- Молекулярно-механическое изнашивание

Содержание
- 2. Примечания: - из Ti НИКОГДА не будут делать узлы трения; - стали бывают как схватываемые, так
- 3. ОПАСНО ! - ОТЛИЧНО !
- 4. § 2. Износостойкие материалы Существуют ли износостойкие материалы? - НЕТ ! Их вообще не существует. Существуют
- 5. ? твёрдые сплавы (порошковая металлургия) карбидные частицы (80-95 % от объёма) + связка – Co (5-20
- 6. Б. Материалы, устойчивые против ударно-абразивного изнашивания должны быть и вязкими и твёрдыми 1900 г. – создание
- 7. развитие процесса: При прокатывании точки контакта смазка зажимается в трещине и рывком продвигает трещину окончание процесса:
- 8. ? зубчатые колёса - трение скольжения ? разогрев; - удар сердцевина – вязкая; поверхность – твёрдая.
- 9. § 4. Антифрикционные материалы (А.Ф.М.) «плавающая» опора особый микрорельеф поверхности высокая износостойкость (HB – max); лёгкая
- 10. А.Ф.М.
- 12. Скачать презентацию
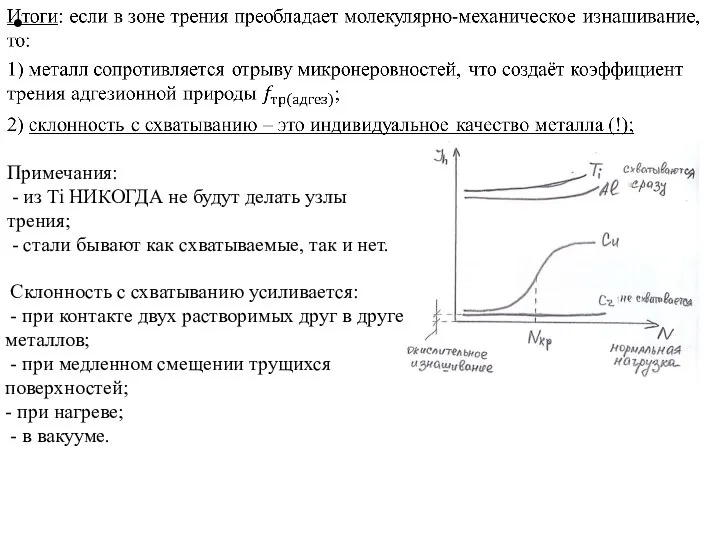
Примечания:
- из Ti НИКОГДА не будут делать узлы трения;
-
Примечания:
- из Ti НИКОГДА не будут делать узлы трения;
-
ОПАСНО !
- ОТЛИЧНО !
ОПАСНО !
- ОТЛИЧНО !
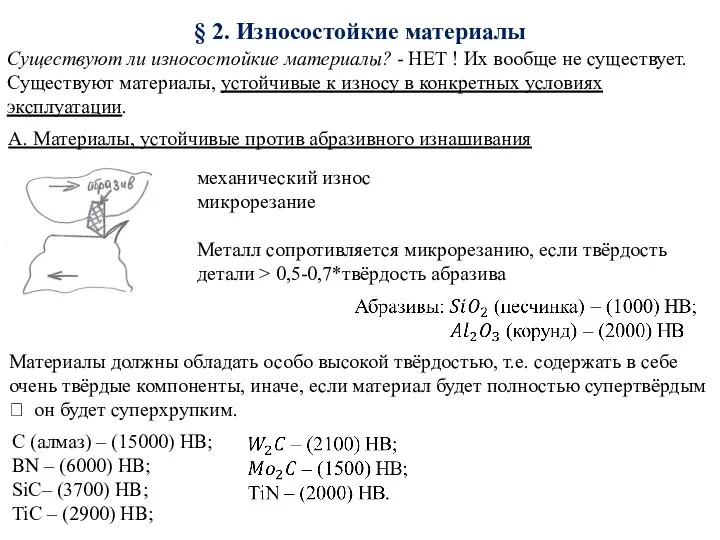
§ 2. Износостойкие материалы
Существуют ли износостойкие материалы?
- НЕТ ! Их
§ 2. Износостойкие материалы
Существуют ли износостойкие материалы?
