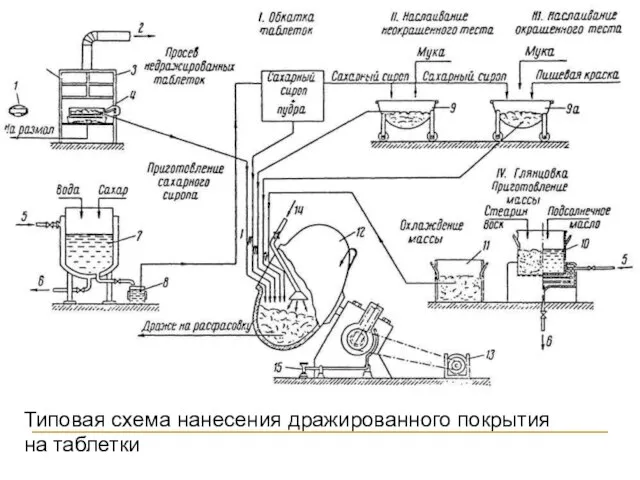
- 36. Типовая схема нанесения дражированного покрытия на таблетки
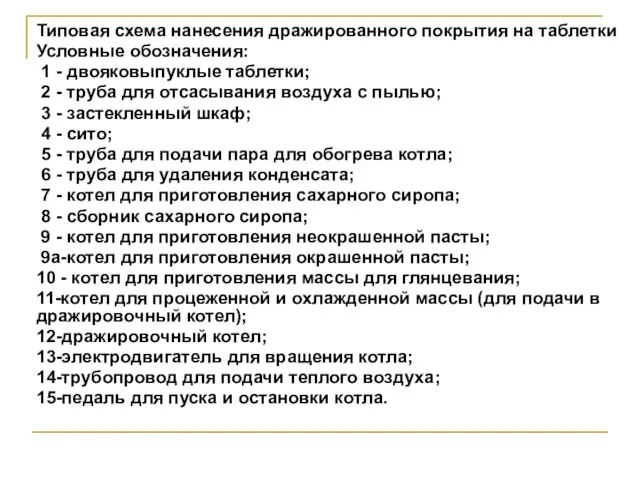
- 37. Типовая схема нанесения дражированного покрытия на таблетки Условные обозначения: 1 - двояковыпуклые таблетки; 2 - труба
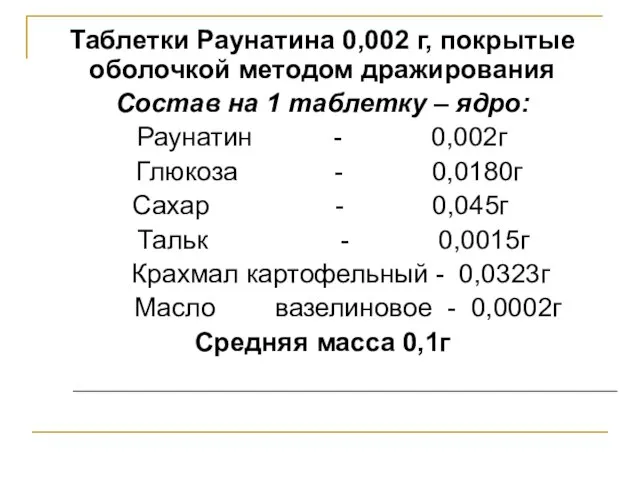
- 38. Таблетки Раунатина 0,002 г, покрытые оболочкой методом дражирования Состав на 1 таблетку – ядро: Раунатин -
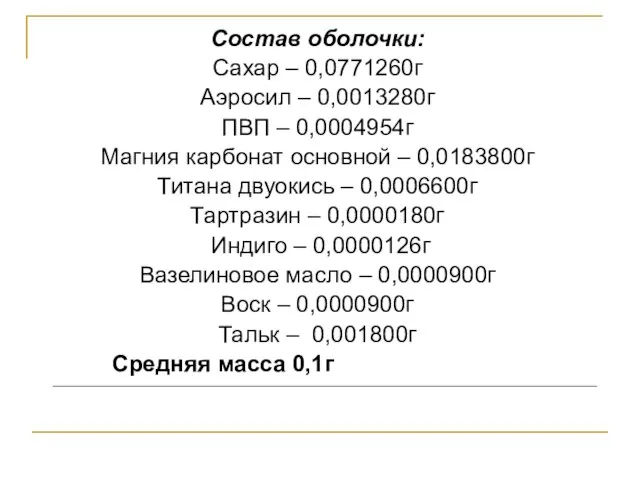
- 39. Состав оболочки: Сахар – 0,0771260г Аэросил – 0,0013280г ПВП – 0,0004954г Магния карбонат основной – 0,0183800г
- 40. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ТАБЛЕТОК РАУНАТИНА Отвешивание ВР.2.1. Измельчение Просеивание Санитарная обработка производства (помещения, оборудование, персонал) Получение
- 41. Таблетки для регенерации Потери Прочность на истираемость Фасовка в первичную упаковку Упаковка в коробки Маркировка коробок
- 42. Драже
- 43. Драже Твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного наслаивания (дражирования) ЛВ и ВВ на
- 44. Драже Достоинства: В виде драже выпускают трудно таблетируемые ЛВ Драже позволяет скрыть неприятный вкус ЛВ Уменьшить
- 45. Дражировочная машина (котел, обдуктор) Промышленное производство драже осуществляется в дражировочных котлах Дражировочная машина состоит: - станины
- 46. ВР 1.3. Санитарная подготовка технологической одежды ВР 1.4. Подготовка воздуха ВР 2.1. Взвешивание или отмеривание ЛВ
