- Производственная логистика

Содержание
- 2. Ключевые понятия Производственная программа Объем выпуска продукции Комплектовочный график Метод планирования потребностей Толкающая (или выталкивающая) система
- 3. Вопросы Сущность и задачи производственной логистики. Системы управления материальными потоками на производстве. 2.1.Толкающая (или выталкивающая) система.
- 4. Вопрос 1 Производственная логистика - управление материальным потоком в производственном звене Производственные функции - качественное изменение
- 5. Цель любого производства - выпуск продукции в нужном количестве и нужного качества. На производственном предприятии производственные
- 6. Основными задачами логистики в производстве являются: Обеспечение производства сырьем, материалами, деталями по минимальным ценам. Расчет времени
- 7. Четкая организация логистических процессов на производстве позволяет: Сократить издержки Сократить время производственного цикла Понизить уровень запасов
- 8. Производственное планирование логистических процессов основывается на следующих основных категориях: Производственная программа - представляет схему последовательно выполняемых
- 9. Метод планирования потребностей предусматривает расчет потребности в одних материалах с учетом спроса на другие. Он показывает
- 10. Пример. Компания Colonial Clocks, Inc. производит и продает по каталогу механические часы двух видов M21 и
- 11. План продаж часов М21 и К36 на 8 недель
- 12. Информация по изделиям: Вид часов — M21 Минимальный объем производства = 600 шт. Время производства =
- 13. Часовой Механизм — R1063 Минимальное закупочное количество = 1000 шт. Время поставки Закупки = 2 недели
- 15. Таблица 1 Обеспечение продаж К36
- 16. Таблица 2 Обеспечение продаж М21
- 17. Таблица 3 План потребности в часовых механизмах R 1063
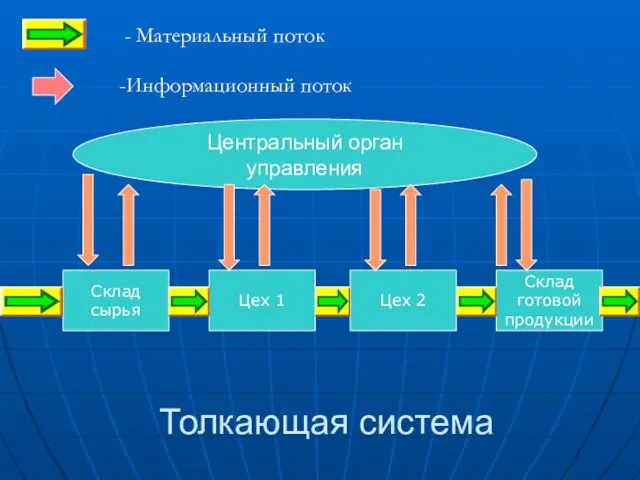
- 18. Вопрос 2 Толкающая (или выталкивающая) система представляет собой систему управления материальными потоками, в которой материальный поток
- 19. Толкающая система Склад сырья Цех 1 Цех 2 Склад готовой продукции - Материальный поток -Информационный поток
- 20. Основной недостаток системы - большой поток информации, которую должен переработать центральный орган управления и в соответствии
- 21. В конце 60-х годов крупные компании с множеством автоматизированных рабочих мест стали искать способ упростить управление
- 22. MRP - это ряд технологий, использующих данные о составе изделий и складских запасов, а также объемно-календарный
- 23. Создание этого метода совпало с массовым распространением вычислительной техники и впервые появилась возможность согласовывать и оперативно
- 24. Программный комплекс имел ряд недостатков, который не позволяет реализовать все задачи управления. Эти недостатки обусловили разработку
- 25. MRP II включает следующие функции: Планирование продаж и производства Управление спросом Составление плана производства Планирование потребностей
- 26. Тянущая (вытягивающая) система управления материальными потоками на производстве Детали и полуфабрикаты передаются с предыдущей технологической операции
- 27. Тянущая система Склад сырья Цех 1 Цех 2 Склад готовой продукции - Материальный поток -Информационный поток
- 28. КАНБАН Разработана и впервые в мире практически реализована фирмой Toyota (Япония) в 60-х годах ХХ века.
