- Метрологический контроль результатов измерений испытательных лабораторий

Содержание
- 2. ГОСТ Р ИСО/МЭК 17025-2009 Общие требования к компетентности испытательных и калибровочных лабораторий
- 3. Основное содержание стандарта
- 4. Методы испытания и оценка их пригодности Лаборатория в своей работе должна использовать методы и процедуры, соответствующие
- 5. Нормативная документация термины и определения ГОСТ Р 52361-2005 «Контроль объекта аналитический. Термины и определения» Метод анализа
- 6. ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений Методика выполнения измерений (МВИ): Совокупность
- 7. Этапы оценки пригодности анализа со стороны пользователя
- 8. Задача лаборатории Проверить наличие необходимых условий для проведения анализа; Осуществить контроль соответствия операций и правил, реализуемых
- 9. Пути решения Оценивание в ходе специального эксперимента в лаборатории показателей качества результатов анализа и проверка их
- 10. 5.6 Прослеживаемость измерений ОЦЕНКА КАЧЕСТВА (ТОЧНОСТИ) РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ ОЦЕНКА ЕДИНСТВА ИЗМЕРЕНИЙ (ПРОСЛЕЖИВАЕМОСТЬ) Используются характеристики погрешности измерений
- 11. Прослеживаемость-неразрывная цепь сличений 5.6.1. Все средства измерений должны быть поверены или калиброваны, испытательное оборудование аттестовано в
- 12. При проведении испытаний не всегда возможно достичь прослеживаемости к системе СИ; в таких случаях прослеживаемость может
- 13. 5.9. Обеспечение качества результатов Лаборатория должна иметь процедуры управления качеством, позволяющие контролировать достоверность выполняемых испытаний. Результаты
- 14. Контроль качества результатов включает: Условия для проведения анализов Контроль факторов окружающей среды (температура, влажность, и т.п.)
- 15. Проверка приемлемости результатов анализа
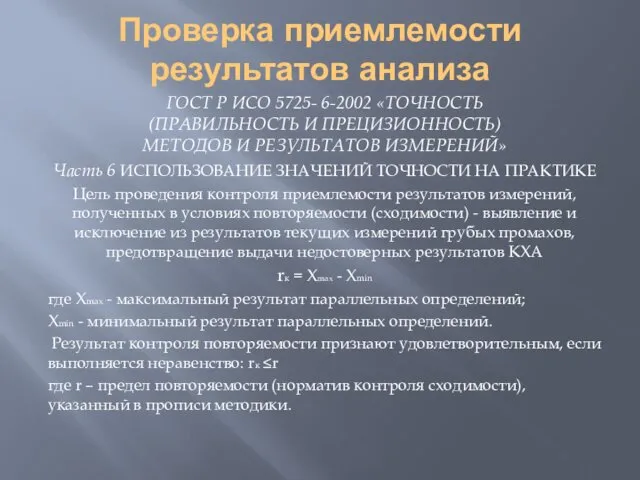
- 17. Проверка приемлемости результатов анализа ГОСТ Р ИСО 5725- 6-2002 «ТОЧНОСТЬ (ПРАВИЛЬНОСТЬ И ПРЕЦИЗИОННОСТЬ) МЕТОДОВ И РЕЗУЛЬТАТОВ
- 19. Контролируется (проверяется) только повторяемость. Результатом проверки приемлемости является установление результата измерения. Количество единичных измерений, по которому
- 20. Внутренний оперативный контроль прецизионности и точности (ВОК) РМГ 76-2014 «Государственная система обеспечения единства измерений. Внутренний контроль
- 22. Прецизионность Повторяемость Промежуточная прецизионность (внутрилабораторная) Воспроизводимость
- 23. Контроль точности Контроль точности в лабораториях проводят: с применением стандартных образцов (СО); методом добавок; методом разбавлений;
- 24. Контроль точности с использованием СО (АС) NB! Если предварительно установлено, что в анализируемой пробе отсутствует определяемый
- 25. Контроль точности методом добавок
- 26. Контроль точности методом разбавлений
- 27. Контроль точности методом сочетания разбавления и добавки
- 28. Контроль стабильности
- 29. Контрольные карты Шухарта -погрешность результатов анализа -внутрилабораторная прецизионность -повторяемость результатов параллельных определений Периодическая проверка подконтрольной процедуры
- 30. Выбор алгоритма проведения контрольной процедуры зависит: контролируемого показателя качества результатов анализа (повторяемость, внутрилабораторная прецизионность, точность); наличие
- 31. Периодическая проверка подконтрольности процедуры выполнения анализа с применением образцов для контроля Основан на нескольких (не менее
- 32. Методы контроля регламентированные РМГ 76 с использованием образцов для контроля; с применением метода добавок при использовании
- 33. Определить значение С и погрешности δс Определить показатель погрешности Δл=Δл(С) Δл/3≥ δс ДА Фиксируется предупреждение нет
- 34. Метод выборочного статистического контроля Основан на сравнении общего количества превышений со специальными контрольными (приёмочными и браковочными)
- 35. Определение числа результатов за контрольный период Задание предела приемлемого качества и уровня контроля Выбор нормативов контроля:
- 36. При контроле внутрилабораторной прецизионности: формируется выборка из n рабочих проб При контроле погрешности: Выполнение n контрольных
- 37. Контрольные карты Шухарта Являются графическим средством статистического анализа изменчивости процессов. Основная цель КК – обнаружить неестественные
- 39. В процедуре ВЛК используются стандартные карты, а именно: · R-карты – для КК повторяемости и внутрилабораторной
- 40. Контроль стабильности повторяемости Контроль стабильности внутрилабораторной прецизионности Контроль стабильности точности (правильности)
- 41. На контрольную карту наносят в виде горизонтальных прямых среднюю линию и пределы - предел действия и
- 42. Карта повторяемости
- 43. Карта внутрилабораторной прецизионности
- 44. Карта точности
- 45. Примеры записи результатов измерений (МИ 1317-2004)
- 46. Способы представления результатов анализов
- 48. Скачать презентацию

