- Статистичні методи контролю якості. (Тема 4)

Содержание
- 2. План 1. Історія розвитку методів контролю якості. 2. Класифікація статистичних методів. 3. Сутність та значення методів
- 3. ? Рекомендована література основна: Мережко Н.В., Осієвська В.В., Ясинська Н.С. Управління якістю додаткова: Глудкин О.П., Горбунков
- 4. 1. Історія розвитку методів контролю якості
- 5. 1905 рік Поява системи Тейлора. Ця система розділила продукцію на доброякісну і дефектну (брак). Незважаючи на
- 6. 1924 рік Група науковців під керівництвом доктора Р.Л. Джонса заклали основи статистичного управління якістю на основі
- 7. 1979 рік Союз японських вчених та інженерів (JUSE) зібрав у єдине ціле сім простих у використанні
- 8. 2. Класифікація статистичних методів
- 11. 3. Сутність та значення методів контролю якості
- 12. Контрольний листок - це паперовий бланк, на якому заздалегідь надруковані контрольовані параметри, з тим, щоб можна
- 13. Контрольний листок служить засобом збору та впорядкування первинних даних. Він використовується для отримання відповіді на запитання:
- 14. Форма листка містить інформацію про: об'єкт вивчення (наприклад: лінійний розмір виробу або деталі); таблиця реєстрації даних
- 15. Етапи побудови : 1). встановлення події; 2). визначення періоду спостереження, або збору даних про подію (тривалість
- 16. Переваги методу: Недоліки методу: наочність, простота освоєння і застосування велика різноманітність форм і розмірів контрольних листків
- 19. Контрольний листок видів дефектів
- 20. Контрольний листок вимірів деталі, що виготовляється, протягом 9, 10, 11 і 12 березня
- 21. Контроль відхилення від діаметру
- 22. Діаграма Ісікави діаграма «риб'ячої кістки» (Fishbone Diagram); «причинно-наслідкова» діаграма (Cause and Effect Diagram ); діаграма «аналізу
- 23. Діаграма Ісікави — графічний спосіб дослідження та визначення найбільш суттєвих причинно-наслідкових взаємозв'язків між чинниками (факторами) та
- 24. Для чого створена ? Як засіб візуалізації та організації знань; Полегшує розуміння і кінцеву діагностику певної
- 25. Етапи побудови: Виявлення та збирання всіх факторів та причин, що будь-яким чином впливають на досліджуваний результат.
- 26. Причини появи проблеми (так звані "5М“): Man (Людина) Machines (Машини, обладнання) Materials (Матеріали) Methods (Методи) Measurements
- 27. Проблема позначається основною стрілкою
- 28. Головні причини (рівня 1) - “великі кістки” з’єднуються стрілками з «хребтом». Вторинні причини (рівня 2), записуються
- 29. Причинно-наслідкові зв’язки між якістю сировини та швидкозамороженої продукції