- 29. При работе по системе Канбан цех изготовитель жестко связан не общим планом, а конкретным заказом цеха
- 30. Принцип Точно во время (Just-In-Time JIT) Основная концепция – сокращение временного цикла : Сырье, детали –
- 31. Принцип Точно во время (JIT) - Преимущества Сокращение Производственных запасов Складских площадей Издержек на хранение Количества
- 32. ПРИМЕР Rank Xerox (Xerox Europe) совместное предприятие Xerox corporation and Britain’s Rank corporation Применила в 1980
- 34. Скачать презентацию
Ключевые понятия
Производственная программа
Объем выпуска продукции
Комплектовочный график
Метод планирования
Ключевые понятия
Производственная программа
Объем выпуска продукции
Комплектовочный график
Метод планирования
Вопросы
Сущность и задачи производственной логистики.
Системы управления материальными потоками на производстве.
Вопросы
Сущность и задачи производственной логистики.
Системы управления материальными потоками на производстве.
Вопрос 1
Производственная логистика - управление материальным потоком в производственном звене
Производственные функции
Вопрос 1
Производственная логистика - управление материальным потоком в производственном звене
Производственные функции
Цель любого производства - выпуск продукции в нужном количестве и
Цель любого производства - выпуск продукции в нужном количестве и
Основными задачами логистики в производстве являются:
Обеспечение производства сырьем, материалами, деталями
Основными задачами логистики в производстве являются:
Обеспечение производства сырьем, материалами, деталями
Четкая организация логистических процессов на производстве позволяет:
Сократить издержки
Сократить время производственного цикла
Понизить
Четкая организация логистических процессов на производстве позволяет:
Сократить издержки
Сократить время производственного цикла
Понизить
Производственное планирование логистических процессов основывается на следующих основных категориях:
Производственная программа -
Производственное планирование логистических процессов основывается на следующих основных категориях:
Производственная программа -
Метод планирования потребностей предусматривает расчет потребности в одних материалах с учетом
Метод планирования потребностей предусматривает расчет потребности в одних материалах с учетом
Пример.