ГОСТ Р ИСО/МЭК 17025-2009 Общие требования к компетентности
испытательных и калибровочных лабораторий
ГОСТ Р ИСО/МЭК 17025-2009 Общие требования к компетентности
испытательных и калибровочных лабораторий

Основное содержание стандарта
Основное содержание стандарта
Методы испытания и оценка их пригодности
Лаборатория в своей работе должна использовать
Методы испытания и оценка их пригодности
Лаборатория в своей работе должна использовать
Нормативная документация
термины и определения
ГОСТ Р 52361-2005 «Контроль объекта аналитический. Термины и
Нормативная документация
термины и определения
ГОСТ Р 52361-2005 «Контроль объекта аналитический. Термины и
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
Методика
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
Методика
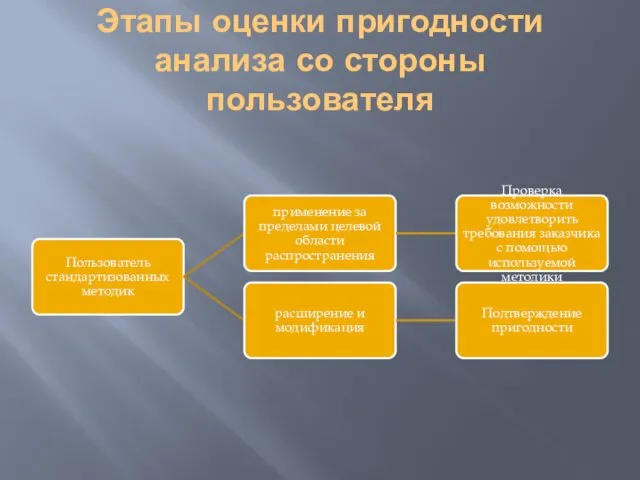
Этапы оценки пригодности анализа со стороны пользователя
Этапы оценки пригодности анализа со стороны пользователя
Задача лаборатории
Проверить наличие необходимых условий для проведения анализа;
Осуществить контроль соответствия операций
Задача лаборатории
Проверить наличие необходимых условий для проведения анализа;
Осуществить контроль соответствия операций
Пути решения
Оценивание в ходе специального эксперимента в лаборатории показателей качества результатов
Пути решения
Оценивание в ходе специального эксперимента в лаборатории показателей качества результатов

