- Проблемы при управлении качеством процессов. Управление процессами. Модуль 3

Содержание
- 2. ПРОБЛЕМЫ ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ ПРОЦЕССОВ
- 3. ВИДЫ ПРОБЛЕМ Проблема в широком смысле - это сложный теоретический или практический вопрос, требующий изучения и
- 4. Решение Что хочется Что требуется Что есть
- 6. Стратегические проблемы Тактические проблемы Тактические проблемы Оперативные проблемы ВИДЫ ПРОБЛЕМ Тактические проблемы
- 7. ЗАДАНИЕ 3.1 Выбрать изделие (услугу), описать возможные проблемы при его изготовлении (при предоставлении услуги).
- 8. КЛАССИФИКАЦИЯ ПРОБЛЕМ
- 9. АНАЛИЗ ПРОБЛЕМЫ
- 10. АНАЛИЗ ПРОБЛЕМЫ При анализе проблемы важно отличать ее симптомы, причины и следствия. Симптомы (идентификация) проблемы –
- 11. ЗАДАНИЕ 3.2 Выбрать изделие (услугу), проблемы, провести их анализ (симптомы, причины, следствия)
- 12. ИДЕНТИФИКАЦИЯ ПРОБЛЕМЫ
- 13. ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ
- 14. ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ
- 15. ЗАДАНИЕ 3.3 Выбрать изделие (услугу), описать возможные методы идентификации проблем при его изготовлении (при предоставлении услуги).
- 16. ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМ С КАЧЕСТВОМ ПРОЦЕССОВ
- 17. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ ПРОБЛЕМА Влияние внешней среды Влияние внутренней среды
- 18. ВНУТРЕННИЕ И ВНЕШНИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ПРОДУКЦИИ
- 19. ВЛИЯНИЕ ВНУТРЕННЕЙ И ВНЕШНЕЙ СРЕДЫ
- 20. ВНУТРЕННИЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ
- 21. ПРИЧИНЫ ПРОБЛЕМ КАЧЕСТВА ПРОДУКЦИИ можно подразделить на четыре категории: 1) технология, 2) методология, 3) компетентность работников,
- 22. Компетентность работников — это способность сотрудников организации предприятия обеспечивать ее качественную деятельность. Компетентные работники понимают свои
- 23. Рабочей атмосфере на предприятиях с традиционным стилем управления присущи три черты, препятствующие повышению эффективности и качества:
- 24. ДИАГРАММА ИСИКАВЫ ДЛЯ ВЫЯВЛЕНИЯ ПРИЧИН ПРОБЛЕМ
- 25. ПРИМЕР ДИАГРАММЫ ИСИКАВЫ
- 26. ПРИМЕР ГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ ПРИЧИН ПРОБЛЕМ С КАЧЕСТВОМ
- 27. МЕТОД «ПЯТЬ ПОЧЕМУ?» Пять почему — техника, используемая для изучения причинно-следственных связей, лежащих в основе той
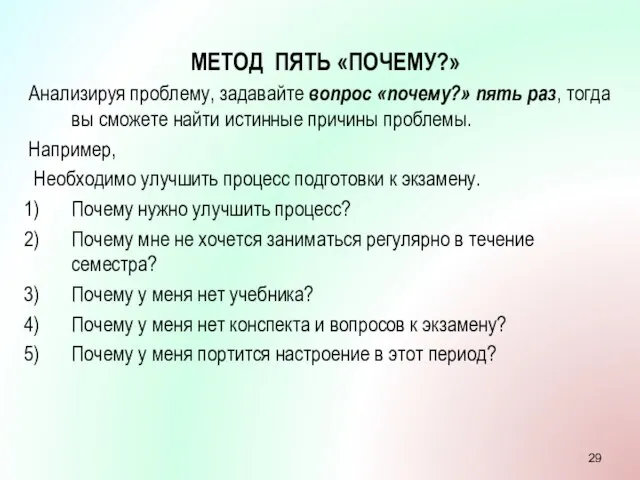
- 29. МЕТОД ПЯТЬ «ПОЧЕМУ?» Анализируя проблему, задавайте вопрос «почему?» пять раз, тогда вы сможете найти истинные причины
- 30. ПРИМЕР ПРИМЕНЕНИЯ МЕТОДА ПЯТЬ «ПОЧЕМУ?» 1. Почему прервался процесс движения, автомобиль остановился? Потому что была перегрузка,
- 31. ВЫБОР ПРИОРИТЕТНОЙ ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМНОЙ СИТУАЦИИ При анализе проблемы выявляется большое множе-ство причин ее появления. Требуется
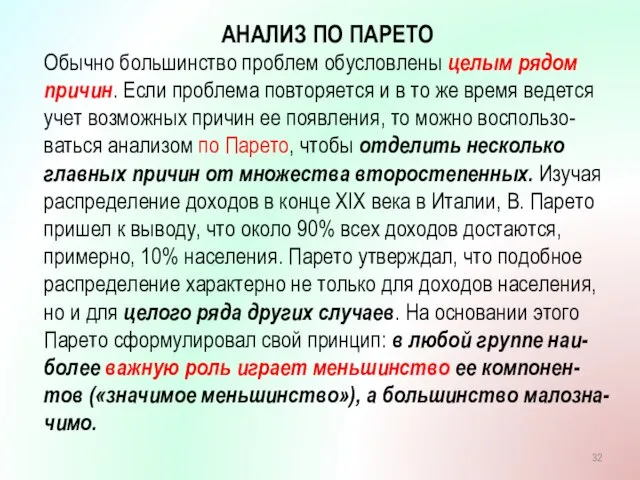
- 32. АНАЛИЗ ПО ПАРЕТО Обычно большинство проблем обусловлены целым рядом причин. Если проблема повторяется и в то
- 33. АНАЛИЗ ПО ПАРЕТО Анализ по Парето может помочь выявлению либо наиболее часто встречающейся причины, либо причины,
- 34. ДИАГРАММА ПАРЕТО
- 35. 80%
- 36. МЕТОД АНАЛИЗА СИЛ Применение метода анализа сил может осуществляться посредством следующих шагов: 1) определение проблемы, определение
- 37. МЕТОД АНАЛИЗА СИЛ СИЛЫ СПОСОБСТВУЮЩИЕ решению проблемы ПРОБЛЕМА ПУТИ РЕШЕНИЯ ПРОБЛЕМЫ МЕШАЮЩИЕ уменьшить проблему
- 38. ПРИМЕР АНАЛИЗА СИЛ
- 39. ХОСИН КАНРИ – исполнение направление деятельности Если переводить дословно с японского, то «канри» — управление, контроль,
