- Технология производства керамзитового гравия. Пластический способ

Содержание
- 2. Керамзитовый гравий представляет собой частицы округлой формы с оплавленной поверхностью и порами внутри. В зависимости от
- 3. Керамзитовый гравий
- 4. Пластический способ применяется в случае использования наиболее широко распространенных пластичных, рыхлых глин и суглинков, содержащих свыше
- 6. При пластическом способе производства (рисунок выше) и качестве формующих машин используются дырчатые формующие или прессующие вальцы,
- 7. В результате многочисленных исследований С. П. Онацким предложена принципиальная кривая обжига показанная ниже. Весь процесс обжига
- 9. Скачать презентацию
Керамзитовый гравий представляет собой частицы округлой формы с оплавленной поверхностью и
Керамзитовый гравий представляет собой частицы округлой формы с оплавленной поверхностью и
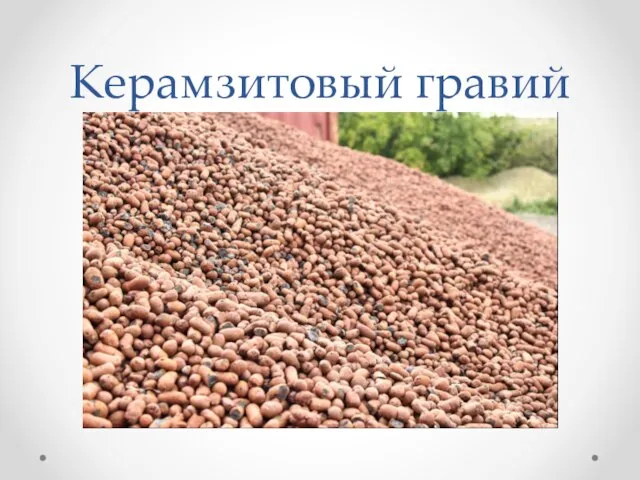
Керамзитовый гравий
Керамзитовый гравий
Пластический способ применяется в случае использования наиболее широко распространенных пластичных, рыхлых
Пластический способ применяется в случае использования наиболее широко распространенных пластичных, рыхлых
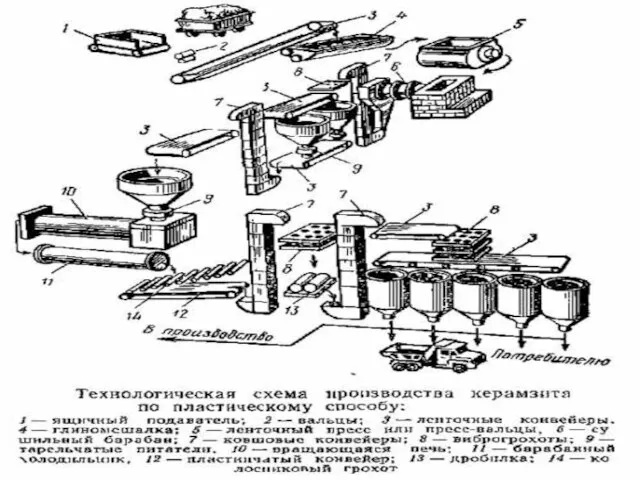
При пластическом способе производства (рисунок выше) и качестве формующих машин используются
При пластическом способе производства (рисунок выше) и качестве формующих машин используются
В результате многочисленных исследований С. П. Онацким предложена принципиальная кривая обжига
В результате многочисленных исследований С. П. Онацким предложена принципиальная кривая обжига
 Комплексные системы: отделка потолков помещений (КНАУФ)
Комплексные системы: отделка потолков помещений (КНАУФ) Шаблон презентации
Шаблон презентации Технология производства печатных плат
Технология производства печатных плат 20140312_slavyanskie_bogi
20140312_slavyanskie_bogi Анализ покрытия точки доступа на БПЛА в зоне городской застройки
Анализ покрытия точки доступа на БПЛА в зоне городской застройки ЖЕnИХ & nеВЕСТА
ЖЕnИХ & nеВЕСТА Арабо-мусульманская цивилизация
Арабо-мусульманская цивилизация Адамант Сталь
Адамант Сталь anevrizma_aorty
anevrizma_aorty Изготовление блока. Шитьё блока нитками взахват на узкой тесьме
Изготовление блока. Шитьё блока нитками взахват на узкой тесьме Морфология бөлімін қайталау. Казахский язык
Морфология бөлімін қайталау. Казахский язык Искусство 21 века
Искусство 21 века Визуализация цветника Нежное утро
Визуализация цветника Нежное утро 20170831_delenie_des._drobey_na_nat_chislo_5
20170831_delenie_des._drobey_na_nat_chislo_5 Scaled Agile Framework для команд
Scaled Agile Framework для команд Отделочные изделия из стекла
Отделочные изделия из стекла Северо-западная компания Поток
Северо-западная компания Поток 489c16c581ea9f7b29f3f3924e12f298
489c16c581ea9f7b29f3f3924e12f298 Металлорежущие станки
Металлорежущие станки Государственное бюджетное профессиональное образовательное учреждение Республики Марий Эл Марийский политехнический техникум
Государственное бюджетное профессиональное образовательное учреждение Республики Марий Эл Марийский политехнический техникум Схемы для раздела
Схемы для раздела Условия эксплуатации и техническое обслуживание шасси
Условия эксплуатации и техническое обслуживание шасси Играем с красками
Играем с красками c9e14f55cc31a118ca02bfe2f1ab489f
c9e14f55cc31a118ca02bfe2f1ab489f Нравственный закон. Десять заповедей
Нравственный закон. Десять заповедей kak_sozdat_audio-slaydy
kak_sozdat_audio-slaydy Металургія сталі. Виробництво сталі в мартенівських печах
Металургія сталі. Виробництво сталі в мартенівських печах Времена года
Времена года