- Менеджмент качества. Инструменты управления качеством

Содержание
- 2. Статистические методы контроля качества (SQC).
- 3. Контрольный листок. Контрольные листки могут применяться как при контроле по качественным, так и при контроле по
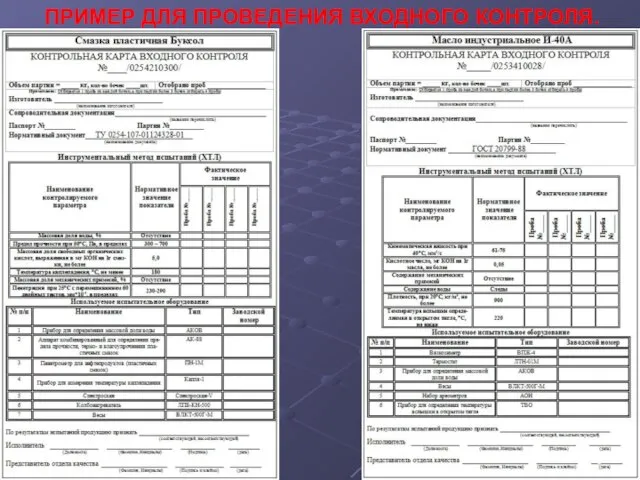
- 4. ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
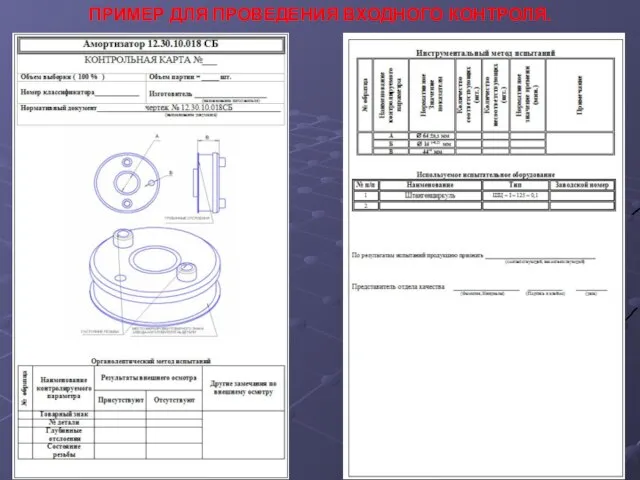
- 5. ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
- 6. ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
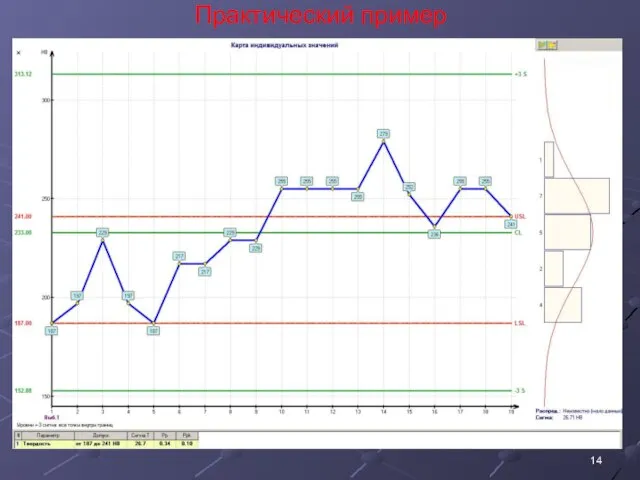
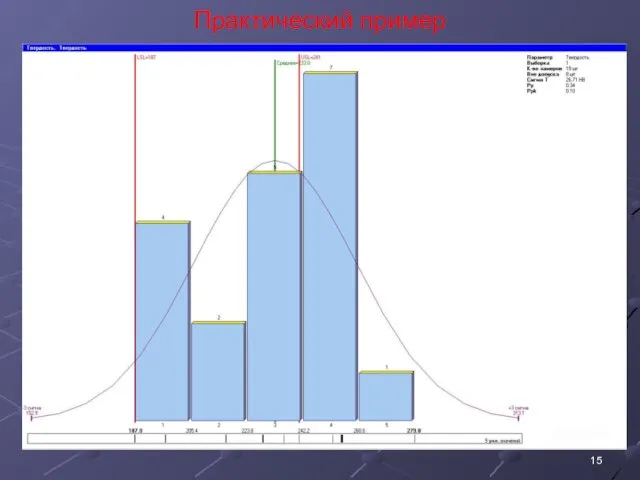
- 7. Контрольная карта — это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была
- 8. Контрольные карты Шухарта. Цель контрольных карт — обнаружить неестественные изменения в данных из повторяющихся процессов и
- 9. Практический пример
- 10. Практический пример
- 11. Практический пример
- 12. Практический пример
- 13. Практический пример
- 14. Практический пример
- 15. Практический пример
- 16. Причинно-следственная диаграмма Исикавы. Причинно-следственную диаграмму можно представить графически и её часто называют «рыбьим скелетом» или «рыбьей
- 17. Пример. Технический анализ неисправностей электропоездов за 2004 год. (всего 18 837 неисправностей)
- 18. Пример. Технический анализ неисправностей электропоездов за 2005 год. (всего 18 111 неисправностей).
- 19. Пример. Технический анализ неисправностей электропоездов за 2006 год. (всего 26 166 неисправностей).
- 20. Анализ Парето. Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая
- 21. Пример. Технический анализ неисправностей электропоездов за 2004 год.
- 22. Пример. Технический анализ неисправностей электропоездов за 2005 год.
