- Статистические методы контроля и управления технологическими процессами

Содержание
- 2. Для чего это нужно?
- 3. Внешние требования и внутренние потребности по применению SPC
- 4. Один из крупных потребителей СATERPILLAR к изделиям производства ОАО «ЧАЗ» выдвигает следующие требования: Срk (Ррk) >
- 5. Реализация на ОАО «ЧАЗ» методов SPC является требованием времени Начало реализации проекта – 2004г.
- 6. Структура внедрения проекта SPC Обычной практикой внедрения методов SPC является ведущая роль в процессе специалистов технических
- 7. Организационная структура управления по внедрению проекта SPC
- 8. Организационная структура управления по внедрению проекта SPC
- 9. Организационная структура управления по внедрению проекта SPC
- 10. Этапы проекта
- 11. Распространение проекта 49 изделий 73 характеристики 113 изделий 153 характеристики 257 изделий 50% от всей номенклатуры
- 12. Ресурсы для внедрения проекта
- 13. Области применения
- 14. Введение Особенностью внедрения и применения статистических методов управления процессами в механосборочном производстве является то, что непосредственно
- 15. Особенности внедрения статистического управления процессами в механосборочном производстве
- 16. Задачи Достижение установленных количественных показа-телей стабильности (воспроизводимости) ТП Стабилизация ТП через выявление и устранение си-стематических (особых)
- 17. Особенность Выпуск качественной продукции РЕЗУЛЬТАТ: 1 Повышение степени персональной ответственности 2 Снижение потерь от НП 3
- 18. План внедрения
- 19. Планирование SPC Определение ключевых, неключевых характеристик продукции и ТП Разработка годового и ежемесячного графика анализа и
