Общая характеристика и источники сырья производств основного органического и нефтехимического синтеза. Лекция № 5-6
- Общая характеристика и источники сырья производств основного органического и нефтехимического синтеза. Лекция № 5-6

Содержание
- 2. 1. Изомеризация алканов Цель изомеризации н-алканов – повышение октанового числа пентан-гексановой фракции бензинов, выкипающих до 70
- 3. Теоретические основы процесса Реакции изомеризации парафиновых углеводородов являются равновесными Реакции идут без изменения объёма Небольшой экзотермический
- 4. Химизм процесса На катализаторах с сильной кислотностью носителя (изомеризация на кислотных центрах, роль металла – ограничение
- 5. Химизм процесса На бифункциональном катализаторе:
- 6. Катализаторы В качестве металла используется платина или палладий. Носитель – фторид или хлорид алюминия, алюмосиликаты (декатионированной
- 7. Классификация катализаторов высокотемпературные катализаторы (Аl-Pt), промотированные фтором (tизом.=360–420 °С); среднетемпературные катализаторы – металл-цеолит (t =230–380 °С);
- 8. Сырьем для процесса изомеризации может быть: фракция С5+ с ГФУ; фракция С5+ (ШФЛУ) из природного и
- 9. Требования к сырью по вредным примесям: содержание серы не более 1∙10-4 мас. %; содержание азота не
- 10. Технологическая схема Как результат термодинамического и кинетического ограничения степень превращения С5 и С6 алканов на высокотемпературном
- 12. I – сырье; II – ВСГ; III – изопентановая фракция; IV – бутановая фракция; V –
- 13. Парогазовая смесь продуктов реакции охлаждается и конденсируется в теплообменниках и холодильниках и поступает в сепаратор С-5.
- 14. Технологические параметры Температура. С повышением температуры скорость реакции изомеризации возрастает до ограничиваемого равновесием предела. Дальнейшее повышение
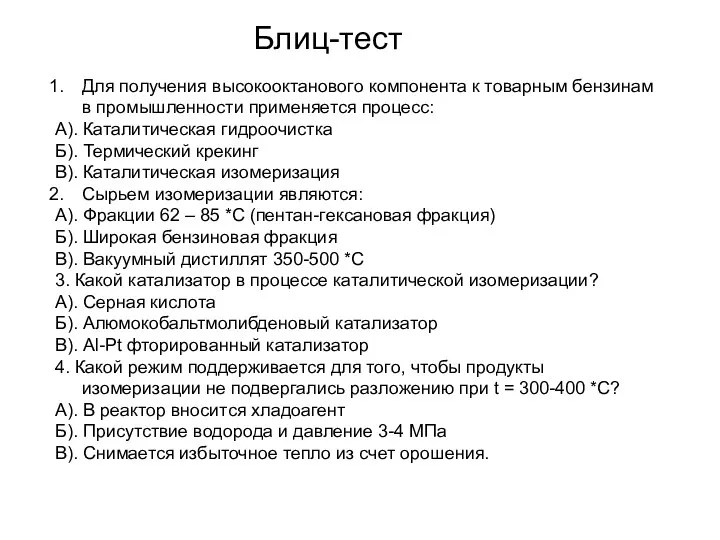
- 15. Блиц-тест Для получения высокооктанового компонента к товарным бензинам в промышленности применяется процесс: А). Каталитическая гидроочистка Б).