- 40. МЕТОД АНАЛИЗА СИЛ (ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ СТОРОН) применяется и в других случаях принятия решений
- 41. Чтобы данный метод сработал эффективно, необходимо соблюдение следующих условий: 1) определение проблемы и желаемых результатов должно
- 42. ЗАДАНИЕ 3.4 Выбрать изделие (услугу), провести анализ сил при появлении проблемы.
- 43. МЕТОДЫ АНАЛИЗА ПРОБЛЕМНЫХ СИТУАЦИЙ
- 44. КАРТА КОНФЛИКТА
- 45. ПРИМЕР КАРТЫ КОНФЛИКТА
- 46. АНАЛИЗ КОНФЛИКТНОЙ СИТУАЦИИ
- 47. УСТРАНЕНИЕ ПРОБЛЕМ И УЛУЧШЕНИЕ КАЧЕСТВА
- 48. ЭТАПЫ РАБОТЫ ПО УСТРАНЕНИЮ ПРОБЛЕМ Решение проблемы осуществляется в ходе следующих семи этапов: Поиск проблемы: выявление
- 49. УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ Устранение причин проблем возможно путем принятия корректирующих и предупреждающих действий. Разработка корректирующих действий
- 50. УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ Для внедрения корректирующего мероприятия необходимо тщательно скоординировать и точно сообщить о том, что
- 51. УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
- 52. ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000: Наиболее важные положения по постоянному улучшению в МС
- 53. ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000: Организация должна определять и своевременно обеспечивать необходимые ресурсы
- 54. ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000: Организация должна способствовать постоянному улучшению СМК путем внедрения
- 55. Метод «FMEA – анализ характера и последствий отказов»
- 56. FMEA – АНАЛИЗ ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ FMEA – Failure Mode and Effects Analysis – систематический
- 57. ЭТАПЫ АНАЛИЗА ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ Определяется частота возникновения дефекта - А оценивается по 10-балльной шкале;
- 58. ОБЛАСТИ ПРИМЕНЕНИЯ FMEA – АНАЛИЗА 1.Проектирование новой конструкции 2.Модернизация старой конструкции 3. Изменение условий эксплуатации
- 59. ПРИМЕР РЕШЕНИЯ ЗАДАЧИ НА FMEA -АНАЛИЗ
- 60. ЗАДАНИЕ 3.5 Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные дефекты. Провести их анализ
- 61. Метод «Функционально-стоимостный анализ»
- 62. ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ) — метод технико-экономического исследования процессов, направленный на оптимизацию соотношения между их потребительскими свойствами
- 63. ОСНОВНЫЕ ИДЕИ ФСА Потребителя интересует не продукция как таковая, а польза, которую он получит от её
- 64. По степени полезности различают функции - полезные, - нейтральные ( бесполезные), - вредные. Нейтральная функция не
- 67. ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ)
- 68. ВИДЫ СЛАБЫХ МЕСТ В ПРОЦЕССЕ – избыточные работы; – избыточность промежуточного продукта; – избыточность измерений (сверхконтроль);
- 69. Ценность ФСА КАК БЫЛО И КАК СТАЛО?
- 70. ПРИМЕР ФСА
- 71. ПРИМЕР ФСА Изделие – кошелек. Нужные функции – приобретение материала, раскрой, изготовление, украшение. Нейтральные – уборка
- 72. ЗАДАНИЕ 3.6 Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные функции. Провести их анализ
- 73. В процессе производства в организации выполняется множество действий. Их можно разделить на три категории. Действия, добавляющие
- 74. Ценность для потребителя, в основном, не зависит от того, каковы были затраты на производство. Если бы
- 75. Потери, если на соблюдать принцип
- 76. Организация – вуз Процессы, добавляющие ценность (ДДЦ) обучающимся– учебный, научный. Процессы, добавляющие ценность организации (ДДО)– выдача
- 77. Метод «SWOT – анализ процесса»