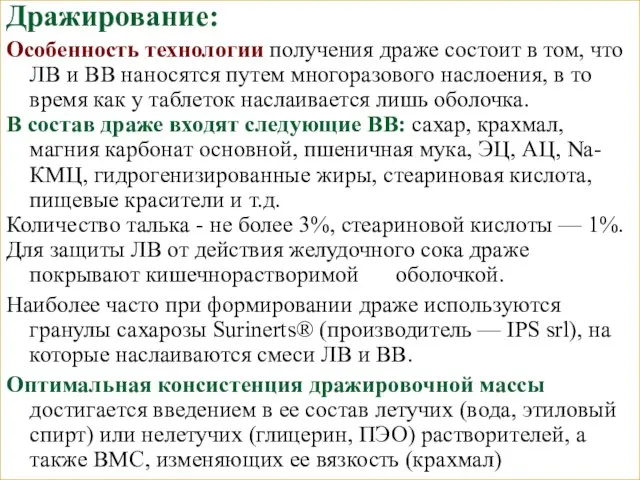
- 47. Дражирование: Особенность технологии получения драже состоит в том, что ЛВ и ВВ наносятся путем многоразового наслоения,
- 48. Для получения хорошего глянца существенное значение имеет температура и относительная влажность воздуха в помещении, где производится
- 49. ФСП «ДРАЖЕ» 1. Название препарата на русском языке 2. МНН на русском языке 3. Состав 4.
- 50. Микродраже – гранулы, покрытые пленками ВМС с целью пролонгирования действия. Способы получения микродраже: нанесение смеси ЛВ
- 51. Перспективы развития таблеток 1. Многослойные таблетки: сочетания ЛВ несовместимых по физико-химическим свойствам, пролонгированное действие ЛВ регуляция
- 52. 2. Каркасные таблетки (или таблетки с нерастворимым скелетом) – для их получения используют ВВ, образующие сетчатую
- 53. Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и неорганические. Гидрофильные матрицы – из
- 55. Скачать презентацию
ЦЕЛИ И ВИДЫ НАНЕСЕНИЯ ОБОЛОЧЕК НА ТАБЛЕТКИ
Цели покрытия таблеток оболочками:
Придать таблеткам
ЦЕЛИ И ВИДЫ НАНЕСЕНИЯ ОБОЛОЧЕК НА ТАБЛЕТКИ
Цели покрытия таблеток оболочками:
Придать таблеткам
Пролонгировать терапевтическое действие лекарственных веществ в таблетках.
Защитить лекарственные вещества в таблетках
Пролонгировать терапевтическое действие лекарственных веществ в таблетках.