- 20. Проведение MSA Основное назначение проведения MSA состоит в экспериментальном подтверждении того, что все измерения, присутствующие в
- 21. Результаты измерений Изделие: Звено 9W3137/38 Параметр:Ø36,32+0,05
- 26. Анализ стабильности ТП Суть SPC заключается в стабилизации, т.е. в приведении в управляемое состояние хода ТП
- 27. 1 Определение обычных и особых причин, влияющих на ТП Изделие: звено ТЖ 203-22-101 Контролируемая характеристика: Ø70+0,12
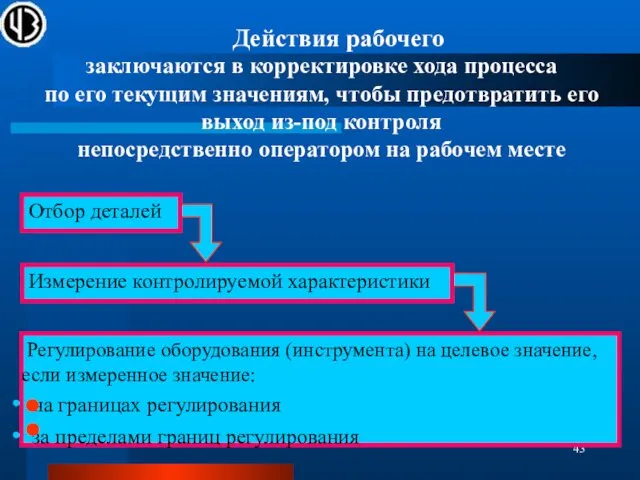
- 28. Статистическое регулирование ТП Статистическое регулирование заключается в корректировке хода процесса по его текущим значениям, чтобы предотвратить
- 29. При переходе к регулированию ТП должно быть известно Стабильность ТП (σ=const ) Факторы, влияющие на настройку
- 30. Четыре диапазонные характеристики Верхняя и нижняя границы регулирования: Целевое значение настройки оборудования (инструмента) (Со) Периодичность выборки
- 31. ВНИМАНИЕ! Способ применим, когда процесс стабилизирован и известны все обычные причины
- 32. Действия рабочего при регулировании ТП Нанесение результатов измерений на регулировочную карту Отбор деталей Измерение контролируемой характеристики
- 33. Настройка на Со Пример регулировочной карты Ср=3,029 Срк=2,998 Настройка на Со
- 34. Предлагаемая система позволяет контролировать каждый 1 час по 3 детали при выполнении технологической операции, что приводит
- 35. Инструкция по статистическому регулированию ТП
- 36. Инспекционный контроль Проводится для контроля за правильностью проведения статистического регулирования и текущего анализа стабильности ТП Сутью