- 17. Скачать презентацию
1. Изомеризация алканов
Цель изомеризации н-алканов – повышение октанового числа пентан-гексановой фракции
1. Изомеризация алканов
Цель изомеризации н-алканов – повышение октанового числа пентан-гексановой фракции
Теоретические основы процесса
Реакции изомеризации парафиновых углеводородов являются равновесными
Реакции идут
Теоретические основы процесса
Реакции изомеризации парафиновых углеводородов являются равновесными
Реакции идут
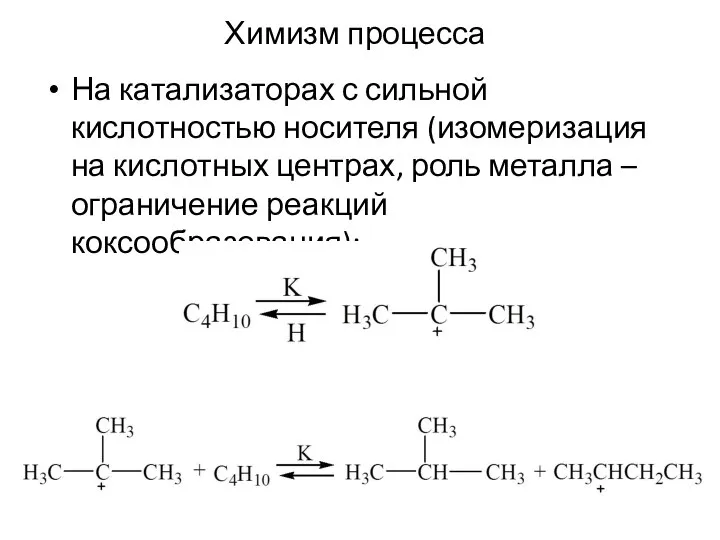
Химизм процесса
На катализаторах с сильной кислотностью носителя (изомеризация на кислотных центрах,
Химизм процесса
На катализаторах с сильной кислотностью носителя (изомеризация на кислотных центрах,
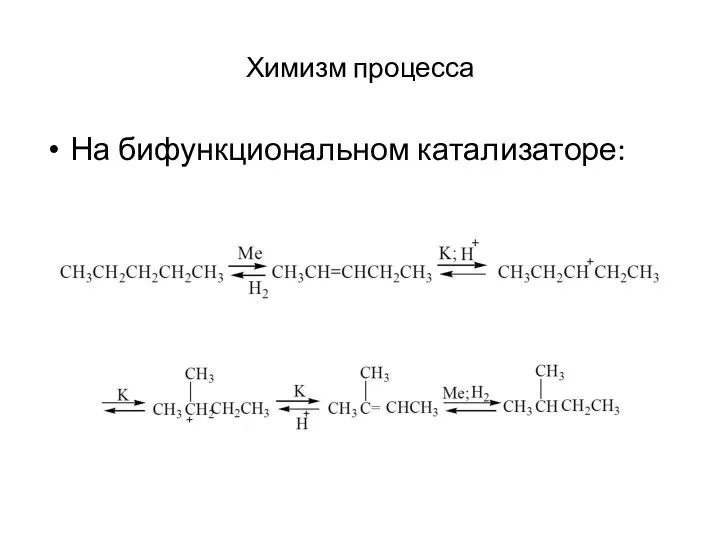
Химизм процесса
На бифункциональном катализаторе:
Химизм процесса
На бифункциональном катализаторе:
Катализаторы
В качестве металла используется платина или палладий.
Носитель – фторид
Катализаторы
В качестве металла используется платина или палладий.
Носитель – фторид
Классификация катализаторов
высокотемпературные катализаторы (Аl-Pt), промотированные фтором (tизом.=360–420 °С);
среднетемпературные катализаторы – металл-цеолит
Классификация катализаторов
высокотемпературные катализаторы (Аl-Pt), промотированные фтором (tизом.=360–420 °С);
среднетемпературные катализаторы – металл-цеолит
Сырьем для процесса изомеризации может быть:
фракция С5+ с ГФУ;
фракция С5+ (ШФЛУ)
Сырьем для процесса изомеризации может быть:
фракция С5+ с ГФУ;
фракция С5+ (ШФЛУ)
Требования к сырью по вредным примесям:
содержание серы не более 1∙10-4 мас. %;
содержание
Требования к сырью по вредным примесям:
содержание серы не более 1∙10-4 мас. %;
содержание
Технологическая схема
Как результат термодинамического и кинетического ограничения степень превращения С5
Технологическая схема