Компания Colonial Clocks, Inc. производит и продает по каталогу
Пример.
Компания Colonial Clocks, Inc. производит и продает по каталогу
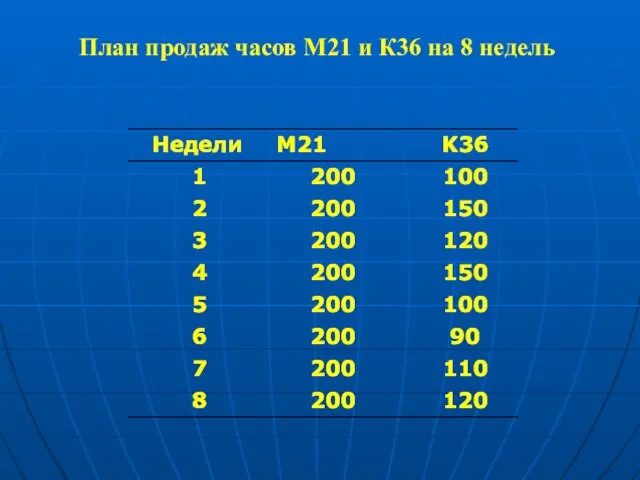
План продаж часов М21 и К36 на 8 недель
План продаж часов М21 и К36 на 8 недель
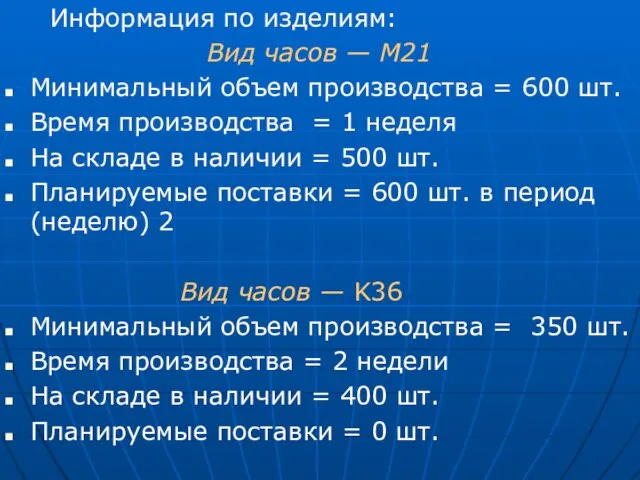
Информация по изделиям:
Вид часов — M21
Минимальный объем производства =
Информация по изделиям:
Вид часов — M21
Минимальный объем производства =
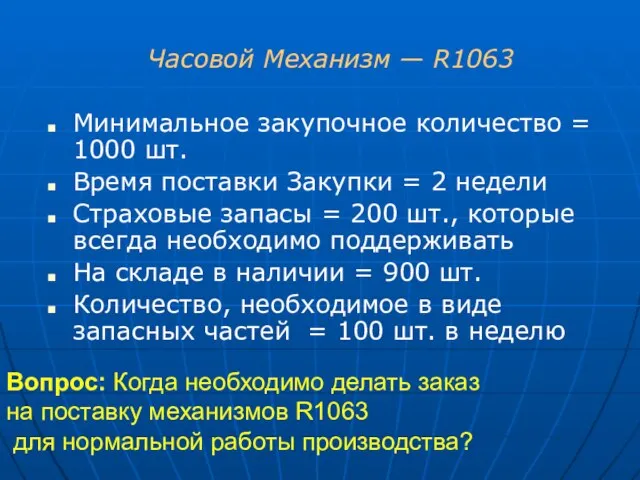
Часовой Механизм — R1063
Минимальное закупочное количество = 1000 шт.
Время поставки Закупки
Часовой Механизм — R1063
Минимальное закупочное количество = 1000 шт.
Время поставки Закупки
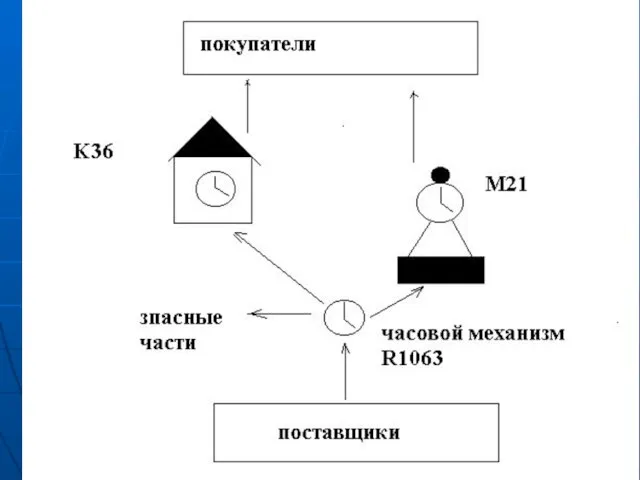
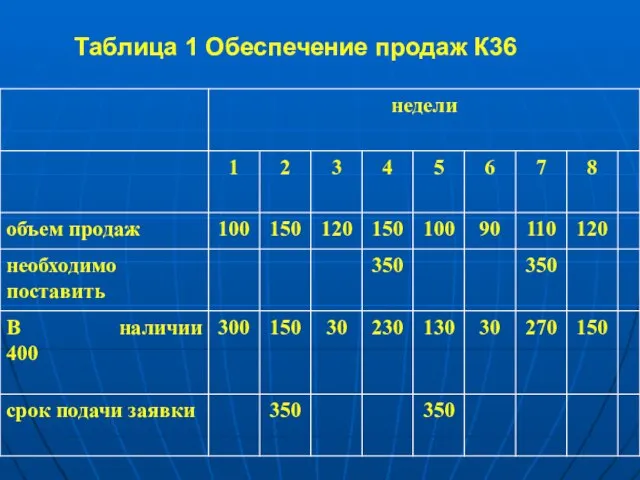
Таблица 1 Обеспечение продаж К36
Таблица 1 Обеспечение продаж К36

Таблица 2 Обеспечение продаж М21
Таблица 2 Обеспечение продаж М21
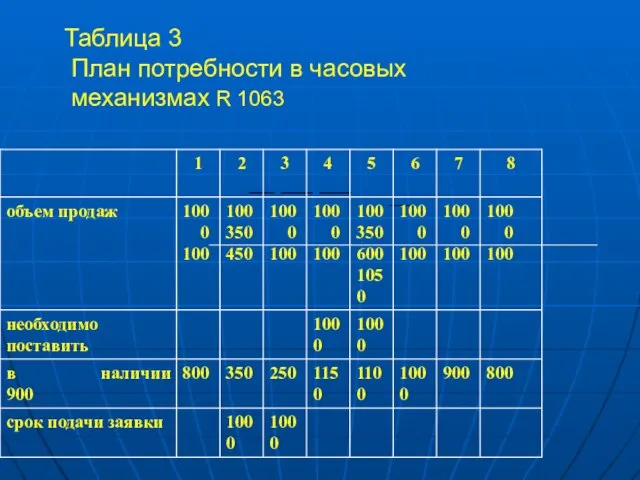
Таблица 3
План потребности в часовых
механизмах R 1063
Таблица 3
План потребности в часовых
механизмах R 1063
Вопрос 2
Толкающая (или выталкивающая) система представляет собой систему управления материальными
Вопрос 2
Толкающая (или выталкивающая) система представляет собой систему управления материальными
Толкающая система
Склад сырья
Цех 1
Цех 2
Склад готовой
продукции
- Материальный поток
-Информационный поток
Центральный орган управления
Толкающая система
Склад сырья
Цех 1
Цех 2
Склад готовой
продукции
- Материальный поток
-Информационный поток
Центральный орган управления
Основной недостаток системы - большой поток информации, которую должен переработать центральный
Основной недостаток системы - большой поток информации, которую должен переработать центральный

В конце 60-х годов крупные компании с множеством автоматизированных рабочих мест
В конце 60-х годов крупные компании с множеством автоматизированных рабочих мест
MRP - это ряд технологий, использующих данные о составе изделий и
MRP - это ряд технологий, использующих данные о составе изделий и
Создание этого метода совпало с массовым распространением вычислительной техники и впервые
Создание этого метода совпало с массовым распространением вычислительной техники и впервые
Программный комплекс имел ряд недостатков, который не позволяет реализовать все задачи