- НЕТ ! Их
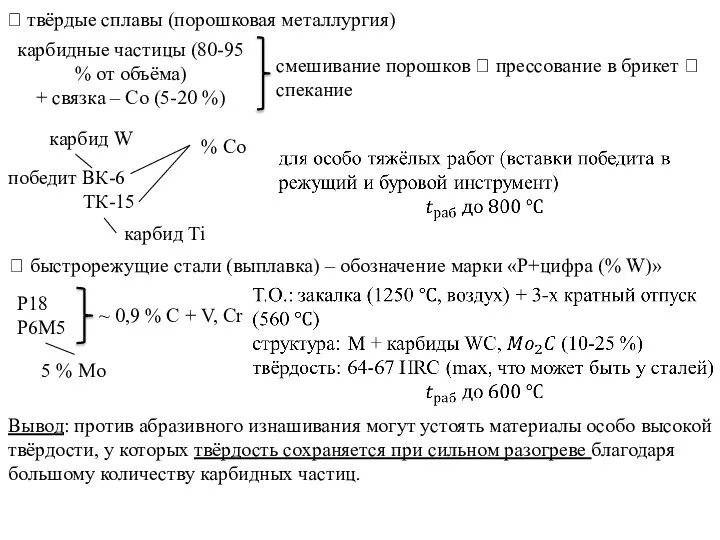
? твёрдые сплавы (порошковая металлургия)
карбидные частицы (80-95 % от объёма)
+ связка
? твёрдые сплавы (порошковая металлургия)
карбидные частицы (80-95 % от объёма)
+ связка
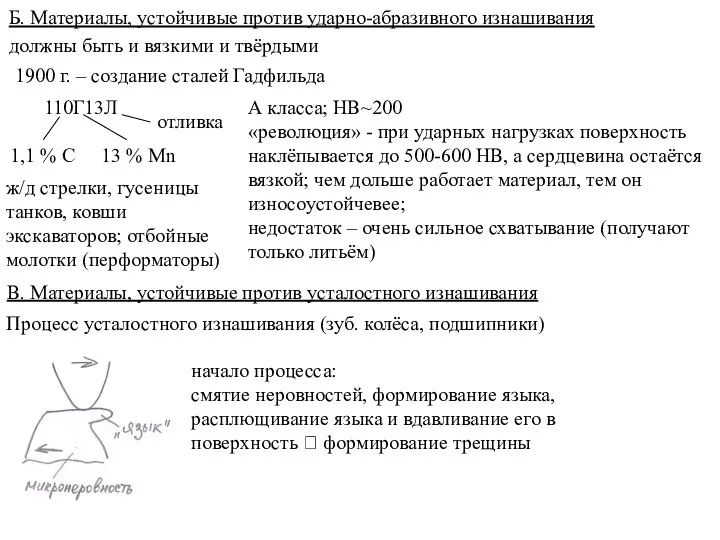
Б. Материалы, устойчивые против ударно-абразивного изнашивания
должны быть и вязкими и твёрдыми
1900
Б. Материалы, устойчивые против ударно-абразивного изнашивания
должны быть и вязкими и твёрдыми
1900
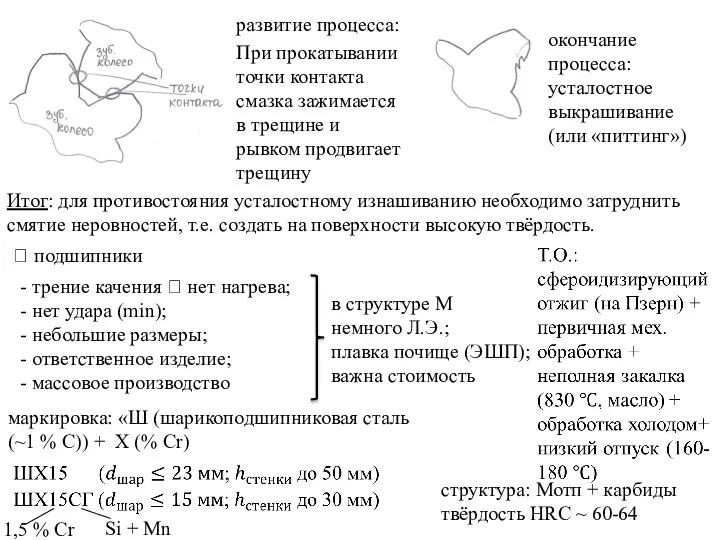
развитие процесса:
При прокатывании точки контакта смазка зажимается в трещине и рывком
развитие процесса:
При прокатывании точки контакта смазка зажимается в трещине и рывком
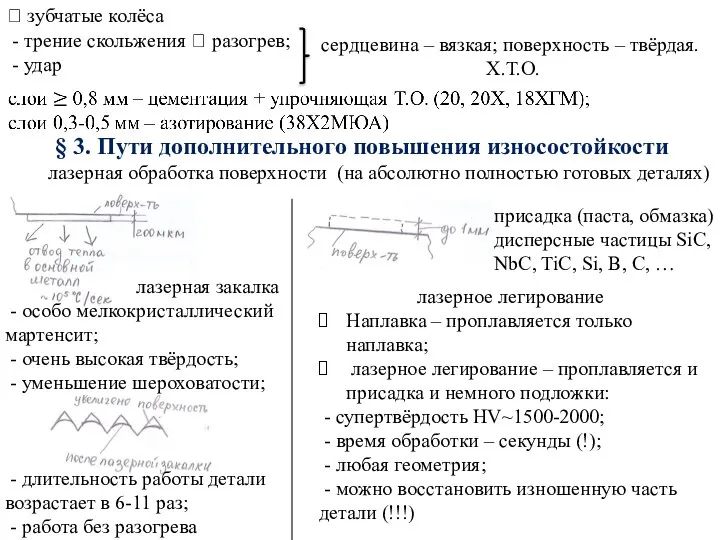
? зубчатые колёса
- трение скольжения ? разогрев;
- удар
сердцевина –
? зубчатые колёса
- трение скольжения ? разогрев;
- удар
сердцевина –
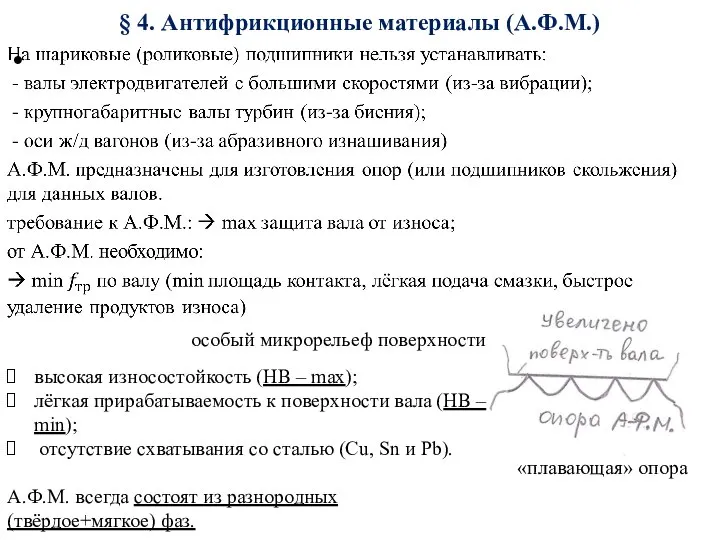
§ 4. Антифрикционные материалы (А.Ф.М.)
«плавающая» опора
особый микрорельеф поверхности
высокая износостойкость (HB –
§ 4. Антифрикционные материалы (А.Ф.М.)