Как результат термодинамического и кинетического ограничения степень превращения С5
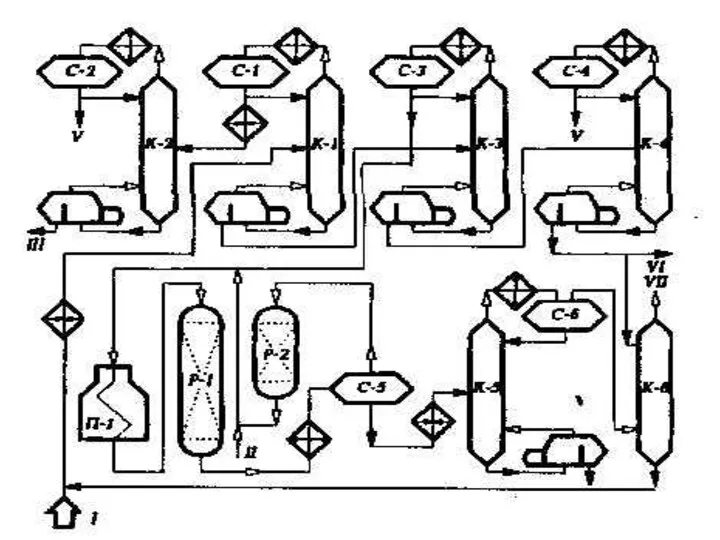
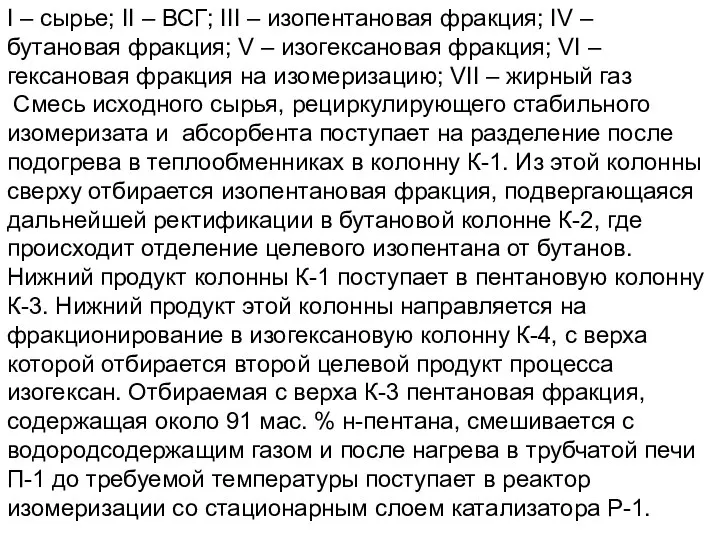
I – сырье; II – ВСГ; III – изопентановая фракция; IV
I – сырье; II – ВСГ; III – изопентановая фракция; IV
Парогазовая смесь продуктов реакции охлаждается и конденсируется в теплообменниках и холодильниках
Парогазовая смесь продуктов реакции охлаждается и конденсируется в теплообменниках и холодильниках
Технологические параметры
Температура. С повышением температуры скорость реакции изомеризации возрастает до ограничиваемого
Технологические параметры
Температура. С повышением температуры скорость реакции изомеризации возрастает до ограничиваемого
Блиц-тест
Для получения высокооктанового компонента к товарным бензинам в промышленности применяется процесс:
А).
Блиц-тест
Для получения высокооктанового компонента к товарным бензинам в промышленности применяется процесс:
А).
 Производство азотной кислоты
Производство азотной кислоты Вуглеводи, як компонент їжі. Їхня роль в організмі людини
Вуглеводи, як компонент їжі. Їхня роль в організмі людини Строение электронных оболочек атомов
Строение электронных оболочек атомов Научные основы процессов разделения
Научные основы процессов разделения Презентация по Химии "Пластмаси" - скачать смотреть бесплатно
Презентация по Химии "Пластмаси" - скачать смотреть бесплатно Ionization Energy
Ionization Energy Белковая инженерия ферментов. (Лекция 10)
Белковая инженерия ферментов. (Лекция 10) Химический элемент медь. (11 класс)
Химический элемент медь. (11 класс) Кристаллы и их свойства. Понятие о симметрии кристаллов и элементах симметрии. Сингония
Кристаллы и их свойства. Понятие о симметрии кристаллов и элементах симметрии. Сингония Моль. Молярная масса
Моль. Молярная масса Учебный проект Решение расчетных задач на сплавы, смеси и растворы различными методами. Автор проекта :ученица 9 клас