Защитить лекарственные вещества в таблетках
Прессованные покрытия
– это сухие покрытия, наносимые на таблетки путем прессования на
Прессованные покрытия
– это сухие покрытия, наносимые на таблетки путем прессования на
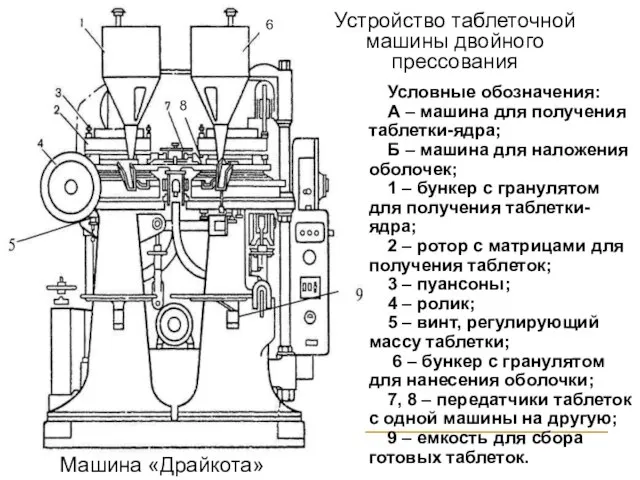
Машина «Драйкота»
Устройство таблеточной машины двойного прессования
Условные обозначения:
А – машина для
Машина «Драйкота»
Устройство таблеточной машины двойного прессования
Условные обозначения:
А – машина для
Машина представляет собой сдвоенный агрегат, состоящий из двух роторов.
На первом
Машина представляет собой сдвоенный агрегат, состоящий из двух роторов.
На первом

Процесс нанесения на таблетки прессованных покрытий
Условные обозначения:
1 – наполнение матрицы гранулятом
Процесс нанесения на таблетки прессованных покрытий
Условные обозначения:
1 – наполнение матрицы гранулятом
Недостатками метода получения прессованного покрытия являются:
1. Образование трещин в прессованной оболочке
Недостатками метода получения прессованного покрытия являются:
1. Образование трещин в прессованной оболочке
Таблетки Аминазина 0,01г, покрытые
оболочкой, для детей
Состав на 1 таблетку:
Аминазина
оболочкой, для детей
Состав на 1 таблетку:
Аминазина

Состав оболочки:
Молочный сахар – 0,103980 г
Крахмал картофельный – 0,03903 г
Тальк –
Состав оболочки:
Молочный сахар – 0,103980 г
Крахмал картофельный – 0,03903 г
Тальк –
Пленочные покрытия
Пленочные покрытия - это покрытия, образуемые путем нанесения на
Пленочные покрытия
Пленочные покрытия - это покрытия, образуемые путем нанесения на
Преимущества пленочных покрытий:
возможность избирательной растворимости таблеток в желудке или кишечнике;
регулирование
Преимущества пленочных покрытий:
возможность избирательной растворимости таблеток в желудке или кишечнике;
регулирование
Требования к пленкообразующим веществам
1. Полная безопасность для организма.
2. Химическая индифферентность.
3. Доступность.
4.
Требования к пленкообразующим веществам
1. Полная безопасность для организма.
2. Химическая индифферентность.
3. Доступность.
4.