5.6 Прослеживаемость измерений
ОЦЕНКА КАЧЕСТВА (ТОЧНОСТИ) РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
ОЦЕНКА ЕДИНСТВА ИЗМЕРЕНИЙ (ПРОСЛЕЖИВАЕМОСТЬ)
Используются характеристики
5.6 Прослеживаемость измерений
ОЦЕНКА КАЧЕСТВА (ТОЧНОСТИ) РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
ОЦЕНКА ЕДИНСТВА ИЗМЕРЕНИЙ (ПРОСЛЕЖИВАЕМОСТЬ)
Используются характеристики

Прослеживаемость-неразрывная цепь сличений
5.6.1. Все средства измерений должны быть поверены или калиброваны,
Прослеживаемость-неразрывная цепь сличений
5.6.1. Все средства измерений должны быть поверены или калиброваны,
При проведении испытаний не всегда возможно достичь прослеживаемости к системе СИ;
При проведении испытаний не всегда возможно достичь прослеживаемости к системе СИ;

5.9. Обеспечение качества результатов
Лаборатория должна иметь процедуры управления качеством, позволяющие контролировать
5.9. Обеспечение качества результатов
Лаборатория должна иметь процедуры управления качеством, позволяющие контролировать

Контроль качества результатов включает:
Условия для проведения анализов
Контроль факторов окружающей среды (температура,
Контроль качества результатов включает:
Условия для проведения анализов
Контроль факторов окружающей среды (температура,
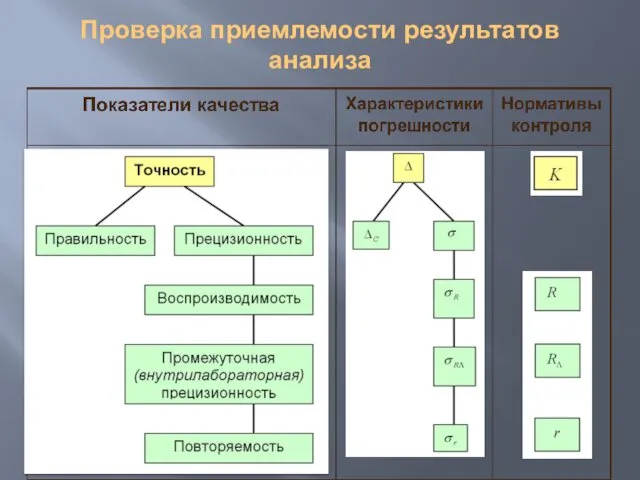
Проверка приемлемости результатов анализа
Проверка приемлемости результатов анализа

Проверка приемлемости результатов анализа
ГОСТ Р ИСО 5725- 6-2002 «ТОЧНОСТЬ
(ПРАВИЛЬНОСТЬ И ПРЕЦИЗИОННОСТЬ)
МЕТОДОВ
Проверка приемлемости результатов анализа
ГОСТ Р ИСО 5725- 6-2002 «ТОЧНОСТЬ (ПРАВИЛЬНОСТЬ И ПРЕЦИЗИОННОСТЬ) МЕТОДОВ

Контролируется (проверяется) только повторяемость.
Результатом проверки приемлемости является установление результата измерения.
Количество единичных
Контролируется (проверяется) только повторяемость.
Результатом проверки приемлемости является установление результата измерения.
Количество единичных
Внутренний оперативный контроль прецизионности и точности (ВОК)
РМГ 76-2014 «Государственная система обеспечения
Внутренний оперативный контроль прецизионности и точности (ВОК)
РМГ 76-2014 «Государственная система обеспечения