Программный комплекс имел ряд недостатков, который не позволяет реализовать все задачи
MRP II включает следующие функции:
Планирование продаж и производства
Управление спросом
Составление
MRP II включает следующие функции:
Планирование продаж и производства
Управление спросом
Составление
Тянущая (вытягивающая) система управления материальными потоками на производстве
Детали и полуфабрикаты передаются
Тянущая (вытягивающая) система управления материальными потоками на производстве
Детали и полуфабрикаты передаются
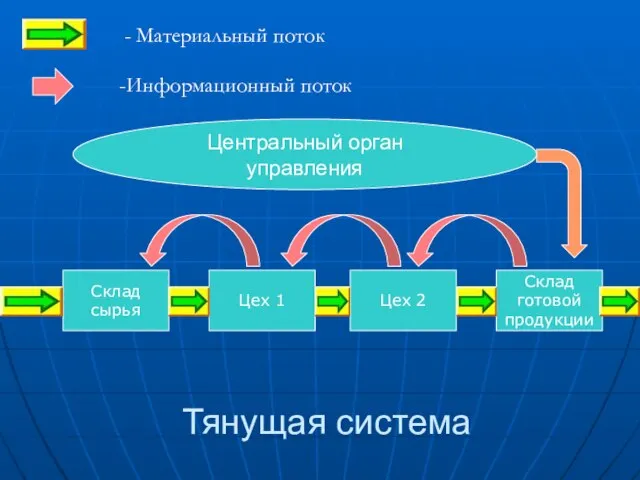
Тянущая система
Склад сырья
Цех 1
Цех 2
Склад готовой
продукции
- Материальный поток
-Информационный поток
Центральный орган управления
Тянущая система
Склад сырья
Цех 1
Цех 2
Склад готовой
продукции
- Материальный поток
-Информационный поток
Центральный орган управления
КАНБАН
Разработана и впервые в мире практически реализована
фирмой Toyota (Япония) в
КАНБАН
Разработана и впервые в мире практически реализована
фирмой Toyota (Япония) в
При работе по системе Канбан цех изготовитель жестко связан не общим
При работе по системе Канбан цех изготовитель жестко связан не общим
Принцип Точно во время
(Just-In-Time JIT)
Основная концепция – сокращение временного цикла
Принцип Точно во время
(Just-In-Time JIT)
Основная концепция – сокращение временного цикла
Принцип Точно во время (JIT) - Преимущества
Сокращение
Производственных запасов
Складских площадей
Издержек
Принцип Точно во время (JIT) - Преимущества
Сокращение
Производственных запасов
Складских площадей
Издержек
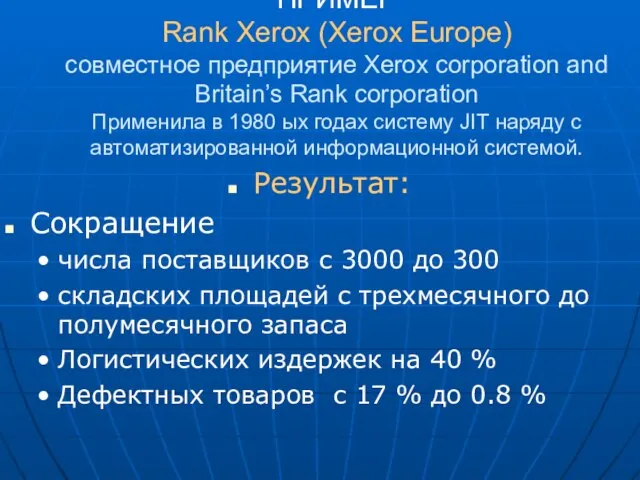
ПРИМЕР
Rank Xerox (Xerox Europe)
совместное предприятие Xerox corporation and Britain’s Rank corporation
Применила
ПРИМЕР Rank Xerox (Xerox Europe) совместное предприятие Xerox corporation and Britain’s Rank corporation Применила
 Самоорганизация для достижения результатов. Удаленная командная работа и поддержка. Урок 4
Самоорганизация для достижения результатов. Удаленная командная работа и поддержка. Урок 4 План недели
План недели Волгасофт:Управление по целям и KPI. Методология и программный продукт
Волгасофт:Управление по целям и KPI. Методология и программный продукт Структура филиала ЭР-телеком в г.Ижевск
Структура филиала ЭР-телеком в г.Ижевск Стратегиялық жоспар. Тиімді менеджмент стратегиясы. Стратегиялық баламаларды ондеу және талдау