Пленочные покрытия
Водорастворимые покрытия защищают от механических повреждений, но не предохраняют от
Пленочные покрытия
Водорастворимые покрытия защищают от механических повреждений, но не предохраняют от

Пленочные покрытия
Нерастворимые покрытия – основная задача покрытия- защита от мех. Повреждения,
Пленочные покрытия
Нерастворимые покрытия – основная задача покрытия- защита от мех. Повреждения,

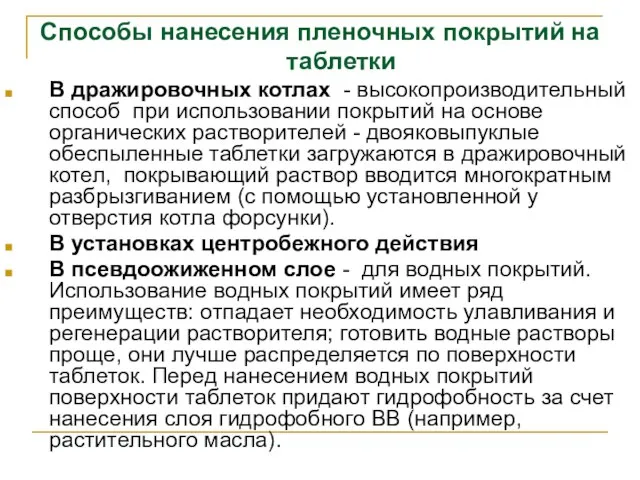
Способы нанесения пленочных покрытий на таблетки
В дражировочных котлах - высокопроизводительный способ
Способы нанесения пленочных покрытий на таблетки
В дражировочных котлах - высокопроизводительный способ
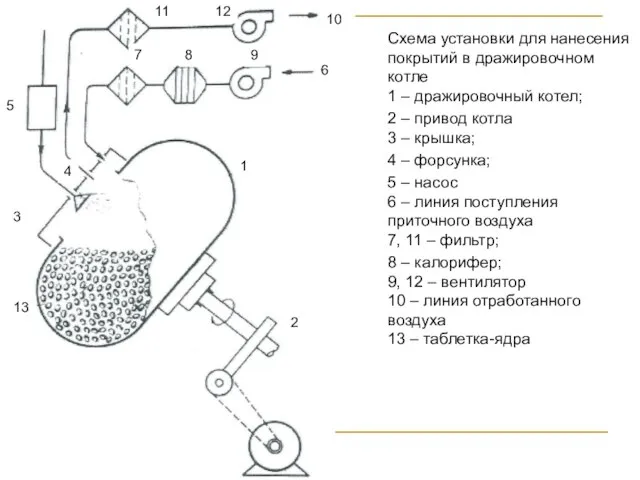
Схема установки для нанесения покрытий в дражировочном котле
1 – дражировочный котел;
Схема установки для нанесения покрытий в дражировочном котле 1 – дражировочный котел;
3
8
4
1
2
6
11
10
9
7
14
12
Инертный газ
Конденсат
Вакуум
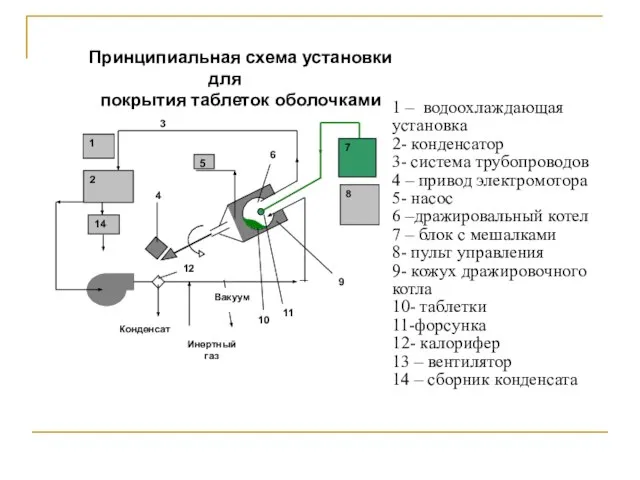
Принципиальная схема установки для
покрытия таблеток оболочками
1 – водоохлаждающая установка
2-
3
8
4
1
2
6
11
10
9
7
14
12
Инертный газ
Конденсат
Вакуум
Принципиальная схема установки для
покрытия таблеток оболочками
1 – водоохлаждающая установка
2-
В производстве для нанесения пленочных покрытий на основе органических растворителей применяют
В производстве для нанесения пленочных покрытий на основе органических растворителей применяют

Внешний вид установки для покрытия таблеток оболочками в кипящем слое
Внешний вид установки для покрытия таблеток оболочками в кипящем слое