- 37. Документирование процесса SPC По результатам внедрения необходимы следующие управляющие документы: Инструкция «Статистическое управление процессами в механосборочном
- 38. Обеспечение качества продукции при статистическом приемочном контроле на ОАО «ЧАЗ»
- 39. При применении СПК определяется оптимальная выборка как для рабочего, так и для контролера, исходя из изученных
- 40. Определение объема выборки Объем выборки Сигма Основано на смещении центра настройки оборудования/инструмента (Но) на определенную величину
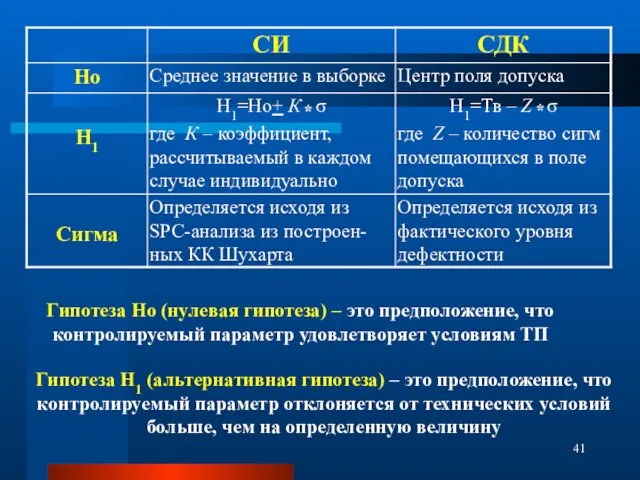
- 41. * * Гипотеза Но (нулевая гипотеза) – это предположение, что контролируемый параметр удовлетворяет условиям ТП Гипотеза
- 42. Этапы внедрения СПК при применении СИ
- 43. заключаются в корректировке хода процесса по его текущим значениям, чтобы предотвратить его выход из-под контроля непосредственно
- 44. Действия контролера при СПК Произвести отбор деталей произ-вольным образом из партии Произвести контроль характеристики на отобранных
- 45. При обработке исходных данных с помощью ПП «STATISTICA» строим план контроля Достаточно измерить 9 деталей, чтобы
- 46. Этапы внедрения СПК при применении СДК 1 Определение сигмы исходя из фактического уровня дефектности за определенный
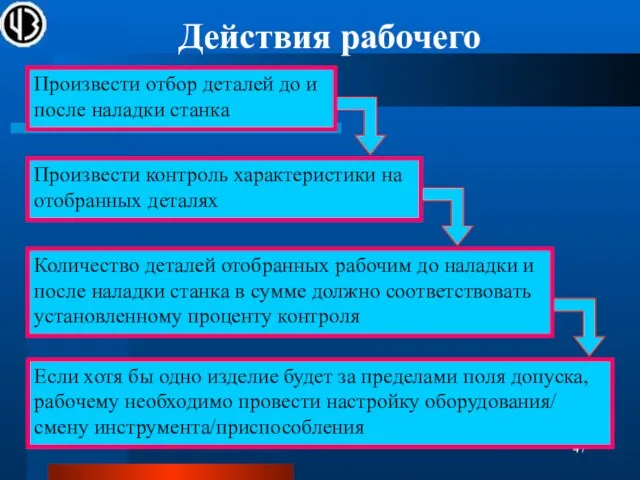
- 47. Действия рабочего Произвести отбор деталей до и после наладки станка Произвести контроль характеристики на отобранных деталях
- 48. Заключение Предлагаемый принцип применим ко всем технологическим операциям механосборочного, кузнечно-прессового, термического производств и позволяет: 1 Оптимизировать