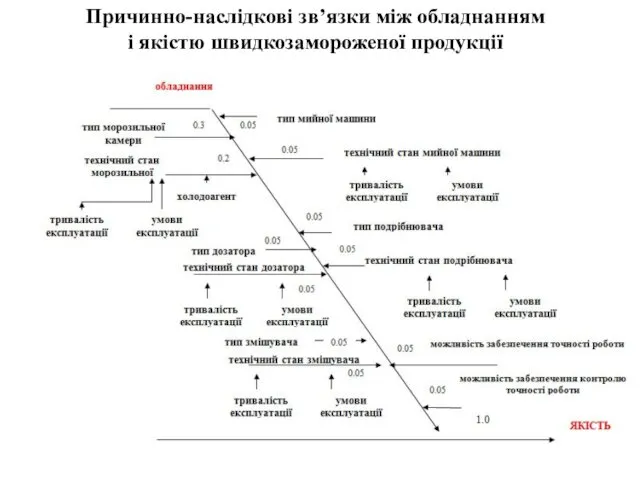
- 30. Причинно-наслідкові зв’язки між обладнанням і якістю швидкозамороженої продукції
- 31. Максимальна глибина такого дерева досягає чотирьох-п'яти рівнів.
- 32. Аналіз картини Усунути всі причини неможливо і нерентабельно. Тому потрібно методом ранжування виявити 2-3 головні першопричини,
- 33. Переваги методу Метод дозволяє: Стимулювати творче мислення; Представити взаємозв’язок причин та співставити їх відносну важливість.
- 34. Недоліки методу не розглядається логічна перевірка ланцюга причин, що ведуть до першопричини; складна і не завжди
- 35. Метод «гістограми» один з варіантів стовпчикової діаграми, що відображає залежність частоти попадання параметрів якості виробу або
- 36. Мета методу контроль діючого процесу і виявлення проблем, що підлягають першочерговому вирішенню. Суть методу: завдяки графічному
- 37. Переваги Наочність, простота освоєння і застосування. Управління за допомогою фактів. Розуміння варіабельності процесу, розуміння глибини проблеми
- 38. Типи гістограм за формою: Базовий Гребеневий Асиметричний Односторонній Типу копи Типу сідла З ізольованим підвищенням Без
- 39. Витрати на ремонт обладнання, тис. грн.
- 40. Кількість дефектів у виробах
- 44. Діаграма Парето – це інструмент, що дозволяє розподілити зусилля для вирішення виникаючих проблем та виявити основні
- 45. Метод аналізу Парето: класифікація проблем якості на нечисленні, але істотно важливі і численні, але несуттєві.
- 47. Побудова діаграми Парето Вибір проблем для порівняня і розташування їх за важливістю. Визначення критеріїв для порівняння
- 48. При використанні діаграми Парето для виявлення результатів діяльності та причин найбільш поширеним методом є АВС-аналіз. Група
- 49. Діаграма Парето за типами дефектів
- 53. Діаграма розсіювання застосовується, коли потрібно з'ясувати наявність лінійного зв'язку між двома контрольованими параметрами. Тобто з'ясувати, як
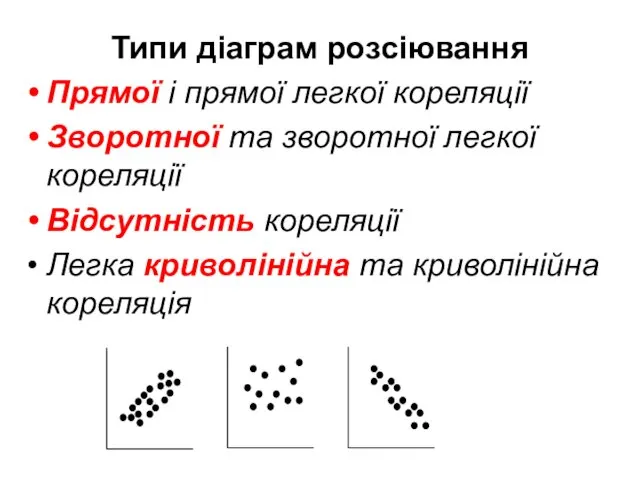
- 54. Типи діаграм розсіювання Прямої і прямої легкої кореляції Зворотної та зворотної легкої кореляції Відсутність кореляції Легка
- 55. Контрольні карти Шухарта відображають характер зміни показника в часі це часовий ряд із статистично визначеними верхньою
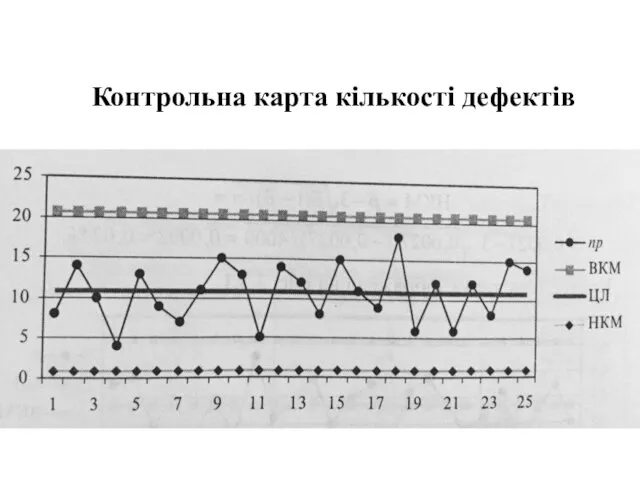
- 56. Контрольна карта кількості дефектів
- 58. Скачать презентацию
План
1. Історія розвитку методів контролю якості.
2. Класифікація статистичних методів.
3. Сутність та
План
1. Історія розвитку методів контролю якості.
2. Класифікація статистичних методів.
3. Сутність та