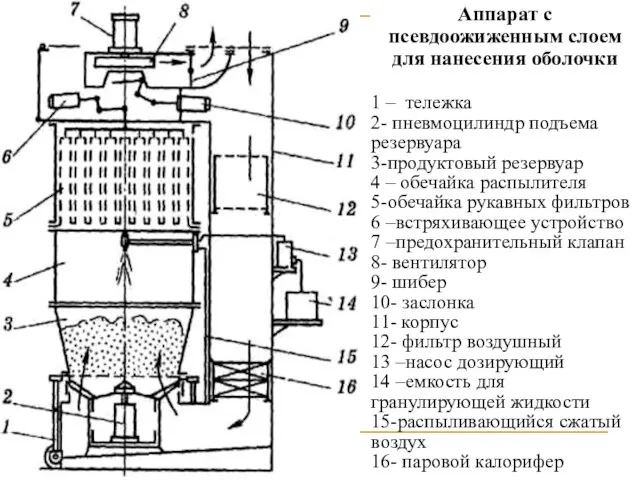
Аппарат с псевдоожиженным слоем для нанесения оболочки
1 – тележка
2- пневмоцилиндр
Аппарат с псевдоожиженным слоем для нанесения оболочки
1 – тележка
2- пневмоцилиндр
Для нанесения покрытия в псевдоожиженном слое используется установка, конструкция которой
Для нанесения покрытия в псевдоожиженном слое используется установка, конструкция которой
Дражированное (от франц. dragee — нанесение сахарной оболочки) покрытие — это
Дражированное (от франц. dragee — нанесение сахарной оболочки) покрытие — это
ДРАЖИРОВАННЫЕ ПОКРЫТИЯ
Основное назначение дражированных оболочек:
улучшение внешнего вида таблеток;
защита таблеток от внешних
ДРАЖИРОВАННЫЕ ПОКРЫТИЯ
Основное назначение дражированных оболочек:
улучшение внешнего вида таблеток;
защита таблеток от внешних
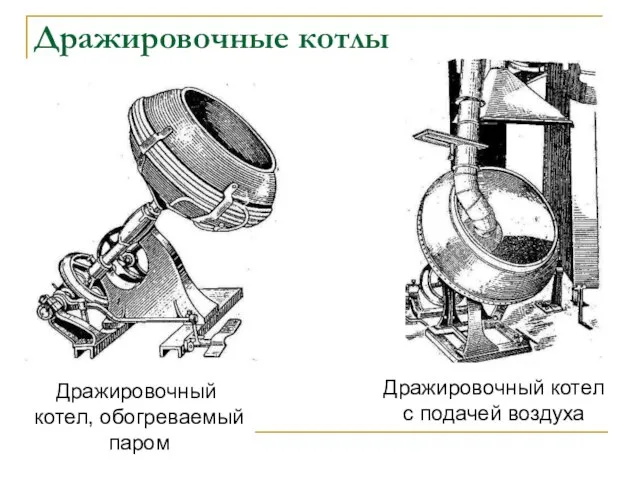
Дражировочные котлы
Дражировочный
котел, обогреваемый
паром
Дражировочный котел с подачей воздуха
Дражировочные котлы
Дражировочный
котел, обогреваемый
паром
Дражировочный котел с подачей воздуха
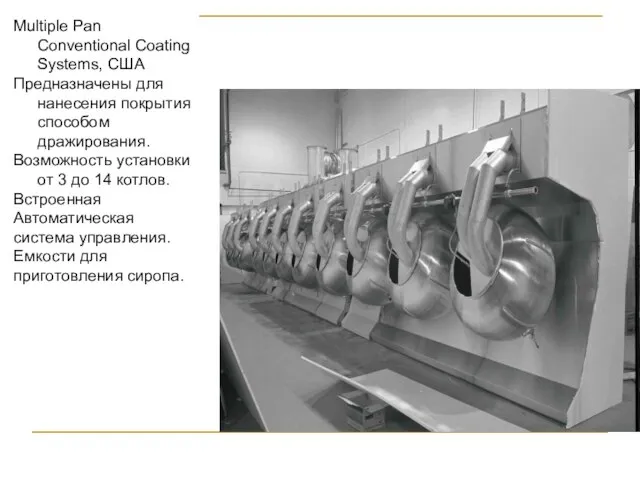
Multiple Pan Conventional Coating Systems, США
Предназначены для нанесения покрытия способом
Multiple Pan Conventional Coating Systems, США
Предназначены для нанесения покрытия способом
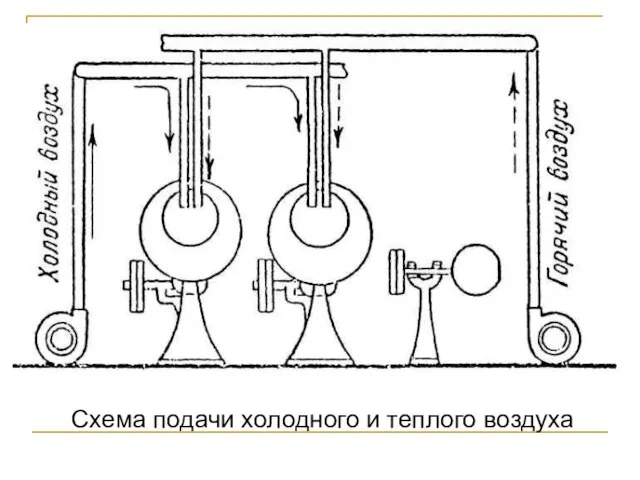
Схема подачи холодного и теплого воздуха
Схема подачи холодного и теплого воздуха
Дражировочные котлы или абдукторы имеют три формы: шарообразной, эллипсоидной и грушевидной.