- 49. 2 Оптимизировать численность персонала 3 Установить уровень контроля и критерии принятия решения о годности партии, основываясь
- 51. Скачать презентацию
Для чего это нужно?
Для чего это нужно?
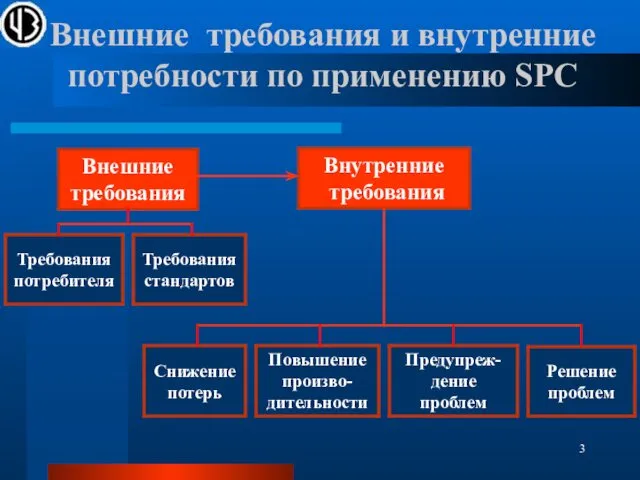
Внешние требования и внутренние потребности по применению SPC
Внешние требования и внутренние потребности по применению SPC

Один из крупных потребителей СATERPILLAR к изделиям производства ОАО «ЧАЗ» выдвигает
Один из крупных потребителей СATERPILLAR к изделиям производства ОАО «ЧАЗ» выдвигает
Реализация на ОАО «ЧАЗ» методов SPC является требованием времени
Начало реализации проекта
Реализация на ОАО «ЧАЗ» методов SPC является требованием времени
Начало реализации проекта
Структура внедрения проекта SPC
Обычной практикой внедрения методов SPC является ведущая
Структура внедрения проекта SPC
Обычной практикой внедрения методов SPC является ведущая
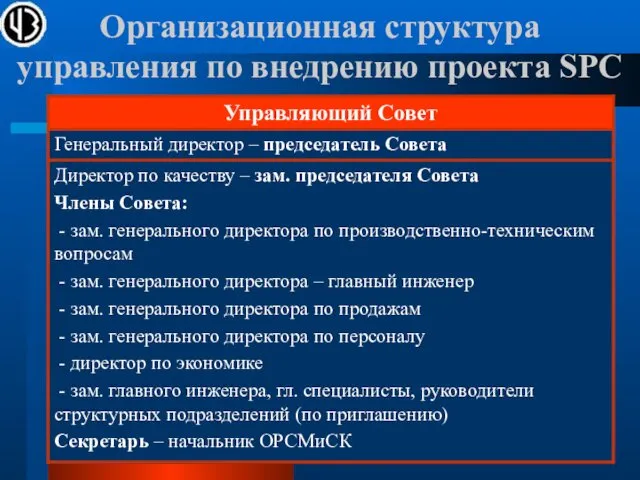
Организационная структура управления по внедрению проекта SPC
Организационная структура управления по внедрению проекта SPC
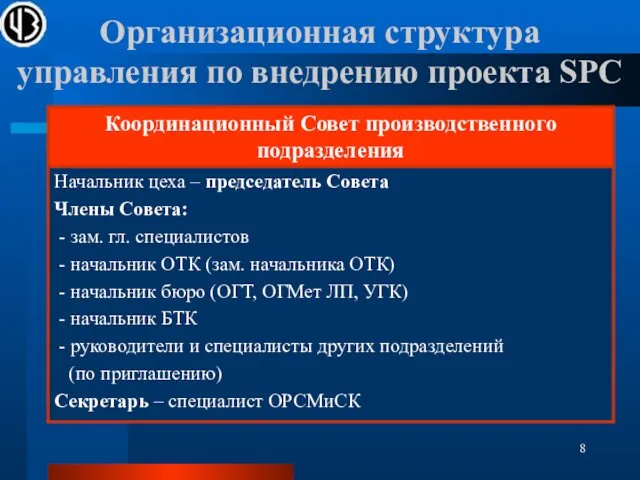
Организационная структура управления по внедрению проекта SPC
Организационная структура управления по внедрению проекта SPC
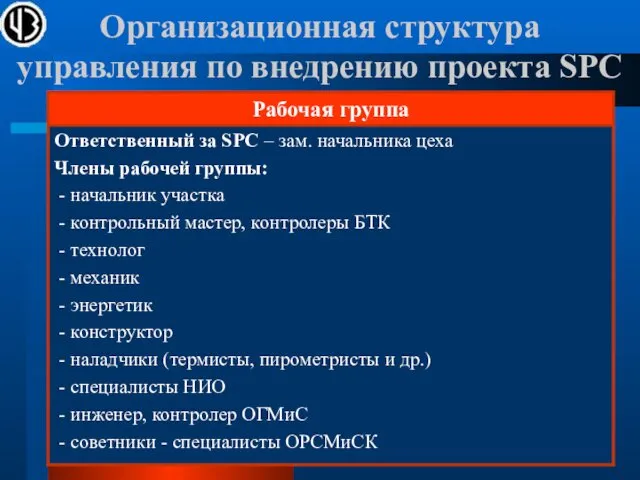
Организационная структура управления по внедрению проекта SPC
Организационная структура управления по внедрению проекта SPC
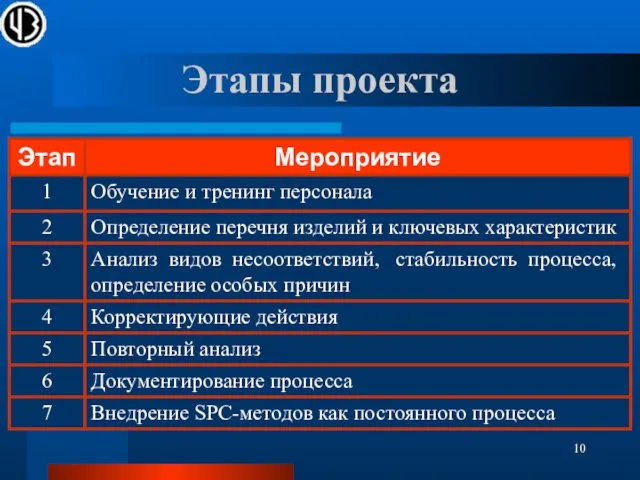
Этапы проекта
Этапы проекта
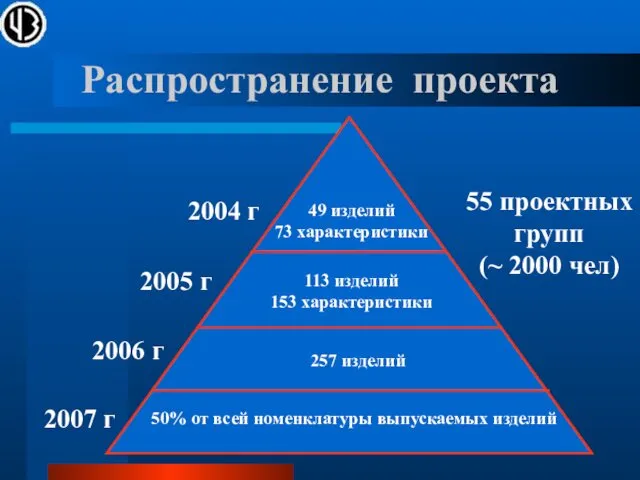
Распространение проекта
49 изделий
73 характеристики
113 изделий
153 характеристики
257 изделий