- 78. SWOT – АНАЛИЗ ПРОЦЕССА
- 79. SWOT – АНАЛИЗ ПРОЕКТА
- 80. ПРИМЕР SWOT - АНАЛИЗА
- 81. ЗАДАНИЕ 3.7 Провести SWOT- анализ выбранного Вами проекта.
- 82. Метод «Ноль дефектов»
- 83. Методы «Древовидная и матричные диаграммы»
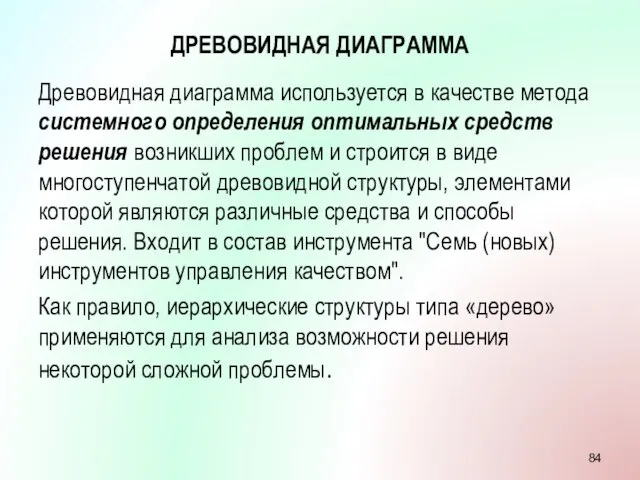
- 84. ДРЕВОВИДНАЯ ДИАГРАММА Древовидная диаграмма используется в качестве метода системного определения оптимальных средств решения возникших проблем и
- 85. ДРЕВОВИДНАЯ ДИАГРАММА Анализ может осуществляться в разных аспектах, например, для: выявления тех подпроблем, совокупность которых отражает
- 86. ПРИМЕР ДРЕВОВИДНОЙ ДИАГРАММЫ
- 87. ЗАДАНИЕ 3.8 Построить древовидную диаграмму выбранной Вами проблемы
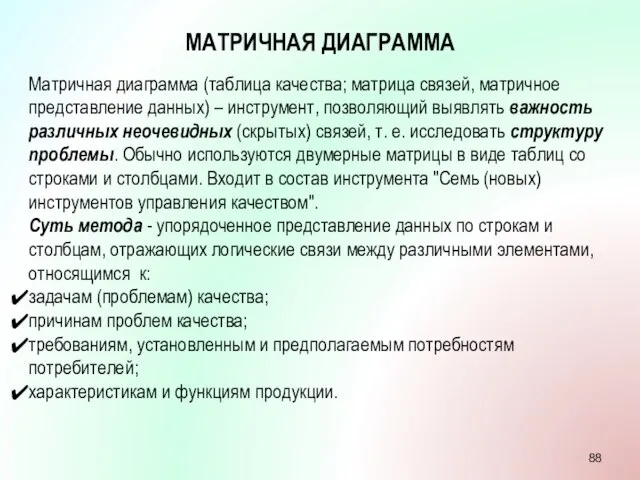
- 88. МАТРИЧНАЯ ДИАГРАММА Матричная диаграмма (таблица качества; матрица связей, матричное представление данных) – инструмент, позволяющий выявлять важность
- 89. МАТРИЦА ВОЗМОЖНОСТЕЙ Для успешного анализа окружения процессов организации важно не только уметь вскрывать угрозы и возможности,
- 90. МАТРИЦА ВОЗМОЖНОСТЕЙ Матрица строится следующим образом: сверху по горизонтали откладывается степень влияния возможности на деятельность организации
- 91. МАТРИЦА ВОЗМОЖНОСТЕЙ
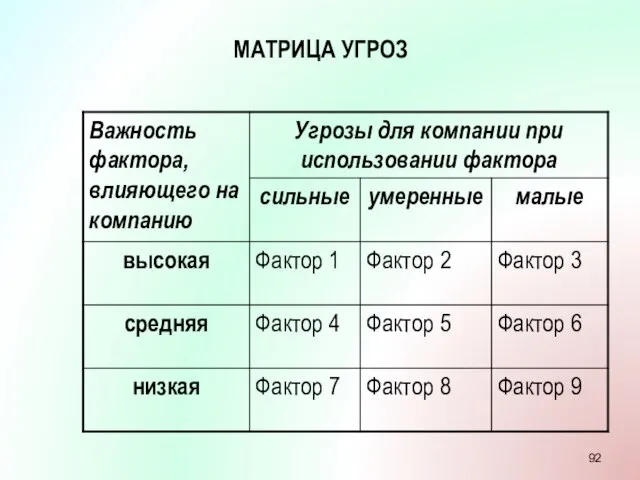
- 92. МАТРИЦА УГРОЗ
- 93. ЗАДАНИЕ 3.9 Построить матрицы возможностей и угроз для выбранной Вами организации с указанием факторов, влияющих на
- 94. МЕТОДЫ УЛУЧШЕНИЯ ПРОЦЕССОВ
- 95. ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ ПОСТОЯННОГО УЛУЧШЕНИЯ ПРОЦЕССОВ Имеются два основных подхода к осуществлению постоянного улучшения
- 96. ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ УЛУЧШЕНИЯ ПРОЦЕССОВ 1.Подход стратегического прорыва в улучшении качества, так называемый "Kayrio",
- 97. МЕТОД ПЯТЬ «S»: Упрощение (Simplify) — отделение и устранение ненужных действий. Приведение в порядок (Straighten) —
- 98. Методы постепенного улучшения
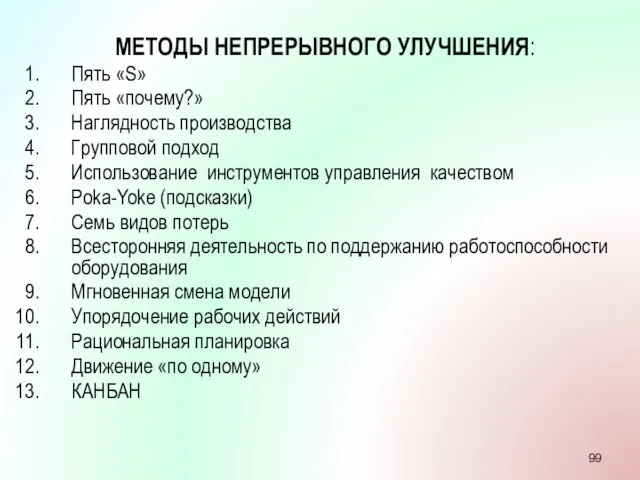
- 99. МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ: Пять «S» Пять «почему?» Наглядность производства Групповой подход Использование инструментов управления качеством Poka-Yokе
- 100. МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ: 1. Пять «S»: Упрощение (Simplify) — отделение и устранение ненужных действий Приведение в
- 101. МЕТОД «ПЯТЬ S»
- 102. 1.Сортировка 2 .Соблюдение порядка 3.Содержание в чистоте 4.Стандартиза-ция 5.Совершенство-вание
- 105. МЕТОД «СЕМЬ ВИДОВ ПОТЕРЬ» Перепроизводство — производство продукции в объеме, превышающем необходимый Простои — бесполезно потраченное
- 106. МЕТОДЫ УЛУЧШЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА Наглядность производства Концепция построения производства, при которой информация легкодоступна и понятна каждому
- 107. 3.Поддержание работоспособности оборудования Общефирменная программа поддержания оборудования в таком рабочем состоянии, которое обеспечивает его эффективную работу
- 108. ЗАДАНИЕ 3.15 Выбрать систему процессов (организацию) и разработать мероприятия по их улучшению путем устранения потерь и
- 109. МЕТОДЫ ПРОРЫВА Проекты прорыва выполняются при коренной переработке существующих процессов и включают: определение целей и краткое
- 110. Метод «Бенчмаркинг»
- 111. МЕТОД БЕНЧМАРКИНГ
- 113. МЕТОД БЕНЧМАРКИНГ
- 114. ВИДЫ БЕНЧМАРКИНГА
- 115. ПОНЯТИЕ «БЕНЧМАРКИНГ»
- 116. Метод «Точно вовремя и устранение вредных процессов»
- 117. ПРОГРАММА «ТОЧНО ВО ВРЕМЯ» .
- 118. ПРОГРАММА «ТОЧНО ВО ВРЕМЯ» Основная идея концепции заключается в следующем: если производственное расписание задано, то можно
- 121. Скачать презентацию