Учебный проект Решение расчетных задач на сплавы, смеси и растворы различными методами. Автор проекта :ученица 9 клас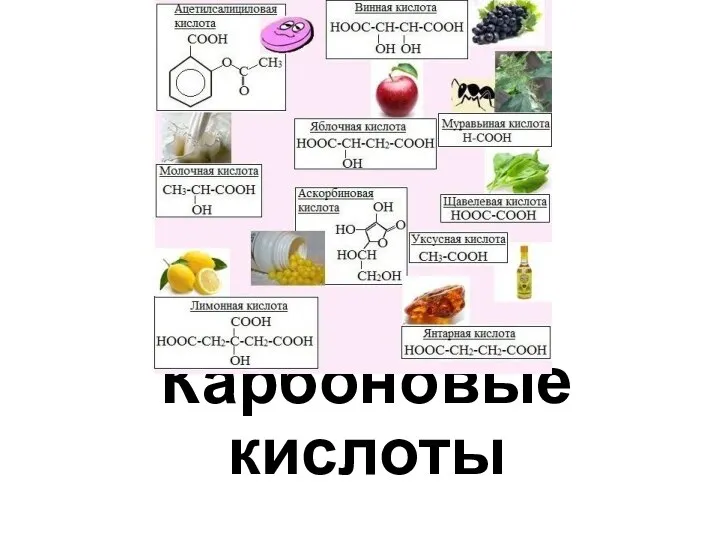 Карбоновые кислоты. Лекция 7
Карбоновые кислоты. Лекция 7 Проект соль
Проект соль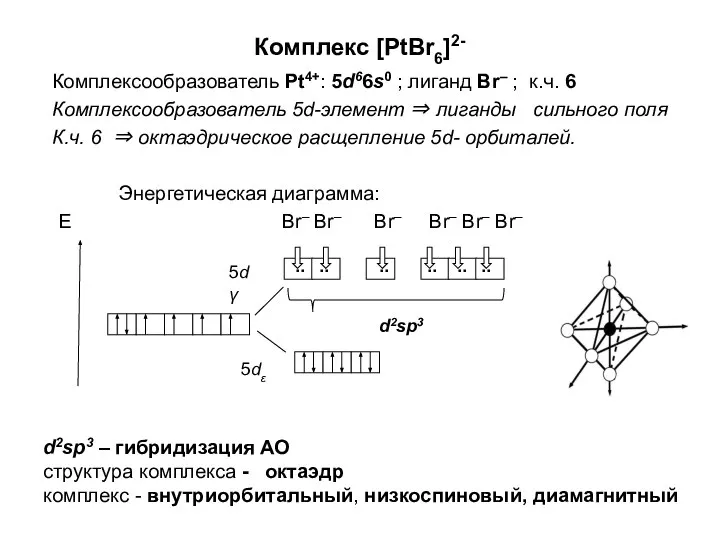 Комплексообразователь. (Лекция 5)
Комплексообразователь. (Лекция 5) Знакомимся с химическим языком!
Знакомимся с химическим языком! Реакции ионного обмена
Реакции ионного обмена Химические элементы
Химические элементы Электрохимические методы анализа. Лекция 3
Электрохимические методы анализа. Лекция 3 Строение вещества. Молекулы
Строение вещества. Молекулы Органические вещества клетки. Белки
Органические вещества клетки. Белки Гниение аминокислот в кишечнике
Гниение аминокислот в кишечнике Химия в рисунках или эта удивительная химия Материал подготовила учитель высшей категории МОУ «Травниковская СОШ» Тутукова Е.Л
Химия в рисунках или эта удивительная химия Материал подготовила учитель высшей категории МОУ «Травниковская СОШ» Тутукова Е.Л Дикарбоновые кислоты
Дикарбоновые кислоты Министерство образования и науки Республики Бурятия Бичурская средняя общеобразовательная школа №3 Определение аскорбиновой к
Министерство образования и науки Республики Бурятия Бичурская средняя общеобразовательная школа №3 Определение аскорбиновой к Металлокомплексный катализ. (Лекция 16)
Металлокомплексный катализ. (Лекция 16) Разработка и внедрение метода измерений массовых концентраций сульфид-ионов в водах методом ионной хроматографии
Разработка и внедрение метода измерений массовых концентраций сульфид-ионов в водах методом ионной хроматографии Ш. Мәрҗани исемендәге Комыргуҗа урта мәктәбе Физика укытучысы Шәрәфетдинова Р.З. 2012 ел
Ш. Мәрҗани исемендәге Комыргуҗа урта мәктәбе Физика укытучысы Шәрәфетдинова Р.З. 2012 ел Слайд-шоу
Слайд-шоу