? Рекомендована література
основна:
Мережко Н.В., Осієвська В.В., Ясинська Н.С. Управління якістю
додаткова:
? Рекомендована література
основна:
Мережко Н.В., Осієвська В.В., Ясинська Н.С. Управління якістю
додаткова:
1. Історія розвитку методів контролю якості
1. Історія розвитку методів контролю якості
1905 рік
Поява системи Тейлора. Ця система розділила продукцію
1905 рік
Поява системи Тейлора. Ця система розділила продукцію

1924 рік
Група науковців під керівництвом доктора Р.Л. Джонса заклали
1924 рік
Група науковців під керівництвом доктора Р.Л. Джонса заклали

1979 рік
Союз японських вчених та інженерів (JUSE) зібрав
1979 рік
Союз японських вчених та інженерів (JUSE) зібрав
2. Класифікація статистичних методів
2. Класифікація статистичних методів



3. Сутність та значення методів контролю якості
3. Сутність та значення методів контролю якості

Контрольний листок - це паперовий бланк, на якому заздалегідь надруковані
Контрольний листок - це паперовий бланк, на якому заздалегідь надруковані
Контрольний листок служить засобом збору та впорядкування первинних даних.
Він використовується
Контрольний листок служить засобом збору та впорядкування первинних даних. Він використовується
Форма листка містить інформацію про:
об'єкт вивчення (наприклад: лінійний розмір виробу
Форма листка містить інформацію про:
об'єкт вивчення (наприклад: лінійний розмір виробу

Етапи побудови :
1). встановлення події;
2). визначення періоду спостереження,
Етапи побудови : 1). встановлення події; 2). визначення періоду спостереження,
Переваги методу: Недоліки методу:
наочність,
простота освоєння і застосування
велика різноманітність форм і
Переваги методу: Недоліки методу:
наочність,
простота освоєння і застосування
велика різноманітність форм і



Контрольний листок видів дефектів
Контрольний листок видів дефектів

Контрольний листок вимірів деталі, що виготовляється, протягом 9, 10, 11 і
Контрольний листок вимірів деталі, що виготовляється, протягом 9, 10, 11 і

Контроль відхилення від діаметру
Контроль відхилення від діаметру
Діаграма Ісікави
діаграма «риб'ячої кістки» (Fishbone Diagram);
«причинно-наслідкова» діаграма (Cause and Effect Diagram
Діаграма Ісікави
діаграма «риб'ячої кістки» (Fishbone Diagram);
«причинно-наслідкова» діаграма (Cause and Effect Diagram

Діаграма Ісікави — графічний спосіб дослідження та визначення найбільш суттєвих причинно-наслідкових
Діаграма Ісікави — графічний спосіб дослідження та визначення найбільш суттєвих причинно-наслідкових
Для чого створена ?
Як засіб візуалізації та організації знань;
Полегшує розуміння і
Для чого створена ?
Як засіб візуалізації та організації знань;
Полегшує розуміння і
Етапи побудови:
Виявлення та збирання всіх факторів та причин, що будь-яким чином
Етапи побудови:
Виявлення та збирання всіх факторів та причин, що будь-яким чином
Причини появи проблеми
(так звані "5М“):
Man (Людина)
Machines (Машини, обладнання)
Materials (Матеріали)
Methods
Причини появи проблеми
(так звані "5М“):
Man (Людина)
Machines (Машини, обладнання)
Materials (Матеріали)
Methods