ПРОБЛЕМЫ
ПРИ УПРАВЛЕНИИ
КАЧЕСТВОМ ПРОЦЕССОВ
ПРОБЛЕМЫ
ПРИ УПРАВЛЕНИИ
КАЧЕСТВОМ ПРОЦЕССОВ

ВИДЫ ПРОБЛЕМ
Проблема в широком смысле - это сложный теоретический или
ВИДЫ ПРОБЛЕМ
Проблема в широком смысле - это сложный теоретический или

Решение
Что хочется
Что требуется
Что есть
Решение
Что хочется
Что требуется
Что есть


Стратегические проблемы
Тактические
проблемы
Тактические
проблемы
Оперативные проблемы
ВИДЫ ПРОБЛЕМ
Тактические
проблемы
Стратегические проблемы
Тактические
проблемы
Тактические
проблемы
Оперативные проблемы
ВИДЫ ПРОБЛЕМ
Тактические
проблемы

ЗАДАНИЕ 3.1
Выбрать изделие (услугу), описать возможные проблемы при его изготовлении (при
ЗАДАНИЕ 3.1
Выбрать изделие (услугу), описать возможные проблемы при его изготовлении (при
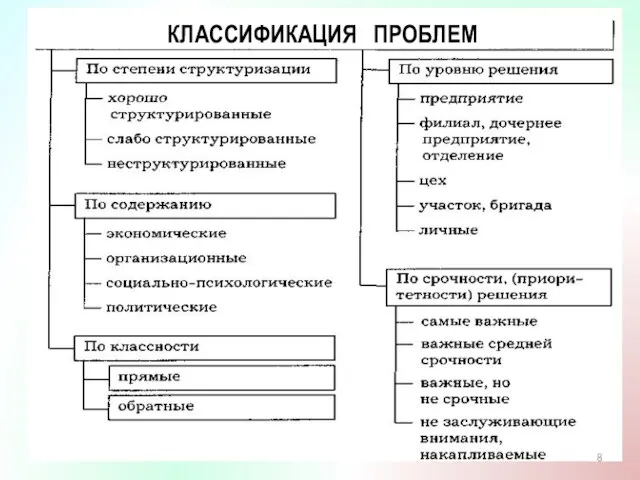
КЛАССИФИКАЦИЯ ПРОБЛЕМ
КЛАССИФИКАЦИЯ ПРОБЛЕМ

АНАЛИЗ ПРОБЛЕМЫ
АНАЛИЗ ПРОБЛЕМЫ

АНАЛИЗ ПРОБЛЕМЫ
При анализе проблемы важно отличать ее симптомы, причины и следствия.
АНАЛИЗ ПРОБЛЕМЫ
При анализе проблемы важно отличать ее симптомы, причины и следствия.

ЗАДАНИЕ 3.2
Выбрать изделие (услугу), проблемы, провести их анализ (симптомы, причины, следствия)
ЗАДАНИЕ 3.2
Выбрать изделие (услугу), проблемы, провести их анализ (симптомы, причины, следствия)

ИДЕНТИФИКАЦИЯ
ПРОБЛЕМЫ
ИДЕНТИФИКАЦИЯ
ПРОБЛЕМЫ
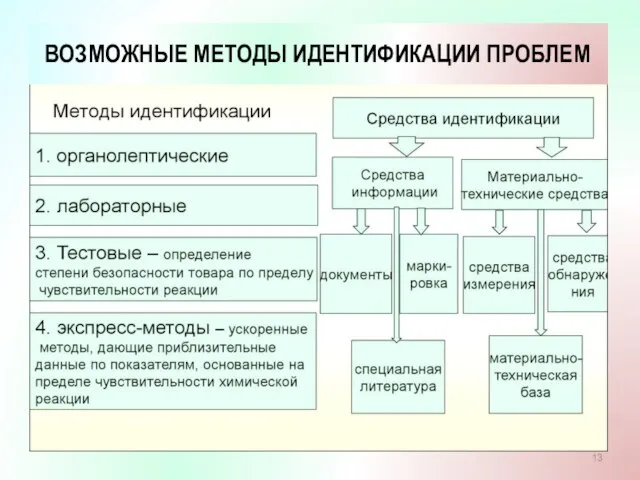
ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ
ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ

ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ
ВОЗМОЖНЫЕ МЕТОДЫ ИДЕНТИФИКАЦИИ ПРОБЛЕМ

ЗАДАНИЕ 3.3
Выбрать изделие (услугу), описать возможные методы идентификации проблем при его
ЗАДАНИЕ 3.3
Выбрать изделие (услугу), описать возможные методы идентификации проблем при его

ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМ С КАЧЕСТВОМ ПРОЦЕССОВ
ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМ С КАЧЕСТВОМ ПРОЦЕССОВ

ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ
ПРОБЛЕМА
Влияние внешней среды
Влияние внутренней среды
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ
ПРОБЛЕМА
Влияние внешней среды
Влияние внутренней среды
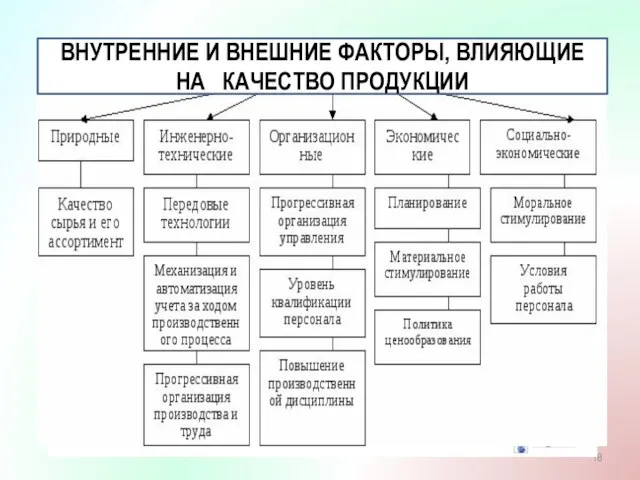
ВНУТРЕННИЕ И ВНЕШНИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ПРОДУКЦИИ
ВНУТРЕННИЕ И ВНЕШНИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ПРОДУКЦИИ

ВЛИЯНИЕ ВНУТРЕННЕЙ И ВНЕШНЕЙ СРЕДЫ
ВЛИЯНИЕ ВНУТРЕННЕЙ И ВНЕШНЕЙ СРЕДЫ

ВНУТРЕННИЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ
ВНУТРЕННИЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПРОБЛЕМ

ПРИЧИНЫ ПРОБЛЕМ КАЧЕСТВА ПРОДУКЦИИ
можно подразделить на четыре категории:
1) технология,
ПРИЧИНЫ ПРОБЛЕМ КАЧЕСТВА ПРОДУКЦИИ
можно подразделить на четыре категории:
1) технология,

Компетентность работников — это способность сотрудников организации предприятия обеспечивать ее качественную
Компетентность работников — это способность сотрудников организации предприятия обеспечивать ее качественную
Рабочей атмосфере на предприятиях с традиционным стилем управления присущи три
Рабочей атмосфере на предприятиях с традиционным стилем управления присущи три

ДИАГРАММА ИСИКАВЫ ДЛЯ ВЫЯВЛЕНИЯ ПРИЧИН ПРОБЛЕМ
ДИАГРАММА ИСИКАВЫ ДЛЯ ВЫЯВЛЕНИЯ ПРИЧИН ПРОБЛЕМ

ПРИМЕР ДИАГРАММЫ ИСИКАВЫ
ПРИМЕР ДИАГРАММЫ ИСИКАВЫ
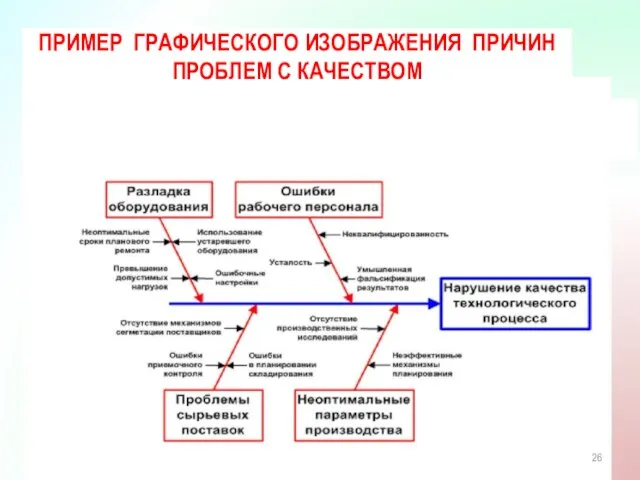
ПРИМЕР ГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ ПРИЧИН ПРОБЛЕМ С КАЧЕСТВОМ
ПРИМЕР ГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ ПРИЧИН ПРОБЛЕМ С КАЧЕСТВОМ

МЕТОД «ПЯТЬ ПОЧЕМУ?»
Пять почему — техника, используемая для изучения причинно-следственных связей,
МЕТОД «ПЯТЬ ПОЧЕМУ?»
Пять почему — техника, используемая для изучения причинно-следственных связей,

МЕТОД ПЯТЬ «ПОЧЕМУ?»
Анализируя проблему, задавайте вопрос «почему?» пять раз, тогда вы
МЕТОД ПЯТЬ «ПОЧЕМУ?»
Анализируя проблему, задавайте вопрос «почему?» пять раз, тогда вы

ПРИМЕР ПРИМЕНЕНИЯ МЕТОДА ПЯТЬ «ПОЧЕМУ?»
1. Почему прервался процесс движения, автомобиль остановился?
Потому что
ПРИМЕР ПРИМЕНЕНИЯ МЕТОДА ПЯТЬ «ПОЧЕМУ?»
1. Почему прервался процесс движения, автомобиль остановился?
Потому что

ВЫБОР ПРИОРИТЕТНОЙ ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМНОЙ СИТУАЦИИ
При анализе проблемы выявляется большое
ВЫБОР ПРИОРИТЕТНОЙ ПРИЧИНЫ ПОЯВЛЕНИЯ ПРОБЛЕМНОЙ СИТУАЦИИ
При анализе проблемы выявляется большое
АНАЛИЗ ПО ПАРЕТО
Обычно большинство проблем обусловлены целым рядом причин. Если проблема
АНАЛИЗ ПО ПАРЕТО
Обычно большинство проблем обусловлены целым рядом причин. Если проблема

АНАЛИЗ ПО ПАРЕТО
Анализ по Парето может помочь выявлению либо наиболее часто
АНАЛИЗ ПО ПАРЕТО
Анализ по Парето может помочь выявлению либо наиболее часто

ДИАГРАММА ПАРЕТО
ДИАГРАММА ПАРЕТО

80%
80%

МЕТОД АНАЛИЗА СИЛ
Применение метода анализа сил может осуществляться посредством следующих шагов:
1) определение
МЕТОД АНАЛИЗА СИЛ
Применение метода анализа сил может осуществляться посредством следующих шагов:
1) определение

МЕТОД АНАЛИЗА СИЛ
СИЛЫ
СПОСОБСТВУЮЩИЕ
решению проблемы
ПРОБЛЕМА
ПУТИ РЕШЕНИЯ ПРОБЛЕМЫ
МЕШАЮЩИЕ уменьшить проблему
МЕТОД АНАЛИЗА СИЛ
СИЛЫ
СПОСОБСТВУЮЩИЕ
решению проблемы
ПРОБЛЕМА
ПУТИ РЕШЕНИЯ ПРОБЛЕМЫ
МЕШАЮЩИЕ уменьшить проблему

ПРИМЕР АНАЛИЗА СИЛ
ПРИМЕР АНАЛИЗА СИЛ

ХОСИН КАНРИ –
исполнение
направление деятельности
Если переводить дословно с японского, то «канри»
ХОСИН КАНРИ –
исполнение
направление деятельности
Если переводить дословно с японского, то «канри»

МЕТОД АНАЛИЗА СИЛ (ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ СТОРОН) применяется и в других
МЕТОД АНАЛИЗА СИЛ (ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ СТОРОН) применяется и в других

Чтобы данный метод сработал эффективно, необходимо соблюдение следующих условий:
1) определение проблемы и
Чтобы данный метод сработал эффективно, необходимо соблюдение следующих условий:
1) определение проблемы и

ЗАДАНИЕ 3.4
Выбрать изделие (услугу), провести анализ сил при появлении проблемы.
ЗАДАНИЕ 3.4
Выбрать изделие (услугу), провести анализ сил при появлении проблемы.