- 23. Пример. Технический анализ неисправностей электропоездов за 2006 год.
- 24. Пример. Технический анализ неисправностей электропоездов за 2004 год.
- 25. Пример. Технический анализ неисправностей электропоездов за 2005 год.
- 26. Пример. Технический анализ неисправностей электропоездов за 2006 год.
- 27. СТРАТИФИКАЦИЯ. Стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в
- 28. Идентификация, прослеживаемость и сохранение продукции на предприятии. Управление несоответствующей продукцией. (Примеры и способы решения). «Проблема заключается
- 29. Если это целесообразно, организация должна идентифицировать продукцию соответствующими средствами в ходе её производства. (п.7.5.3 Идентификация и
- 30. Концептуальная схема 3-х ступенчатого контроля качества.
- 31. Идентификация продукции. Идентифицирует продукцию подлежащую списанию и хранению в изоляторе брака в красной зоне. Идентифицирует продукцию
- 32. Схема движения продукции по предприятию.
- 33. Схема изолятора брака Красная зона – часть изолятора брака, где находится продукция признанная в результате осмотра
- 34. Фото пример (Депо. Великобритания).
- 35. Фото пример (Депо. Великобритания).
- 36. Фото пример (Депо. Великобритания).
- 37. Фото пример. (Депо. Великобритания).
- 38. Фото пример (Депо. Япония).
- 39. Фото пример (Депо. Япония).
- 40. Фото пример (Депо. Япония).
- 41. Фото пример (Депо. Япония).
- 42. Фото пример. (Депо. Великобритания).
- 43. Фото пример. (Депо ALSTOM. Великобритания).
- 44. Фото пример. (Депо ALSTOM. Великобритания).
- 45. Фото пример. (Депо ALSTOM. Великобритания).
- 46. Фото пример. (Депо ALSTOM. Великобритания).
- 47. Фото пример (Депо. Япония).
- 48. Фото пример (Депо. Япония).
- 49. Фото пример. (Депо ALSTOM. Великобритания).