Проблема позначається основною стрілкою
Проблема позначається основною стрілкою

Головні причини (рівня 1) - “великі кістки” з’єднуються стрілками з «хребтом».
Головні причини (рівня 1) - “великі кістки” з’єднуються стрілками з «хребтом».

Причинно-наслідкові зв’язки між якістю сировини
та швидкозамороженої продукції
Причинно-наслідкові зв’язки між якістю сировини
та швидкозамороженої продукції
Причинно-наслідкові зв’язки між обладнанням
і якістю швидкозамороженої продукції
Причинно-наслідкові зв’язки між обладнанням
і якістю швидкозамороженої продукції

Максимальна глибина такого дерева досягає чотирьох-п'яти рівнів.
Максимальна глибина такого дерева досягає чотирьох-п'яти рівнів.

Аналіз картини
Усунути всі причини неможливо і нерентабельно. Тому потрібно методом
Аналіз картини
Усунути всі причини неможливо і нерентабельно. Тому потрібно методом
Переваги методу
Метод дозволяє:
Стимулювати творче мислення;
Представити взаємозв’язок причин та співставити їх
Переваги методу
Метод дозволяє:
Стимулювати творче мислення;
Представити взаємозв’язок причин та співставити їх

Недоліки методу
не розглядається логічна перевірка ланцюга причин, що ведуть до першопричини;
складна
Недоліки методу
не розглядається логічна перевірка ланцюга причин, що ведуть до першопричини;
складна
Метод «гістограми»
один з варіантів стовпчикової діаграми, що відображає залежність частоти попадання
Метод «гістограми»
один з варіантів стовпчикової діаграми, що відображає залежність частоти попадання
Мета методу
контроль діючого процесу і виявлення проблем, що підлягають першочерговому
Мета методу
контроль діючого процесу і виявлення проблем, що підлягають першочерговому
Переваги
Наочність, простота освоєння і застосування.
Управління за допомогою фактів.
Розуміння варіабельності процесу, розуміння
Переваги
Наочність, простота освоєння і застосування.
Управління за допомогою фактів.
Розуміння варіабельності процесу, розуміння

Типи гістограм за формою:
Базовий
Гребеневий
Асиметричний
Односторонній
Типу копи
Типу сідла
Типи гістограм за формою:
Базовий
Гребеневий
Асиметричний
Односторонній
Типу копи
Типу сідла

Витрати на ремонт обладнання, тис. грн.
Витрати на ремонт обладнання, тис. грн.
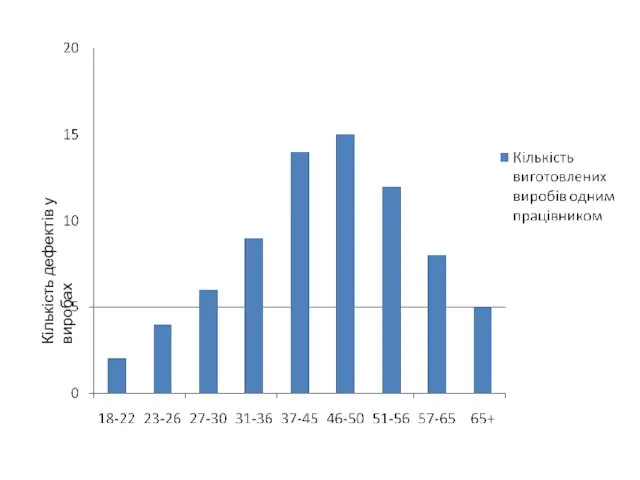
Кількість дефектів у виробах
Кількість дефектів у виробах