50% от всей номенклатуры
Распространение проекта
49 изделий
73 характеристики
113 изделий
153 характеристики
257 изделий
50% от всей номенклатуры
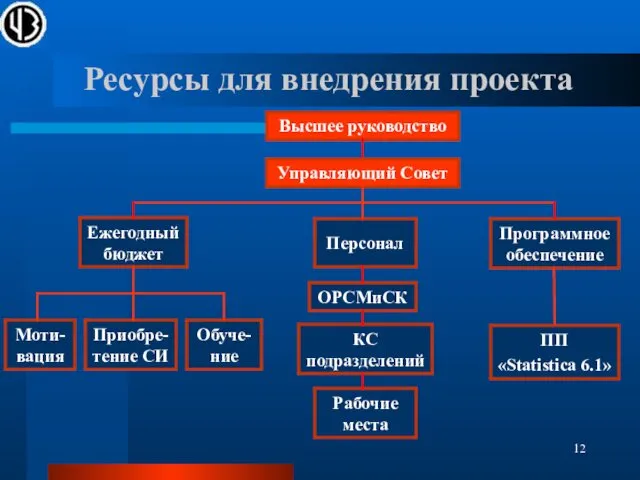
Ресурсы для внедрения проекта
Ресурсы для внедрения проекта
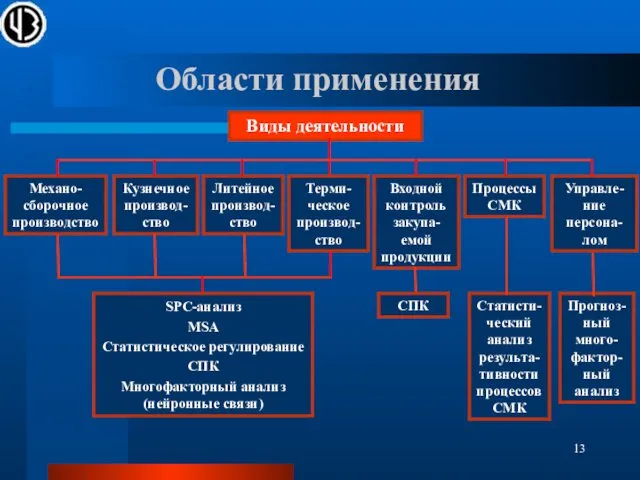
Области применения
Области применения
Введение
Особенностью внедрения и применения статистических методов управления процессами в механосборочном производстве
Введение
Особенностью внедрения и применения статистических методов управления процессами в механосборочном производстве

Особенности внедрения
статистического управления процессами
в механосборочном производстве
Особенности внедрения
статистического управления процессами
в механосборочном производстве
Задачи
Достижение установленных количественных показа-телей стабильности (воспроизводимости) ТП
Стабилизация ТП через выявление и
Задачи
Достижение установленных количественных показа-телей стабильности (воспроизводимости) ТП
Стабилизация ТП через выявление и
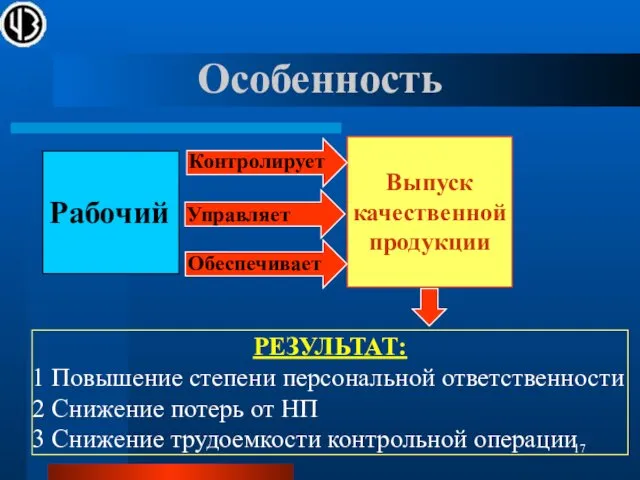
Особенность
Выпуск
качественной продукции
РЕЗУЛЬТАТ:
1 Повышение степени персональной ответственности
2 Снижение потерь от НП
3
Особенность
Выпуск
качественной продукции
РЕЗУЛЬТАТ:
1 Повышение степени персональной ответственности
2 Снижение потерь от НП
3
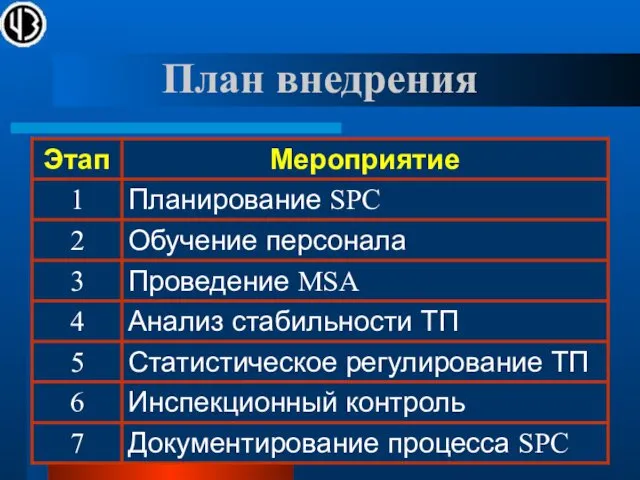
План внедрения
План внедрения
Планирование SPC
Определение ключевых, неключевых характеристик продукции и ТП
Разработка годового и
Планирование SPC
Определение ключевых, неключевых характеристик продукции и ТП
Разработка годового и

Проведение MSA