- 51. Скачать презентацию
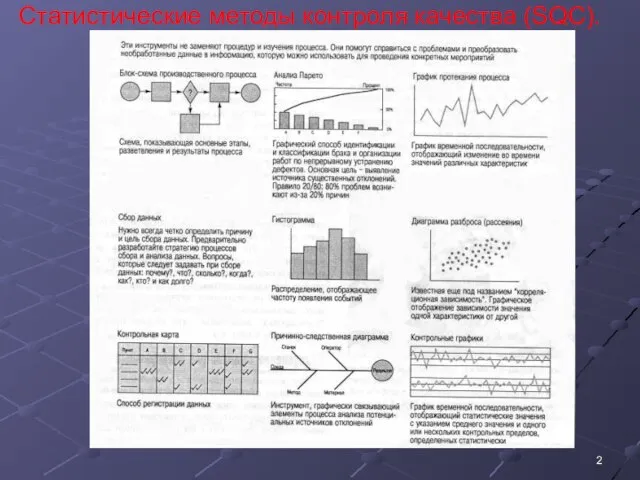
Статистические методы контроля качества (SQC).
Статистические методы контроля качества (SQC).
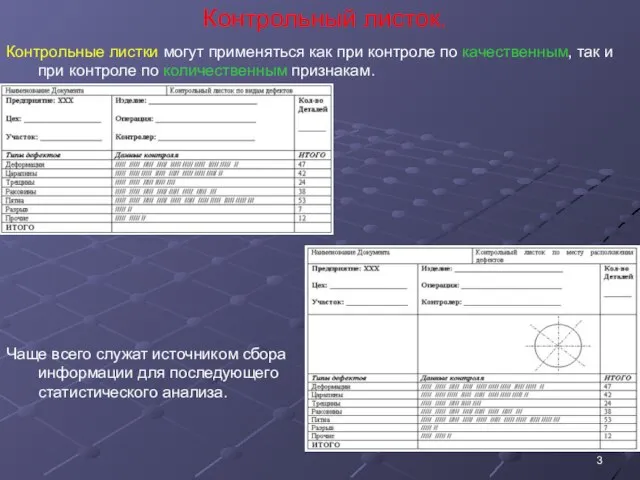
Контрольный листок.
Контрольные листки могут применяться как при контроле по качественным, так
Контрольный листок.
Контрольные листки могут применяться как при контроле по качественным, так
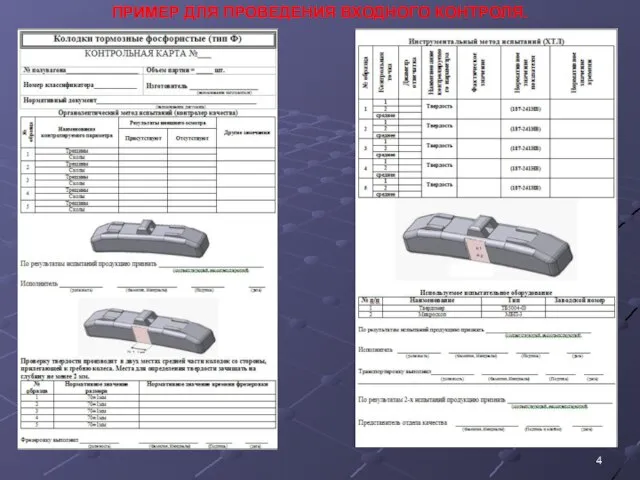
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
ПРИМЕР ДЛЯ ПРОВЕДЕНИЯ ВХОДНОГО КОНТРОЛЯ.
