- Современные методы изготовления бюгельных протезов на огнеупорной модели

Содержание
- 2. Введение В настоящее время бюгельное протезирование приобретает все большую популярность. Это связано с резким качественным скачком
- 3. Внедрение в практику литейного производства огнеупорных масс позволило производить отливки сложных конструкций протезов на керамических моделях
- 4. Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и при качественном изготовлении гарантирует получение
- 5. Рабочий и вспомогательный оттиск. Силиконовая масса «Сиэласт» - отливка двух моделей. 1) изучение в параллелометре и
- 6. После этого подготавливают модель к дублированию, для чего участки опорных зубов, имеющих ниши и в которых
- 7. Для точного переноса на огнеупорную модель мест расположения плеч кламмеров по нижнему краю каждого плеча создают
- 8. Подготовленную таким образом модель опускают на несколько минут в холодную воду для удаления воздуха из пор
- 9. Гелин НАЗНАЧЕНИЕ Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при одноэтапном изготовлении цельнолитых
- 10. Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с крышкой и ставят в водяную баню
- 12. Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к которым является оптимальное расширение модели
- 13. Представители: Силамин, Кристосил, Бюгелит Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
- 14. Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380", "Вироплюс Н" для сплава
- 15. Высвобождение огнеупорной модели из формы следует производить с большой осторожностью путем разрезания дублирующей массы. Модель сушат
- 16. Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с гипсовой на огнеупорную модель чертеж
- 17. Комплект Формодент
- 18. Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно изготовить литниково-питающую систему. Заполнив воском
- 19. Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4 раза больше восковой заготовки. Это необходимо
- 20. Различают крестовидную, крыльчатую и одноканальную литниковые системы. Крестовидную систему применяют при отливке через отверстие (главный канал)
- 21. Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают огнеупорной оболочкой и формуют в
- 22. После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас подвергают механической обработке – шлифовке
- 24. Скачать презентацию
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это
Внедрение в практику литейного производства огнеупорных масс позволило производить отливки
Внедрение в практику литейного производства огнеупорных масс позволило производить отливки
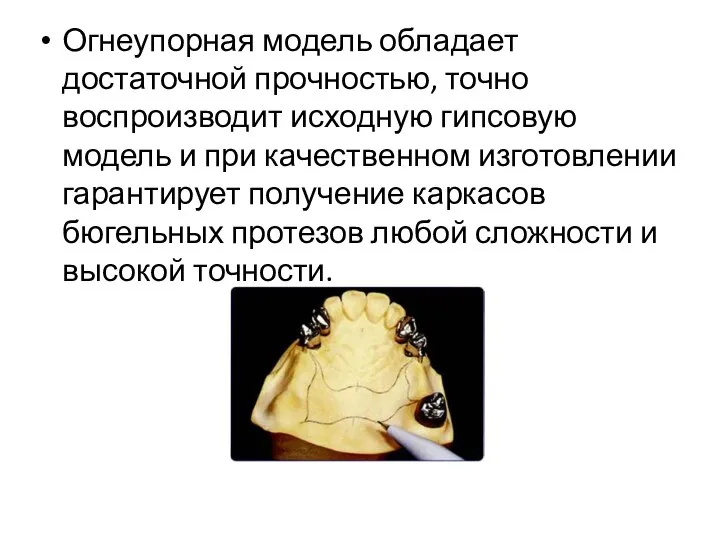
Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и
Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и
Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1)
Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1)
После этого подготавливают модель к дублированию, для чего участки опорных
После этого подготавливают модель к дублированию, для чего участки опорных
Для точного переноса на огнеупорную модель мест расположения плеч кламмеров
Для точного переноса на огнеупорную модель мест расположения плеч кламмеров
Подготовленную таким образом модель опускают на несколько минут в холодную воду
Подготовленную таким образом модель опускают на несколько минут в холодную воду
Гелин
НАЗНАЧЕНИЕ
Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при
Гелин
НАЗНАЧЕНИЕ
Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при
Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с
Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с

Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к
Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к
Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380",
Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380",
Высвобождение огнеупорной модели из формы следует производить с большой осторожностью
Высвобождение огнеупорной модели из формы следует производить с большой осторожностью
Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с
Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с

Комплект Формодент
Комплект Формодент
Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно
Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно
Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4
Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4
Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке
Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке
Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают
Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают
После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас
После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас
 Независимая оценка качества оказания услуг медицинскими организациями
Независимая оценка качества оказания услуг медицинскими организациями Диабет 2 типа
Диабет 2 типа Операционный блок хирургического отделения
Операционный блок хирургического отделения Глазные лекарственные формы
Глазные лекарственные формы Особенности логопедической работы с детьми дошкольного возраста с ринолалией
Особенности логопедической работы с детьми дошкольного возраста с ринолалией Еңбекке тәрбиелеу мен оқытуды ұйымдастыруға қойылатын талаптар
Еңбекке тәрбиелеу мен оқытуды ұйымдастыруға қойылатын талаптар Первая медицинская помощь при черепно-мозговых травмах
Первая медицинская помощь при черепно-мозговых травмах Варикозное расширение вен нижних конечностей
Варикозное расширение вен нижних конечностей Патофизиология печени
Патофизиология печени Принципи будови та функції нервової системи. Безумовні рефлекси. Система довільних рухів
Принципи будови та функції нервової системи. Безумовні рефлекси. Система довільних рухів Обида и чувство обиды
Обида и чувство обиды Современные методы комплексного лечения больных туберкулезом. Современные схемы лечения различных групп больных
Современные методы комплексного лечения больных туберкулезом. Современные схемы лечения различных групп больных Девиантное поведение. Устойчивое поведение личности, отклоняющееся от общепринятых, наиболее распространённых
Девиантное поведение. Устойчивое поведение личности, отклоняющееся от общепринятых, наиболее распространённых Иммобилизация переломов в возрастном аспекте
Иммобилизация переломов в возрастном аспекте Рассеянный склероз. Этиология и патогенез
Рассеянный склероз. Этиология и патогенез Этика и деонтология фармацевтического работника
Этика и деонтология фармацевтического работника Малыш до года. Инструкция по применению
Малыш до года. Инструкция по применению Невербальные коммуникации
Невербальные коммуникации Профилактика травматизма у детей школьного возраста. Сестринское дело
Профилактика травматизма у детей школьного возраста. Сестринское дело Коррекция кальций-фосфорного обмена у пациентов на гемодиализе
Коррекция кальций-фосфорного обмена у пациентов на гемодиализе Дифтерия у детей
Дифтерия у детей Средства, влияюшие на афферентную инервацию
Средства, влияюшие на афферентную инервацию Зачем нужна осознанность или что такое медитация
Зачем нужна осознанность или что такое медитация Введение в биохимию зубов. Биохимия межклеточного матрикса (Лекция № 1)
Введение в биохимию зубов. Биохимия межклеточного матрикса (Лекция № 1) Острый рабдомиолиз. Необычные и стертые варианты злокачественной гипертермии
Острый рабдомиолиз. Необычные и стертые варианты злокачественной гипертермии Смешанные дистрофии
Смешанные дистрофии Гепатопротекторы
Гепатопротекторы Классификация комбинированной гормональной контрацепции
Классификация комбинированной гормональной контрацепции