МЕТОДЫ АНАЛИЗА ПРОБЛЕМНЫХ СИТУАЦИЙ
МЕТОДЫ АНАЛИЗА ПРОБЛЕМНЫХ СИТУАЦИЙ

КАРТА КОНФЛИКТА
КАРТА КОНФЛИКТА

ПРИМЕР КАРТЫ КОНФЛИКТА
ПРИМЕР КАРТЫ КОНФЛИКТА

АНАЛИЗ КОНФЛИКТНОЙ СИТУАЦИИ
АНАЛИЗ КОНФЛИКТНОЙ СИТУАЦИИ

УСТРАНЕНИЕ ПРОБЛЕМ
И УЛУЧШЕНИЕ КАЧЕСТВА
И УЛУЧШЕНИЕ КАЧЕСТВА

ЭТАПЫ РАБОТЫ ПО УСТРАНЕНИЮ ПРОБЛЕМ
Решение проблемы осуществляется в ходе следующих
ЭТАПЫ РАБОТЫ ПО УСТРАНЕНИЮ ПРОБЛЕМ
Решение проблемы осуществляется в ходе следующих

УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
Устранение причин проблем возможно путем принятия корректирующих и предупреждающих
УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
Устранение причин проблем возможно путем принятия корректирующих и предупреждающих
УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
Для внедрения корректирующего мероприятия необходимо тщательно скоординировать и точно
УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
Для внедрения корректирующего мероприятия необходимо тщательно скоординировать и точно

УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ
УСТРАНЕНИЕ ПРИЧИН ПРОБЛЕМ

ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Наиболее важные положения
ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Наиболее важные положения

ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Организация должна определять и
ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Организация должна определять и

ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Организация должна способствовать постоянному
ПОЛОЖЕНИЯ ПО ПОСТОЯННОМУ УЛУЧШЕНИЮ В МС ИСО 9001:2000:
Организация должна способствовать постоянному

Метод
«FMEA – анализ характера и последствий отказов»
«FMEA – анализ характера и последствий отказов»
FMEA – АНАЛИЗ ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ
FMEA – Failure Mode
FMEA – АНАЛИЗ ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ
FMEA – Failure Mode
ЭТАПЫ АНАЛИЗА ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ
Определяется частота возникновения дефекта - А
ЭТАПЫ АНАЛИЗА ХАРАКТЕРА И ПОСЛЕДСТВИЙ ОТКАЗОВ
Определяется частота возникновения дефекта - А

ОБЛАСТИ ПРИМЕНЕНИЯ FMEA – АНАЛИЗА
1.Проектирование новой конструкции
2.Модернизация старой конструкции
3. Изменение условий
ОБЛАСТИ ПРИМЕНЕНИЯ FMEA – АНАЛИЗА
1.Проектирование новой конструкции
2.Модернизация старой конструкции
3. Изменение условий

ПРИМЕР РЕШЕНИЯ ЗАДАЧИ НА FMEA -АНАЛИЗ
ПРИМЕР РЕШЕНИЯ ЗАДАЧИ НА FMEA -АНАЛИЗ

ЗАДАНИЕ 3.5
Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные
ЗАДАНИЕ 3.5
Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные

Метод
«Функционально-стоимостный анализ»
«Функционально-стоимостный анализ»

ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ)
— метод технико-экономического исследования процессов, направленный на оптимизацию
ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ)
— метод технико-экономического исследования процессов, направленный на оптимизацию

ОСНОВНЫЕ ИДЕИ ФСА
Потребителя интересует не продукция как таковая, а польза, которую
ОСНОВНЫЕ ИДЕИ ФСА
Потребителя интересует не продукция как таковая, а польза, которую

По степени полезности различают функции
- полезные,
- нейтральные ( бесполезные),
По степени полезности различают функции - полезные, - нейтральные ( бесполезные),



ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ)
ФСА (ФУНКЦИОНАЛЬНО-СТОИМОСТНЫЙ АНАЛИЗ)
ВИДЫ СЛАБЫХ МЕСТ В ПРОЦЕССЕ
– избыточные работы;
– избыточность промежуточного продукта;
– избыточность
ВИДЫ СЛАБЫХ МЕСТ В ПРОЦЕССЕ
– избыточные работы;
– избыточность промежуточного продукта;
– избыточность

Ценность ФСА
КАК БЫЛО И КАК СТАЛО?
Ценность ФСА
КАК БЫЛО И КАК СТАЛО?

ПРИМЕР ФСА
ПРИМЕР ФСА

ПРИМЕР ФСА
Изделие – кошелек.
Нужные функции – приобретение материала, раскрой, изготовление, украшение.
Нейтральные
ПРИМЕР ФСА
Изделие – кошелек.
Нужные функции – приобретение материала, раскрой, изготовление, украшение.
Нейтральные

ЗАДАНИЕ 3.6
Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные
ЗАДАНИЕ 3.6
Выбрать изделие, указать процессы, необходимые для его изготовления. Указать возможные
В процессе производства в организации выполняется множество действий. Их можно разделить
В процессе производства в организации выполняется множество действий. Их можно разделить
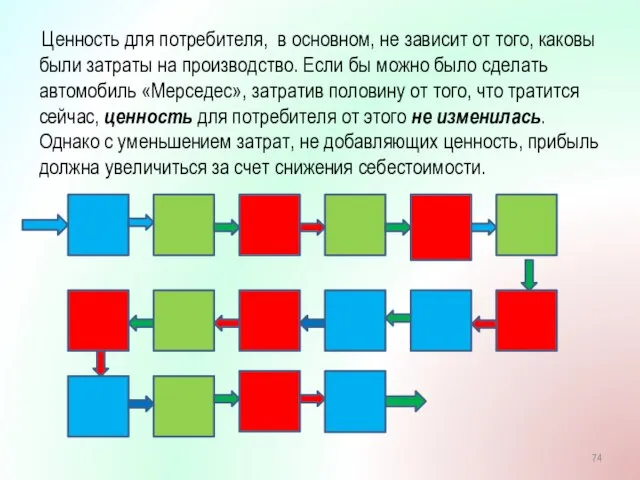
Ценность для потребителя, в основном, не зависит от того, каковы были
Ценность для потребителя, в основном, не зависит от того, каковы были

Потери, если на соблюдать принцип
Потери, если на соблюдать принцип

Организация – вуз
Процессы, добавляющие ценность (ДДЦ) обучающимся– учебный, научный.
Процессы, добавляющие ценность
Организация – вуз
Процессы, добавляющие ценность (ДДЦ) обучающимся– учебный, научный.
Процессы, добавляющие ценность