Основное назначение проведения MSA состоит в экспериментальном подтверждении того,
Проведение MSA
Основное назначение проведения MSA состоит в экспериментальном подтверждении того,
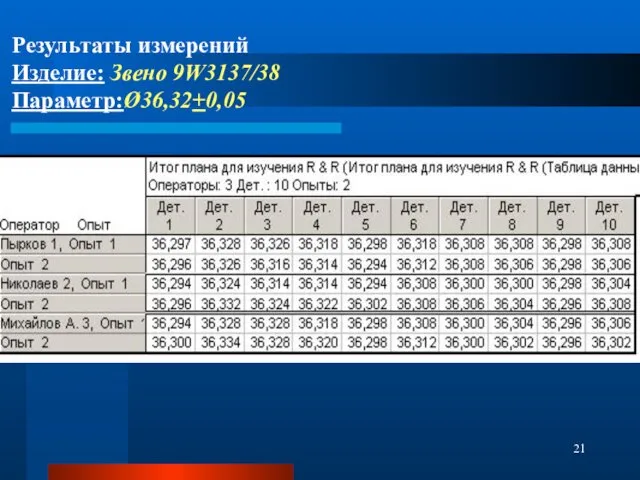
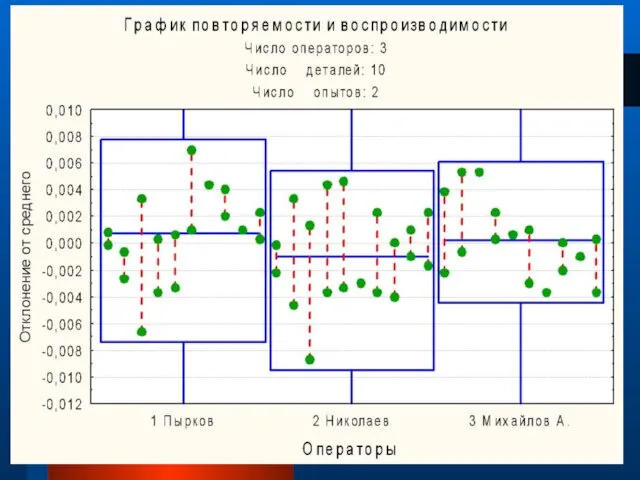
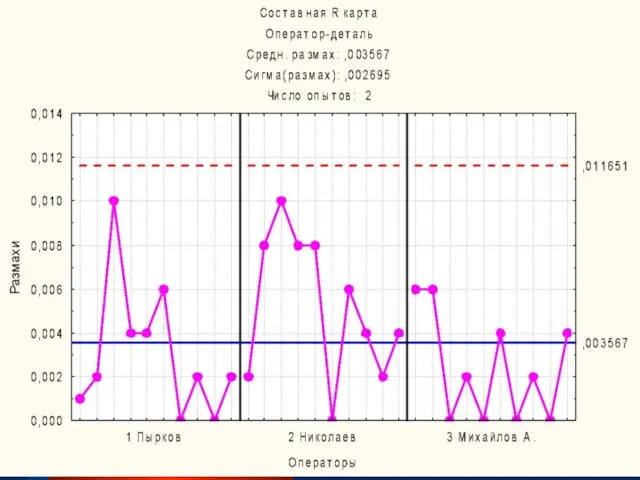
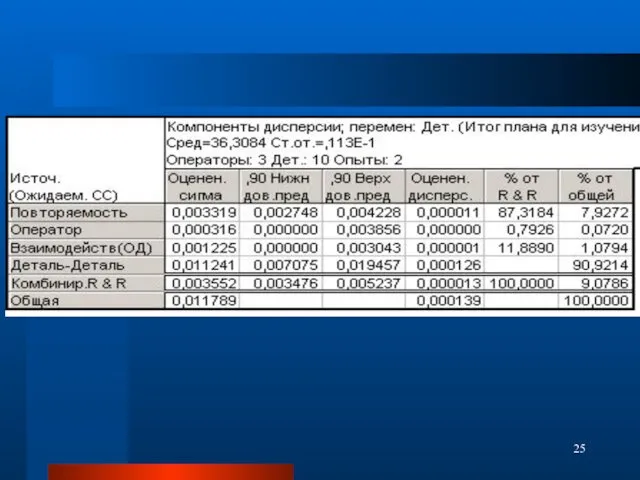
Результаты измерений
Изделие: Звено 9W3137/38
Параметр:Ø36,32+0,05
Результаты измерений
Изделие: Звено 9W3137/38
Параметр:Ø36,32+0,05

Анализ стабильности ТП
Суть SPC заключается в стабилизации, т.е. в приведении
Анализ стабильности ТП
Суть SPC заключается в стабилизации, т.е. в приведении
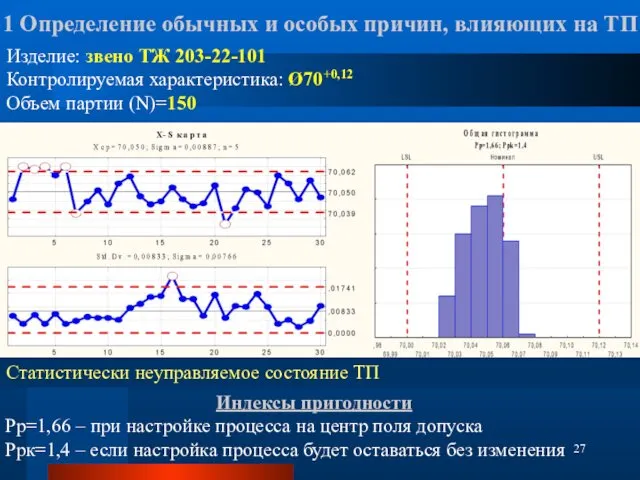
1 Определение обычных и особых причин, влияющих на ТП
Изделие: звено
1 Определение обычных и особых причин, влияющих на ТП
Изделие: звено
Статистическое регулирование ТП
Статистическое регулирование заключается в корректировке хода процесса по его
Статистическое регулирование ТП
Статистическое регулирование заключается в корректировке хода процесса по его
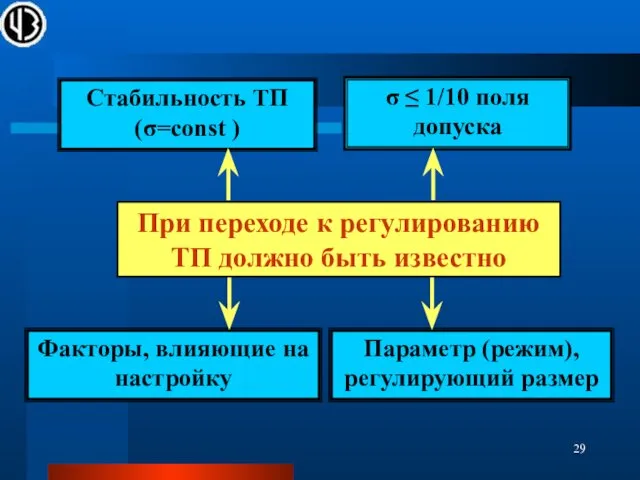
При переходе к регулированию ТП должно быть известно
Стабильность ТП (σ=const )
Факторы,
При переходе к регулированию ТП должно быть известно
Стабильность ТП (σ=const )
Факторы,
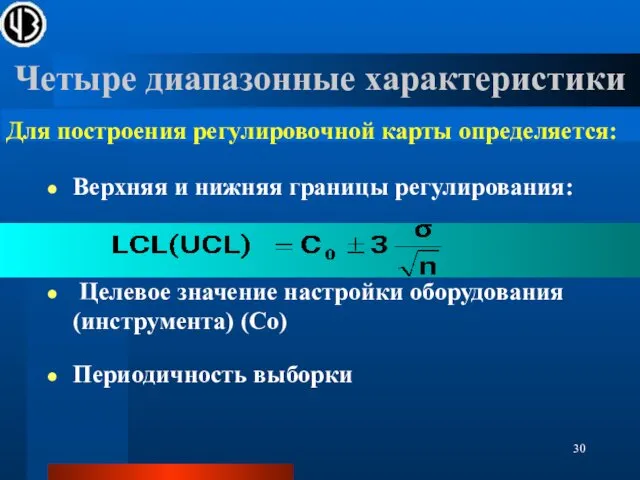
Четыре диапазонные характеристики
Верхняя и нижняя границы регулирования:
Целевое значение настройки оборудования (инструмента)
Четыре диапазонные характеристики
Верхняя и нижняя границы регулирования:
Целевое значение настройки оборудования (инструмента)
ВНИМАНИЕ!
Способ применим, когда процесс стабилизирован и известны все
обычные причины
ВНИМАНИЕ!