Прецизионность
Повторяемость
Промежуточная прецизионность
(внутрилабораторная)
Воспроизводимость
Прецизионность
Повторяемость
Промежуточная прецизионность
(внутрилабораторная)
Воспроизводимость

Контроль точности
Контроль точности в лабораториях проводят:
с применением стандартных образцов (СО);
Контроль точности
Контроль точности в лабораториях проводят:
с применением стандартных образцов (СО);
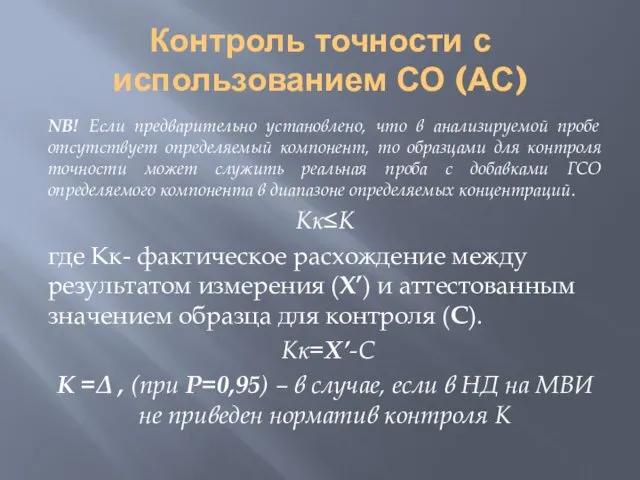
Контроль точности с использованием СО (АС)
NB! Если предварительно установлено, что
Контроль точности с использованием СО (АС)
NB! Если предварительно установлено, что
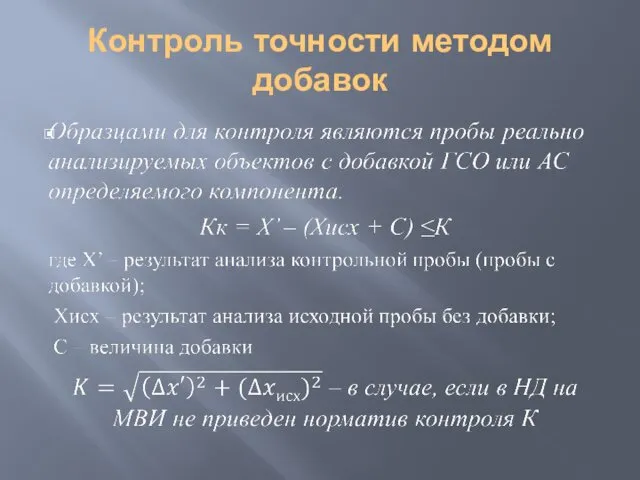
Контроль точности методом добавок
Контроль точности методом добавок

Контроль точности методом разбавлений
Контроль точности методом разбавлений

Контроль точности методом сочетания разбавления и добавки
Контроль точности методом сочетания разбавления и добавки