Дражировочные котлы или абдукторы имеют три формы: шарообразной, эллипсоидной и грушевидной.
СТАДИИ ПРОЦЕССА ДРАЖИРОВАНИЯ
Грунтовка (обволакивание).
Тестовка (наслаивание).
Шлифовка (сглаживание или полировка).
Глянцовка (глянцевание).
СТАДИИ ПРОЦЕССА ДРАЖИРОВАНИЯ
Грунтовка (обволакивание).
Тестовка (наслаивание).
Шлифовка (сглаживание или полировка).
Глянцовка (глянцевание).
Нанесение сахарной оболочки осуществляется в воде, и ядро таблетки соприкасается с
Нанесение сахарной оболочки осуществляется в воде, и ядро таблетки соприкасается с
Раствор содержит в основе своей сахарозу (сахарный сироп 64-70% концентрации) и
Раствор содержит в основе своей сахарозу (сахарный сироп 64-70% концентрации) и
После того, как таблетка достигла необходимой формы, поверхность ее остается неровной.
Состав дражировочной суспензии
В настоящее время широко внедряется суспензионный метод дражирования.
Сочетание
Состав дражировочной суспензии
В настоящее время широко внедряется суспензионный метод дражирования.
Сочетание

В таких условиях образуются мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей
В таких условиях образуются мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей
Типовая схема нанесения дражированного покрытия
на таблетки
Типовая схема нанесения дражированного покрытия
на таблетки
Типовая схема нанесения дражированного покрытия на таблетки
Условные обозначения:
1 - двояковыпуклые
Типовая схема нанесения дражированного покрытия на таблетки
Условные обозначения:
1 - двояковыпуклые
Таблетки Раунатина 0,002 г, покрытые оболочкой методом дражирования
Состав на 1 таблетку
Таблетки Раунатина 0,002 г, покрытые оболочкой методом дражирования
Состав на 1 таблетку
Состав оболочки:
Сахар – 0,0771260г
Аэросил – 0,0013280г
ПВП – 0,0004954г
Магния карбонат основной –
Состав оболочки:
Сахар – 0,0771260г
Аэросил – 0,0013280г
ПВП – 0,0004954г
Магния карбонат основной –
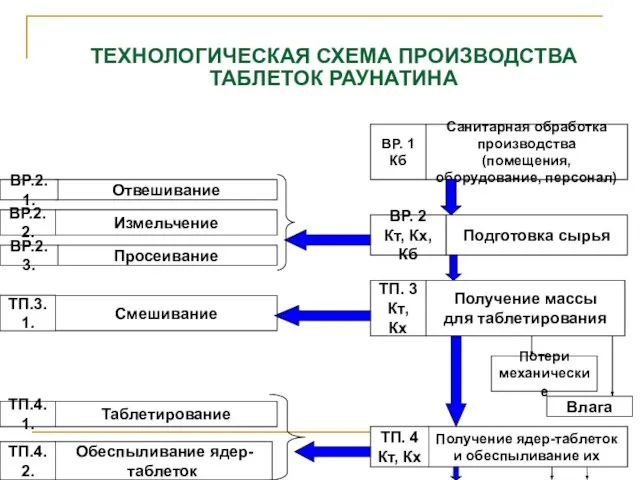
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ТАБЛЕТОК РАУНАТИНА
Отвешивание
ВР.2.1.