Метод
«SWOT – анализ процесса»
«SWOT – анализ процесса»
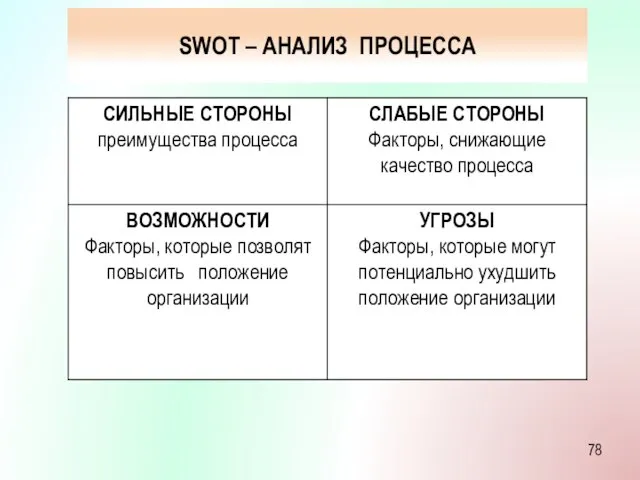
SWOT – АНАЛИЗ ПРОЦЕССА
SWOT – АНАЛИЗ ПРОЦЕССА
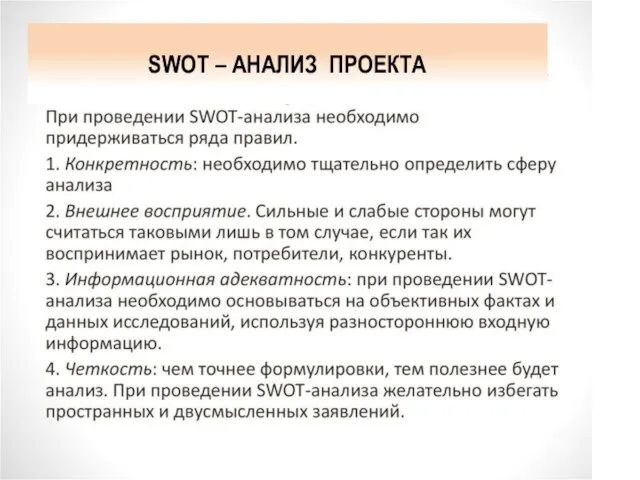
SWOT – АНАЛИЗ ПРОЕКТА
SWOT – АНАЛИЗ ПРОЕКТА
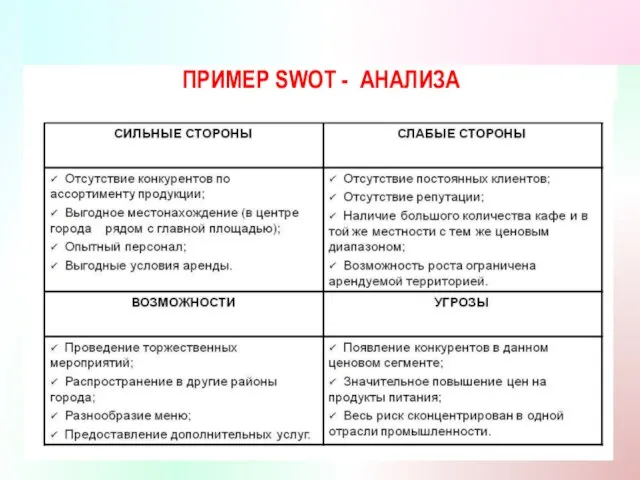
ПРИМЕР SWOT - АНАЛИЗА
ПРИМЕР SWOT - АНАЛИЗА

ЗАДАНИЕ 3.7
Провести SWOT- анализ выбранного Вами проекта.
ЗАДАНИЕ 3.7
Провести SWOT- анализ выбранного Вами проекта.

Метод
«Ноль дефектов»
«Ноль дефектов»

Методы
«Древовидная и матричные диаграммы»
«Древовидная и матричные диаграммы»
ДРЕВОВИДНАЯ ДИАГРАММА
Древовидная диаграмма используется в качестве метода системного определения оптимальных средств
ДРЕВОВИДНАЯ ДИАГРАММА
Древовидная диаграмма используется в качестве метода системного определения оптимальных средств

ДРЕВОВИДНАЯ ДИАГРАММА
Анализ может осуществляться в разных аспектах, например, для:
выявления тех подпроблем,
ДРЕВОВИДНАЯ ДИАГРАММА
Анализ может осуществляться в разных аспектах, например, для:
выявления тех подпроблем,

ПРИМЕР ДРЕВОВИДНОЙ ДИАГРАММЫ
ПРИМЕР ДРЕВОВИДНОЙ ДИАГРАММЫ

ЗАДАНИЕ 3.8
Построить древовидную диаграмму выбранной Вами проблемы
ЗАДАНИЕ 3.8
Построить древовидную диаграмму выбранной Вами проблемы
МАТРИЧНАЯ ДИАГРАММА
Матричная диаграмма (таблица качества; матрица связей, матричное представление данных) –
МАТРИЧНАЯ ДИАГРАММА
Матричная диаграмма (таблица качества; матрица связей, матричное представление данных) –

МАТРИЦА ВОЗМОЖНОСТЕЙ
Для успешного анализа окружения процессов организации важно не только
МАТРИЦА ВОЗМОЖНОСТЕЙ
Для успешного анализа окружения процессов организации важно не только

МАТРИЦА ВОЗМОЖНОСТЕЙ
Матрица строится следующим образом: сверху по горизонтали откладывается степень
МАТРИЦА ВОЗМОЖНОСТЕЙ
Матрица строится следующим образом: сверху по горизонтали откладывается степень

МАТРИЦА ВОЗМОЖНОСТЕЙ
МАТРИЦА ВОЗМОЖНОСТЕЙ
МАТРИЦА УГРОЗ
МАТРИЦА УГРОЗ

ЗАДАНИЕ 3.9
Построить матрицы возможностей и угроз для выбранной Вами организации с
ЗАДАНИЕ 3.9
Построить матрицы возможностей и угроз для выбранной Вами организации с

МЕТОДЫ
УЛУЧШЕНИЯ ПРОЦЕССОВ
УЛУЧШЕНИЯ ПРОЦЕССОВ

ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ ПОСТОЯННОГО УЛУЧШЕНИЯ ПРОЦЕССОВ
Имеются два основных подхода
ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ ПОСТОЯННОГО УЛУЧШЕНИЯ ПРОЦЕССОВ
Имеются два основных подхода

ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ УЛУЧШЕНИЯ ПРОЦЕССОВ
1.Подход стратегического прорыва в улучшении
ДВА ОСНОВНЫХ ПОДХОДА К ОСУЩЕСТВЛЕНИЮ УЛУЧШЕНИЯ ПРОЦЕССОВ
1.Подход стратегического прорыва в улучшении

МЕТОД ПЯТЬ «S»:
Упрощение (Simplify) — отделение и устранение ненужных действий.
Приведение в
МЕТОД ПЯТЬ «S»:
Упрощение (Simplify) — отделение и устранение ненужных действий.
Приведение в

Методы постепенного
улучшения
Методы постепенного
улучшения
МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ:
Пять «S»
Пять «почему?»
Наглядность производства
Групповой подход
Использование
МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ:
Пять «S»
Пять «почему?»
Наглядность производства
Групповой подход
Использование

МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ:
1. Пять «S»:
Упрощение (Simplify) — отделение и устранение ненужных
МЕТОДЫ НЕПРЕРЫВНОГО УЛУЧШЕНИЯ:
1. Пять «S»:
Упрощение (Simplify) — отделение и устранение ненужных

МЕТОД «ПЯТЬ S»
МЕТОД «ПЯТЬ S»

1.Сортировка
2 .Соблюдение
порядка
3.Содержание
в чистоте
4.Стандартиза-ция
5.Совершенство-вание
1.Сортировка
2 .Соблюдение
порядка
3.Содержание
в чистоте
4.Стандартиза-ция
5.Совершенство-вание



МЕТОД «СЕМЬ ВИДОВ ПОТЕРЬ»
Перепроизводство — производство продукции в объеме, превышающем
МЕТОД «СЕМЬ ВИДОВ ПОТЕРЬ»
Перепроизводство — производство продукции в объеме, превышающем

МЕТОДЫ УЛУЧШЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Наглядность производства
Концепция построения производства, при которой информация
МЕТОДЫ УЛУЧШЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Наглядность производства
Концепция построения производства, при которой информация

3.Поддержание работоспособности оборудования
Общефирменная программа поддержания оборудования в таком рабочем состоянии,
3.Поддержание работоспособности оборудования
Общефирменная программа поддержания оборудования в таком рабочем состоянии,

ЗАДАНИЕ 3.15
Выбрать систему процессов (организацию) и разработать мероприятия по их
ЗАДАНИЕ 3.15
Выбрать систему процессов (организацию) и разработать мероприятия по их

МЕТОДЫ ПРОРЫВА
Проекты прорыва выполняются при коренной переработке существующих процессов и включают:
определение
МЕТОДЫ ПРОРЫВА
Проекты прорыва выполняются при коренной переработке существующих процессов и включают:
определение

Метод
«Бенчмаркинг»
«Бенчмаркинг»

МЕТОД БЕНЧМАРКИНГ
МЕТОД БЕНЧМАРКИНГ


МЕТОД БЕНЧМАРКИНГ
МЕТОД БЕНЧМАРКИНГ

ВИДЫ БЕНЧМАРКИНГА
ВИДЫ БЕНЧМАРКИНГА

ПОНЯТИЕ «БЕНЧМАРКИНГ»
ПОНЯТИЕ «БЕНЧМАРКИНГ»

Метод
«Точно вовремя и устранение вредных процессов»
«Точно вовремя и устранение вредных процессов»
ПРОГРАММА «ТОЧНО ВО ВРЕМЯ»
.
.

ПРОГРАММА «ТОЧНО ВО ВРЕМЯ»
Основная идея концепции заключается в следующем: если производственное
ПРОГРАММА «ТОЧНО ВО ВРЕМЯ»
Основная идея концепции заключается в следующем: если производственное

 სამუშაო ძალის მოდელი
სამუშაო ძალის მოდელი Особенности мотивации труда персонала
Особенности мотивации труда персонала Совершенствование системы оплаты труда работников предприятия на примере ООО Ателье Карина
Совершенствование системы оплаты труда работников предприятия на примере ООО Ателье Карина Система взаимодействия специалистов в системе культуры и искусства
Система взаимодействия специалистов в системе культуры и искусства Организационная культура
Организационная культура Мультимодальные перевозки
Мультимодальные перевозки Формальные каналы коммуникации в организации
Формальные каналы коммуникации в организации Основы управления персоналом
Основы управления персоналом Cохранение знаний. C. Дюрст
Cохранение знаний. C. Дюрст Культура организации. Виды культур. Ритуалы, церемонии, символы организаций
Культура организации. Виды культур. Ритуалы, церемонии, символы организаций Деловые переговоры
Деловые переговоры Основные понятия теории организации
Основные понятия теории организации Технология работы службы приема и размещения и пути ее совершенствования (на примере гостиницы Парк Дракино)
Технология работы службы приема и размещения и пути ее совершенствования (на примере гостиницы Парк Дракино) Инструкция по оформлению доставки товаров на платформу Бауцентр Рус г. Пушкино
Инструкция по оформлению доставки товаров на платформу Бауцентр Рус г. Пушкино Закупочная логистика
Закупочная логистика Пример линейной, функциональной и штабной разновидностей организационной структуры
Пример линейной, функциональной и штабной разновидностей организационной структуры Инструкция по заполнению презентации на закрытие
Инструкция по заполнению презентации на закрытие Управленческий учет. Содержание, задачи и основные методы
Управленческий учет. Содержание, задачи и основные методы Оценка компетенций персонала
Оценка компетенций персонала Процесс контроля и координирования (регулирования)
Процесс контроля и координирования (регулирования) Организация перевозок и управление на автомобильном транспорте. Объединение автовокзалов и автостанций
Организация перевозок и управление на автомобильном транспорте. Объединение автовокзалов и автостанций Бизнес-процесс продажи со склада Игумново
Бизнес-процесс продажи со склада Игумново Advanced Micro Devices
Advanced Micro Devices Понятие и сущность организации
Понятие и сущность организации Метрологическое обеспечение качества
Метрологическое обеспечение качества Методы принятия управленческих решений
Методы принятия управленческих решений Стратегия личностного и профессионального роста бухгалтера внутри компании
Стратегия личностного и профессионального роста бухгалтера внутри компании Функции управления мотивация
Функции управления мотивация