Стратегиялық жоспар. Тиімді менеджмент стратегиясы. Стратегиялық баламаларды ондеу және талдау Управление проектами. Деловые игры
Управление проектами. Деловые игры Основные направления работы с клиентами в ОАО МРСК Центра
Основные направления работы с клиентами в ОАО МРСК Центра Нотация IDEF1X
Нотация IDEF1X Технология планирования карьеры
Технология планирования карьеры Цикл менеджмента
Цикл менеджмента Юридический менеджмент: ключевые понятия
Юридический менеджмент: ключевые понятия Басқару құрылымы
Басқару құрылымы Метод прогнозирования, его виды. Лекция №4
Метод прогнозирования, его виды. Лекция №4 Логистика закупок. Определение оптимального размера заказа
Логистика закупок. Определение оптимального размера заказа Модель Hofer/Schendel
Модель Hofer/Schendel Управление человеческими ресурсами: методы отбора персонала
Управление человеческими ресурсами: методы отбора персонала Мифы о мотивации
Мифы о мотивации Административные методы управления
Административные методы управления Повышение эффективности организации и прохождения государственной гражданской службы в Республике Башкортостан
Повышение эффективности организации и прохождения государственной гражданской службы в Республике Башкортостан Теория организации. Законы организации
Теория организации. Законы организации Пути повышения производительности труда на предприятии
Пути повышения производительности труда на предприятии Совершенствование системы мотивации персонала в администрации Череповецкого муниципального района
Совершенствование системы мотивации персонала в администрации Череповецкого муниципального района План матеріально-технічного забезпечення підприємства
План матеріально-технічного забезпечення підприємства Мотивация персонала на предприятии
Мотивация персонала на предприятии Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь
Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь Анализ внешнеэкономического потенциала предприятий Пензенской области (на примере ООО Корунд)
Анализ внешнеэкономического потенциала предприятий Пензенской области (на примере ООО Корунд) Итоговая экзаменационная работа. Проект Школа директоров 2015 года
Итоговая экзаменационная работа. Проект Школа директоров 2015 года Способы мотивации сотрудников
Способы мотивации сотрудников