Измельчение
Просеивание
Санитарная обработка
производства (помещения,
оборудование, персонал)
Получение
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ТАБЛЕТОК РАУНАТИНА
Отвешивание
ВР.2.1.
Измельчение
Просеивание
Санитарная обработка
производства (помещения,
оборудование, персонал)
Получение
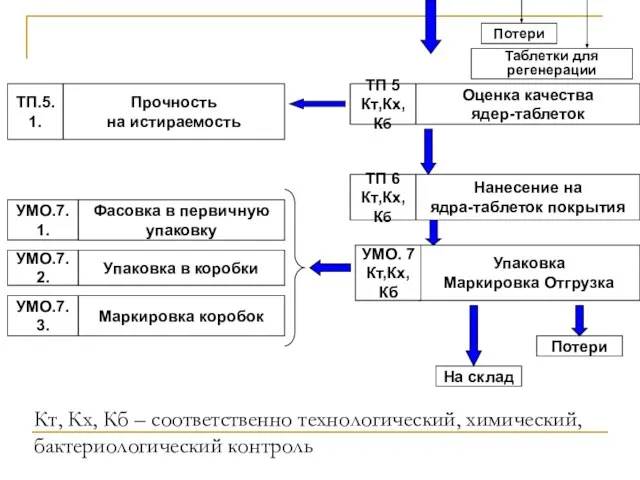
Таблетки для
регенерации
Потери
Прочность
на истираемость
Фасовка в первичную
упаковку
Упаковка
Таблетки для
регенерации
Потери
Прочность
на истираемость
Фасовка в первичную
упаковку
Упаковка
Драже
Драже
Драже
Твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного наслаивания
Драже
Твердая дозированная ЛФ для внутреннего применения, получаемая путем многократного наслаивания
Драже
Достоинства:
В виде драже выпускают трудно таблетируемые ЛВ
Драже позволяет скрыть неприятный
Драже
Достоинства:
В виде драже выпускают трудно таблетируемые ЛВ
Драже позволяет скрыть неприятный

Дражировочная машина (котел, обдуктор)
Промышленное производство драже осуществляется в дражировочных котлах
Дражировочная
Дражировочная машина (котел, обдуктор)
Промышленное производство драже осуществляется в дражировочных котлах
Дражировочная
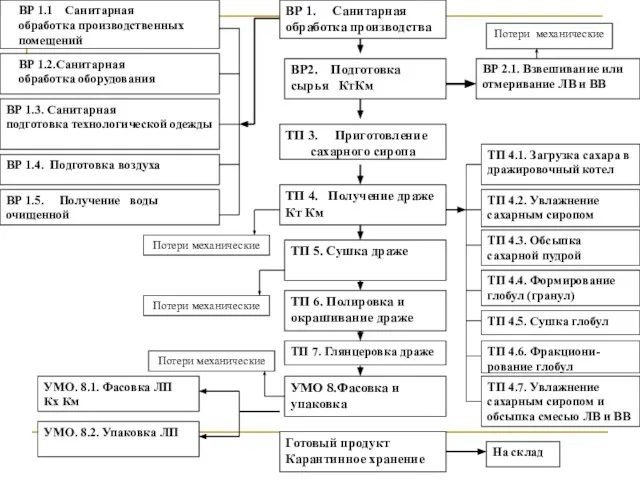
ВР 1.3. Санитарная подготовка технологической одежды
ВР 1.4. Подготовка воздуха
ВР 2.1. Взвешивание
ВР 1.3. Санитарная подготовка технологической одежды
ВР 1.4. Подготовка воздуха
ВР 2.1. Взвешивание
Дражирование:
Особенность технологии получения драже состоит в том, что ЛВ и ВВ
Дражирование:
Особенность технологии получения драже состоит в том, что ЛВ и ВВ
Для получения хорошего глянца существенное значение имеет температура и относительная влажность
Для получения хорошего глянца существенное значение имеет температура и относительная влажность
ФСП «ДРАЖЕ»
1. Название препарата на русском языке
2. МНН на русском языке
3.