Діаграма Парето – це інструмент, що дозволяє розподілити зусилля для
Діаграма Парето – це інструмент, що дозволяє розподілити зусилля для
Метод аналізу Парето: класифікація проблем якості на нечисленні, але істотно
Метод аналізу Парето: класифікація проблем якості на нечисленні, але істотно


Побудова діаграми Парето
Вибір проблем для порівняня і розташування їх за важливістю.
Побудова діаграми Парето
Вибір проблем для порівняня і розташування їх за важливістю.
При використанні діаграми Парето для виявлення результатів діяльності та причин найбільш
При використанні діаграми Парето для виявлення результатів діяльності та причин найбільш

Діаграма Парето за типами дефектів
Діаграма Парето за типами дефектів



Діаграма розсіювання
застосовується, коли потрібно з'ясувати наявність лінійного зв'язку між двома
Діаграма розсіювання
застосовується, коли потрібно з'ясувати наявність лінійного зв'язку між двома
Типи діаграм розсіювання
Прямої і прямої легкої кореляції
Зворотної та зворотної легкої
Типи діаграм розсіювання
Прямої і прямої легкої кореляції
Зворотної та зворотної легкої

Контрольні карти Шухарта
відображають характер зміни показника в часі
це часовий ряд із
Контрольні карти Шухарта
відображають характер зміни показника в часі
це часовий ряд із
Контрольна карта кількості дефектів
Контрольна карта кількості дефектів
 Управление персоналом в отраслях социальной сферы
Управление персоналом в отраслях социальной сферы Процессы управления проектом
Процессы управления проектом Деловая беседа
Деловая беседа Процессы и области знаний управления проектами
Процессы и области знаний управления проектами Система управления качеством на предприятии
Система управления качеством на предприятии Визначення впливу видів і напрямів діяльності організації на її структуру
Визначення впливу видів і напрямів діяльності організації на її структуру Управление человеческими ресурсами
Управление человеческими ресурсами Группа Компаний СДЭК. Логистические решения
Группа Компаний СДЭК. Логистические решения Ирархия управления
Ирархия управления Организация коммерческой деятельности, пути ее совершенствования
Организация коммерческой деятельности, пути ее совершенствования Планирование производственно- хозяйственной деятельности
Планирование производственно- хозяйственной деятельности MWAA Project Controls for Project Support Management
MWAA Project Controls for Project Support Management Разработка руководства по качеству применительно к фармацевтическим предприятиям
Разработка руководства по качеству применительно к фармацевтическим предприятиям Логістичний менеджмент в системі загального менеджменту. (Лекція 5)
Логістичний менеджмент в системі загального менеджменту. (Лекція 5) Концепции управления персоналом
Концепции управления персоналом Merma week
Merma week Swat-анализ туристической компании Рegas touristik
Swat-анализ туристической компании Рegas touristik Управление отношениями с клиентами
Управление отношениями с клиентами Возврат товара
Возврат товара Основные и дополнительные услуги в отеле More Spa & Resort
Основные и дополнительные услуги в отеле More Spa & Resort Организационная структура проекта. Проекты в рамках функциональной структуры. Проектная организационная структура. Тема 4
Организационная структура проекта. Проекты в рамках функциональной структуры. Проектная организационная структура. Тема 4 Электронный документооборот
Электронный документооборот Quality Management Systems
Quality Management Systems Управління на залізничному транспорті. Лекція 2
Управління на залізничному транспорті. Лекція 2 Разработка концепции проекта. Формирование идеи проекта
Разработка концепции проекта. Формирование идеи проекта Разработка методов и моделей доставки тарно-штучных грузов из Юго-Восточной Азии в Россию
Разработка методов и моделей доставки тарно-штучных грузов из Юго-Восточной Азии в Россию Поглотители времени
Поглотители времени Управление человеческими ресурсами
Управление человеческими ресурсами