Контроль стабильности
Контроль стабильности

Контрольные карты Шухарта
-погрешность результатов анализа
-внутрилабораторная прецизионность
-повторяемость результатов параллельных определений
Периодическая проверка подконтрольной
Контрольные карты Шухарта
-погрешность результатов анализа
-внутрилабораторная прецизионность
-повторяемость результатов параллельных определений
Периодическая проверка подконтрольной
Выбор алгоритма проведения контрольной процедуры зависит:
контролируемого показателя качества результатов анализа (повторяемость,
Выбор алгоритма проведения контрольной процедуры зависит:
контролируемого показателя качества результатов анализа (повторяемость,
Периодическая проверка подконтрольности процедуры выполнения анализа с применением образцов для контроля
Основан
Периодическая проверка подконтрольности процедуры выполнения анализа с применением образцов для контроля
Основан
Методы контроля регламентированные РМГ 76
с использованием образцов для контроля;
с применением метода
Методы контроля регламентированные РМГ 76
с использованием образцов для контроля;
с применением метода
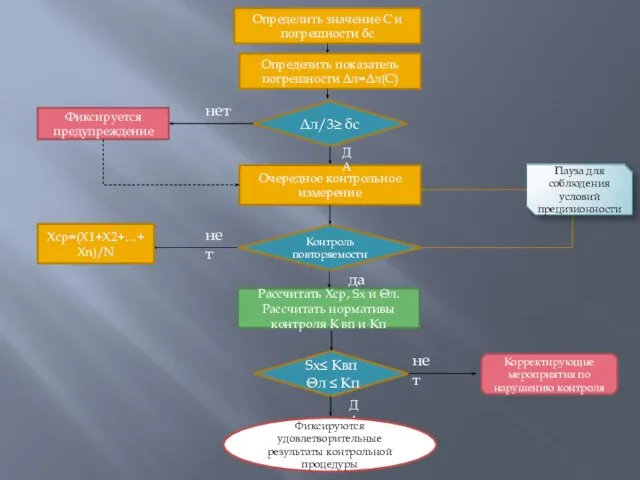
Определить значение С и погрешности δс
Определить показатель погрешности Δл=Δл(С)
Δл/3≥ δс
ДА
Фиксируется предупреждение
нет
Очередное
Определить значение С и погрешности δс
Определить показатель погрешности Δл=Δл(С)
Δл/3≥ δс
ДА
Фиксируется предупреждение
нет
Очередное
Метод выборочного статистического контроля
Основан на сравнении общего количества превышений со специальными контрольными
Метод выборочного статистического контроля
Основан на сравнении общего количества превышений со специальными контрольными

Определение числа результатов за контрольный период
Задание предела приемлемого качества и уровня
Определение числа результатов за контрольный период
Задание предела приемлемого качества и уровня

При контроле внутрилабораторной прецизионности:
формируется выборка из n рабочих проб
При контроле погрешности:
Выполнение
При контроле внутрилабораторной прецизионности:
формируется выборка из n рабочих проб
При контроле погрешности:
Выполнение
Контрольные карты Шухарта
Являются графическим средством статистического анализа изменчивости процессов.
Основная цель
Контрольные карты Шухарта
Являются графическим средством статистического анализа изменчивости процессов.
Основная цель


В процедуре ВЛК используются стандартные карты, а именно:
· R-карты – для КК
В процедуре ВЛК используются стандартные карты, а именно:
· R-карты – для КК

Контроль стабильности повторяемости
Контроль стабильности внутрилабораторной прецизионности
Контроль стабильности точности (правильности)
Контроль стабильности повторяемости
Контроль стабильности внутрилабораторной прецизионности
Контроль стабильности точности (правильности)
На контрольную карту наносят в виде горизонтальных прямых среднюю линию и
На контрольную карту наносят в виде горизонтальных прямых среднюю линию и

Карта повторяемости
Карта повторяемости
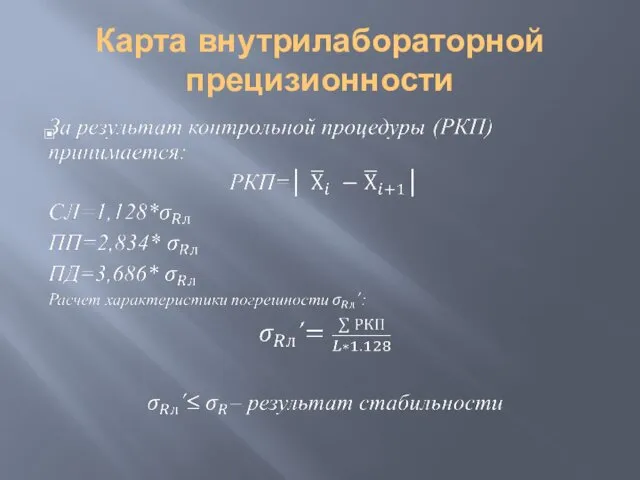
Карта внутрилабораторной прецизионности
Карта внутрилабораторной прецизионности