Способ применим, когда процесс стабилизирован и известны все
обычные причины
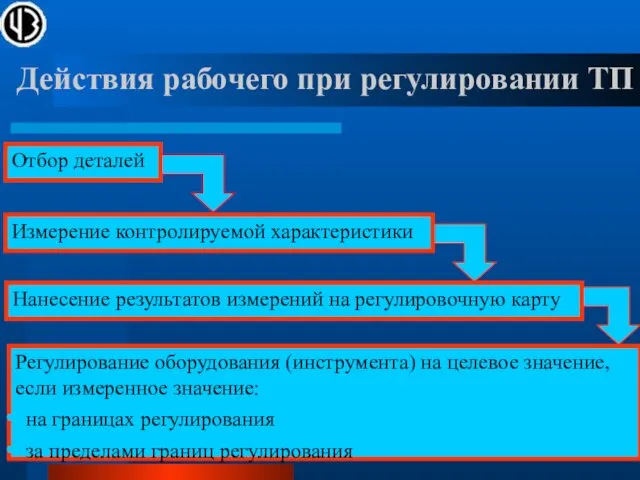
Действия рабочего при регулировании ТП
Нанесение результатов измерений на регулировочную карту
Отбор
Действия рабочего при регулировании ТП
Нанесение результатов измерений на регулировочную карту
Отбор

Настройка на Со
Пример регулировочной карты
Ср=3,029 Срк=2,998
Настройка на Со
Настройка на Со
Пример регулировочной карты
Ср=3,029 Срк=2,998
Настройка на Со
Предлагаемая система позволяет контролировать каждый 1 час по 3 детали при
Предлагаемая система позволяет контролировать каждый 1 час по 3 детали при
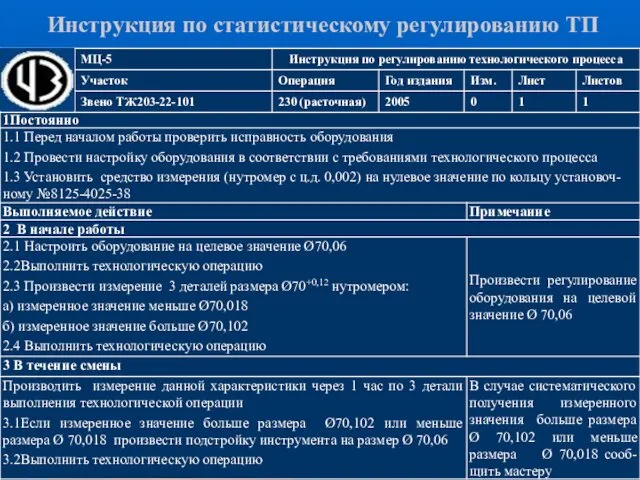
Инструкция по статистическому регулированию ТП
Инструкция по статистическому регулированию ТП
Инспекционный контроль
Проводится для контроля за правильностью
проведения статистического регулирования
и текущего анализа
Инспекционный контроль
Проводится для контроля за правильностью
проведения статистического регулирования
и текущего анализа
Документирование процесса SPC
По результатам внедрения необходимы следующие управляющие документы:
Инструкция «Статистическое
Документирование процесса SPC
По результатам внедрения необходимы следующие управляющие документы:
Инструкция «Статистическое
Обеспечение качества продукции при статистическом приемочном контроле на ОАО «ЧАЗ»
Обеспечение качества продукции при статистическом приемочном контроле на ОАО «ЧАЗ»
При применении СПК определяется
оптимальная выборка
как для рабочего, так и
При применении СПК определяется
оптимальная выборка
как для рабочего, так и
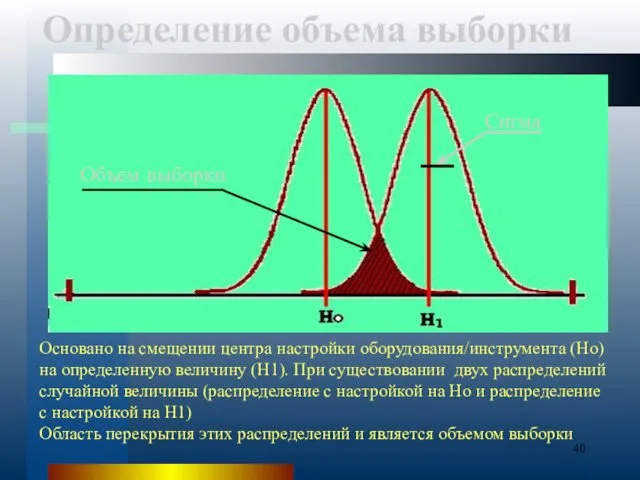
Определение объема выборки
Объем выборки
Сигма
Основано на смещении центра настройки оборудования/инструмента (Но) на
Определение объема выборки
Объем выборки
Сигма
Основано на смещении центра настройки оборудования/инструмента (Но) на
*
*
Гипотеза Но (нулевая гипотеза) – это предположение, что контролируемый параметр удовлетворяет
*
*
Гипотеза Но (нулевая гипотеза) – это предположение, что контролируемый параметр удовлетворяет
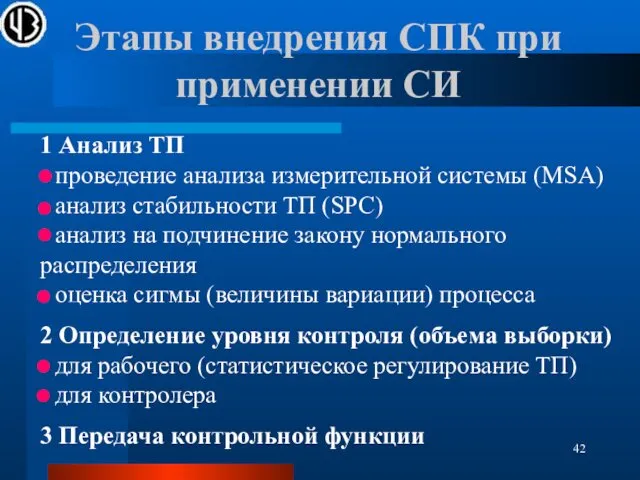
Этапы внедрения СПК при применении СИ
Этапы внедрения СПК при применении СИ
заключаются в корректировке хода процесса
по его текущим значениям, чтобы предотвратить
заключаются в корректировке хода процесса
по его текущим значениям, чтобы предотвратить
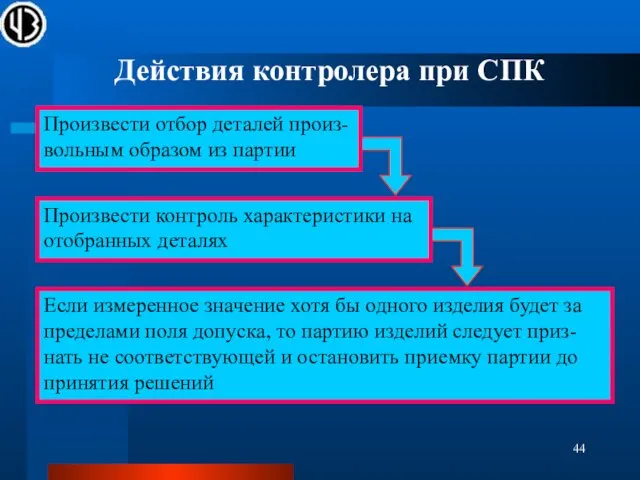
Действия контролера при СПК
Произвести отбор деталей произ-вольным образом из партии
Произвести контроль
Действия контролера при СПК
Произвести отбор деталей произ-вольным образом из партии
Произвести контроль
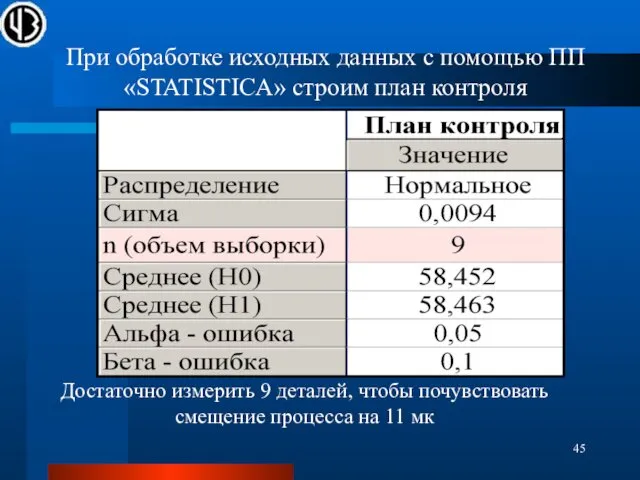
При обработке исходных данных с помощью ПП «STATISTICA» строим план контроля
При обработке исходных данных с помощью ПП «STATISTICA» строим план контроля
Этапы внедрения СПК
при применении СДК
1 Определение сигмы исходя из фактического
Этапы внедрения СПК
при применении СДК
1 Определение сигмы исходя из фактического
Действия рабочего
Произвести отбор деталей до и после наладки станка
Произвести контроль характеристики
Действия рабочего