ФСП «ДРАЖЕ»
1. Название препарата на русском языке
2. МНН на русском языке
3.
Микродраже – гранулы, покрытые пленками ВМС с
целью пролонгирования действия.
Способы
Микродраже – гранулы, покрытые пленками ВМС с
целью пролонгирования действия.
Способы
Перспективы развития таблеток
1. Многослойные таблетки:
сочетания ЛВ несовместимых по физико-химическим свойствам,
пролонгированное
Перспективы развития таблеток
1. Многослойные таблетки:
сочетания ЛВ несовместимых по физико-химическим свойствам,
пролонгированное

2. Каркасные таблетки (или таблетки с нерастворимым скелетом) – для
2. Каркасные таблетки (или таблетки с нерастворимым скелетом) – для
Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и
Вспомогательные вещества для образования матриц подразделяют на гидрофильные, гидрофобные, инертные и
Похожие презентации
 Здоровьесберегающие технологии
Здоровьесберегающие технологии Аменорея. Терминология. Классификация аменореи
Аменорея. Терминология. Классификация аменореи Evaluation Service dispensary patients with iron deficiency anemia
Evaluation Service dispensary patients with iron deficiency anemia Принципы лечения больных с острым коронарным синдромом
Принципы лечения больных с острым коронарным синдромом Кеуде қуысы ағзаларының травмтикалық зақымдануының сәулелік диагностикасы
Кеуде қуысы ағзаларының травмтикалық зақымдануының сәулелік диагностикасы Основы клинической онкологии
Основы клинической онкологии Пищевая микробиология. Патогены
Пищевая микробиология. Патогены Интеллект и интеллектуальная недостаточность
Интеллект и интеллектуальная недостаточность Возможности МРТ в диагностике органических изменений головного мозга при наследственных и редких врожденных заболеваниях
Возможности МРТ в диагностике органических изменений головного мозга при наследственных и редких врожденных заболеваниях Заболевания крови иммунного генеза у детей
Заболевания крови иммунного генеза у детей Алкоголизм и его влияние на развитие здоровой личности
Алкоголизм и его влияние на развитие здоровой личности Диагностика заболевания сердца
Диагностика заболевания сердца Особенности интенсивной терапии детей
Особенности интенсивной терапии детей Ановуляция и её возможные причины, особенности обмена половых гормонов
Ановуляция и её возможные причины, особенности обмена половых гормонов Диадинамотерапия - виды диадинамических токов (ДДТ)
Диадинамотерапия - виды диадинамических токов (ДДТ)
 Организация лечебно-профилактической помощи населению в условиях поликлиники
Организация лечебно-профилактической помощи населению в условиях поликлиники Медицинское страхование в Российской Федерации и за рубежом
Медицинское страхование в Российской Федерации и за рубежом  В.С. Мерлин: структура и свойства личности
В.С. Мерлин: структура и свойства личности Эндокринная система (железы внутренней секреции)
Эндокринная система (железы внутренней секреции) Анатомо-физиологические особенности строения челюстно-лицевой области у детей и подростков
Анатомо-физиологические особенности строения челюстно-лицевой области у детей и подростков Стероидный остеопороз при эндогенном гиперкортицизме
Стероидный остеопороз при эндогенном гиперкортицизме Причины нарушений развития организма
Причины нарушений развития организма Инфекционный контроль и профилактика внутрибольничных инфекций
Инфекционный контроль и профилактика внутрибольничных инфекций Тренинг. Эффективное трудоустройство
Тренинг. Эффективное трудоустройство Черепно-мозговая травма
Черепно-мозговая травма Роль медицинской сестры в профилактике атеросклероза сосудов нижних конечностей
Роль медицинской сестры в профилактике атеросклероза сосудов нижних конечностей Жүрек пен қантамырлардың балалардағы ерекшеліктері
Жүрек пен қантамырлардың балалардағы ерекшеліктері