Карта точности
Карта точности

Примеры записи результатов измерений (МИ 1317-2004)
Примеры записи результатов измерений (МИ 1317-2004)
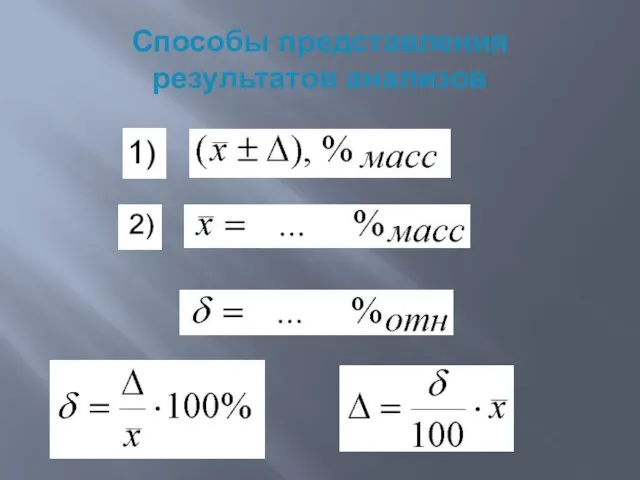
Способы представления результатов анализов
Способы представления результатов анализов
 Крос-культурний менеджмент: особливості американського типу
Крос-культурний менеджмент: особливості американського типу Сравнительный анализ теорий мотивации
Сравнительный анализ теорий мотивации Технология управленческой деятельности
Технология управленческой деятельности Принципы системного подхода
Принципы системного подхода Управление персоналом организации. Управление конфликтами
Управление персоналом организации. Управление конфликтами Процесс планирования
Процесс планирования Управление проектными рисками
Управление проектными рисками Организация Стартового совещания Типовой план стартового совещания
Организация Стартового совещания Типовой план стартового совещания Модель силового поля Курта Левина
Модель силового поля Курта Левина Управление качеством
Управление качеством Менеджмент. Организация, внешняя и внутренняя среда
Менеджмент. Организация, внешняя и внутренняя среда БИТ: Экспедирование. Готовое решение для автоматизации грузоперевозок
БИТ: Экспедирование. Готовое решение для автоматизации грузоперевозок История управленческой мысли: введение в дисциплину
История управленческой мысли: введение в дисциплину Разработка управленческого решения по уменьшению текучести персонала на ПАО Детский Мир
Разработка управленческого решения по уменьшению текучести персонала на ПАО Детский Мир Порядок и учет результатов инвентаризации расчетов
Порядок и учет результатов инвентаризации расчетов Информация и коммуникации в процессах управления
Информация и коммуникации в процессах управления Основы грузовой и коммерческой работы
Основы грузовой и коммерческой работы Философии управления персоналом
Философии управления персоналом Анализ проблем автоматизации процессов поддержки пользователей при переходе к asset management
Анализ проблем автоматизации процессов поддержки пользователей при переходе к asset management Инвестиционное проектирование. (Тема 3.1)
Инвестиционное проектирование. (Тема 3.1) Процедура приемки товара Bosch
Процедура приемки товара Bosch Теории мотивации
Теории мотивации Кадровое планирование
Кадровое планирование Стратегический подход к управлению изменениями
Стратегический подход к управлению изменениями Анализ внешней среды и её влияния на реализацию альтернатив
Анализ внешней среды и её влияния на реализацию альтернатив Корпоративная культура
Корпоративная культура Необходимость модернизации системы управления
Необходимость модернизации системы управления Compare and Contrast for Continuous Improvement
Compare and Contrast for Continuous Improvement