Произвести отбор деталей до и после наладки станка
Произвести контроль характеристики
Заключение
Предлагаемый принцип применим ко всем технологическим операциям механосборочного, кузнечно-прессового, термического
Заключение
Предлагаемый принцип применим ко всем технологическим операциям механосборочного, кузнечно-прессового, термического
2 Оптимизировать численность персонала
3 Установить уровень контроля и критерии принятия решения
2 Оптимизировать численность персонала
3 Установить уровень контроля и критерии принятия решения
 Управление группой
Управление группой Категория качества и ее определения
Категория качества и ее определения Организация как сложная система
Организация как сложная система Системный подход к управлению IT-услугами
Системный подход к управлению IT-услугами Стратегический менеджмент
Стратегический менеджмент Управление организационным поведением как наука и прикладная дисциплина информационной эпохи
Управление организационным поведением как наука и прикладная дисциплина информационной эпохи Еволюція підприємства
Еволюція підприємства Три причины для изучения логистики
Три причины для изучения логистики Транспортная логистика
Транспортная логистика Работа в Leomax для тех, кому важно быть дома
Работа в Leomax для тех, кому важно быть дома Введение в менеджмент. Тема
Введение в менеджмент. Тема Конкурентоспособность предприятий общественного питания
Конкурентоспособность предприятий общественного питания Методика и методология принятия решений
Методика и методология принятия решений Ресторан
Ресторан Введение в специальность
Введение в специальность Краснодарский филиал. Закрытие 3 квартал
Краснодарский филиал. Закрытие 3 квартал Как работу по развитию разговорных навыков сделать интересной
Как работу по развитию разговорных навыков сделать интересной Коммерческая работа по организации хозяйственных связей с поставщиками товаров
Коммерческая работа по организации хозяйственных связей с поставщиками товаров Методы принятия решений
Методы принятия решений Fundamentals of quality. (Chapter 2)
Fundamentals of quality. (Chapter 2) Типовые ошибки при проведении интервью и принятий решений
Типовые ошибки при проведении интервью и принятий решений История возникновения и развития менеджмента. Основные школы менеджмента
История возникновения и развития менеджмента. Основные школы менеджмента Инновации и инновационное управление. Стратегический и инновационный менеджмент
Инновации и инновационное управление. Стратегический и инновационный менеджмент Энергоменеджмент. Тема1
Энергоменеджмент. Тема1 Система материальной мотивации продавца-консультанта
Система материальной мотивации продавца-консультанта Как проводить адаптацию персонала исходя из целей и задач компании
Как проводить адаптацию персонала исходя из целей и задач компании Стратегическое планирование в крупных транспортных компаниях России
Стратегическое планирование в крупных транспортных компаниях России Бизнес-план создания предприятия по производству строительных деталей на севере Ростовской области
Бизнес-план создания предприятия по производству строительных деталей на севере Ростовской области