«плавающая» опора
особый микрорельеф поверхности
высокая износостойкость (HB –
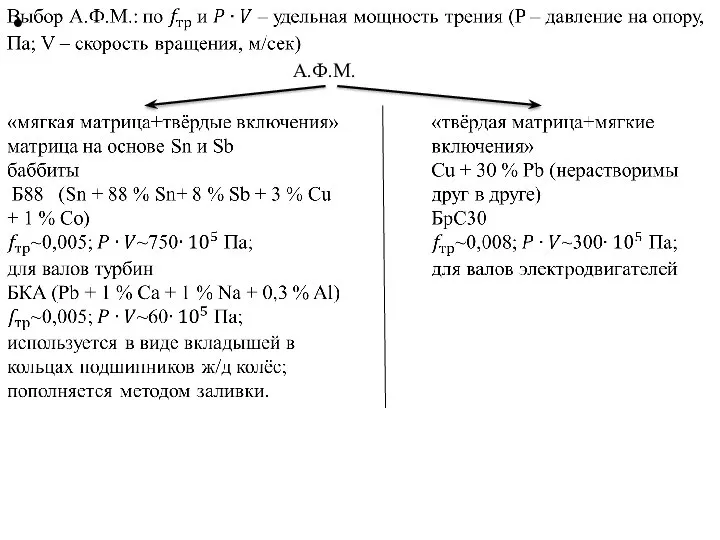
А.Ф.М.
А.Ф.М.
 Полистирол. Свойства полистирола
Полистирол. Свойства полистирола Алкадиены Учитель химии МОУ лицея №6 Дробот Светлана Сергеевна
Алкадиены Учитель химии МОУ лицея №6 Дробот Светлана Сергеевна Презентация по Химии "Глюкоза. Строение. Физические и химические свойства" - скачать смотреть
Презентация по Химии "Глюкоза. Строение. Физические и химические свойства" - скачать смотреть  Презентация по химии Электрохимический ряд напряжений металлов
Презентация по химии Электрохимический ряд напряжений металлов  Электролит және бейэлектролит ерітінділердің коллигативті қасие
Электролит және бейэлектролит ерітінділердің коллигативті қасие Органикалық қосылыстар құрылысының теориялық негіздері және олардың реакцияға қабілеттілігін анықтаушы факторлар
Органикалық қосылыстар құрылысының теориялық негіздері және олардың реакцияға қабілеттілігін анықтаушы факторлар Йод
Йод Презентация Сложные эфиры
Презентация Сложные эфиры Определение прочности куриного яйца (с разным цветом скорлупы: белые и коричневые)
Определение прочности куриного яйца (с разным цветом скорлупы: белые и коричневые) Даны буквы: Р, З, И, О, А, П, Т, М. В этих буквах спрятано название элемента, про который известно: - воздух на 78% состоит из простого веще
Даны буквы: Р, З, И, О, А, П, Т, М. В этих буквах спрятано название элемента, про который известно: - воздух на 78% состоит из простого веще Нуклеиновые кислоты. Строение и функции
Нуклеиновые кислоты. Строение и функции Рибофлавин - «витамин красоты»
Рибофлавин - «витамин красоты» Индикаторный метод титрования
Индикаторный метод титрования Развитие теории и практики синтеза органических веществ
Развитие теории и практики синтеза органических веществ Геохимия метасоматтческого процесса. (Лекция 7)
Геохимия метасоматтческого процесса. (Лекция 7) Оксиди неметалічних елементів. Кислотний характер оксидів та гідроксидів неметалічних елементів.
Оксиди неметалічних елементів. Кислотний характер оксидів та гідроксидів неметалічних елементів.  Кыргызстандагы химия онор жайы
Кыргызстандагы химия онор жайы Металлы в периодической системе Д. И. Менделеева. железо
Металлы в периодической системе Д. И. Менделеева. железо Вода – основа жизни на Земле
Вода – основа жизни на Земле Строение Алкенов
Строение Алкенов Тема урока: «Химические свойства солей в свете теории электролитической диссоциации».
Тема урока: «Химические свойства солей в свете теории электролитической диссоциации». Классическая теория гармонического кристалла. Гармоническое приближение. Адиабатическое приближение
Классическая теория гармонического кристалла. Гармоническое приближение. Адиабатическое приближение Введение в органическую химию. 10 класс
Введение в органическую химию. 10 класс Viscoelasticity
Viscoelasticity Предмет и значение органической химии. Сравнение органических веществ с неорганическими
Предмет и значение органической химии. Сравнение органических веществ с неорганическими Углеводы. Строение и функции
Углеводы. Строение и функции  Презентация по Химии "Регуляторы биомолекулярных процессов" - скачать смотреть
Презентация по Химии "Регуляторы биомолекулярных процессов" - скачать смотреть  Химия. 8 класс. Подготовка к контрольной работе
Химия. 8 класс. Подготовка к контрольной работе