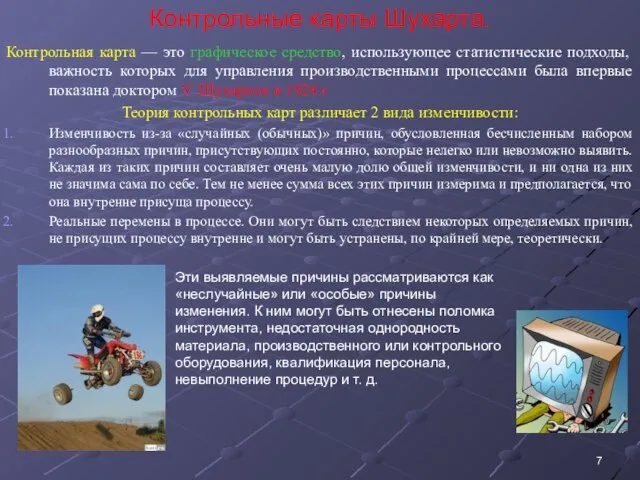
Контрольная карта — это графическое средство, использующее статистические подходы, важность которых
Контрольная карта — это графическое средство, использующее статистические подходы, важность которых
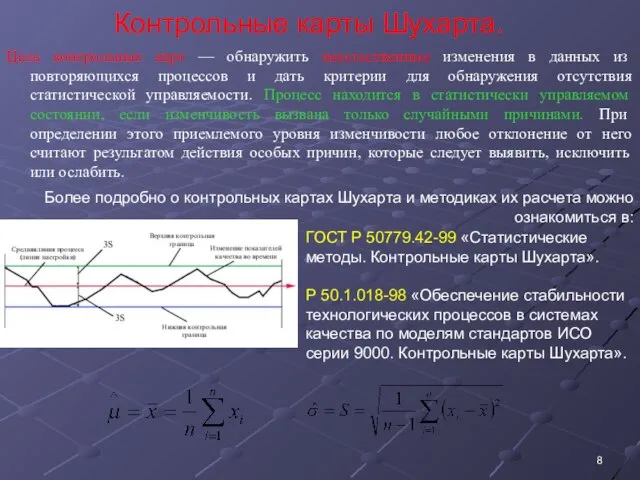
Контрольные карты Шухарта.
Цель контрольных карт — обнаружить неестественные изменения в данных
Контрольные карты Шухарта.
Цель контрольных карт — обнаружить неестественные изменения в данных
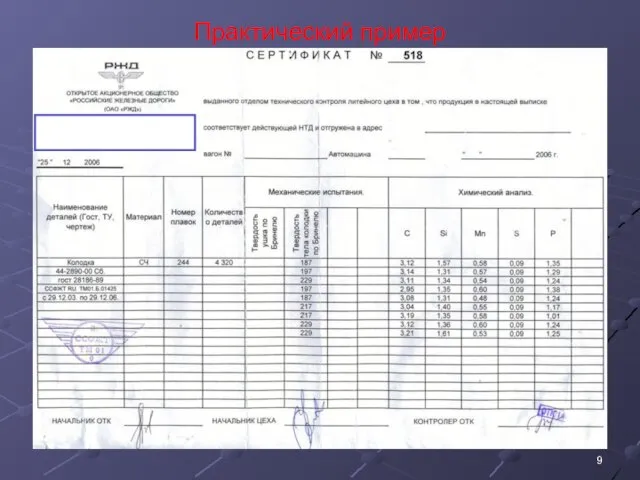
Практический пример
Практический пример
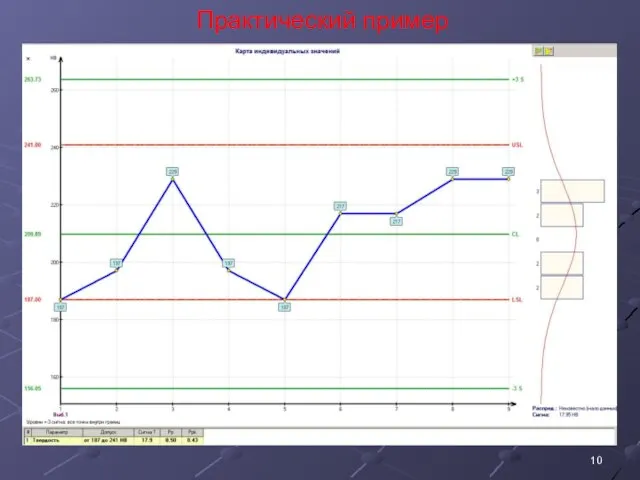
Практический пример
Практический пример
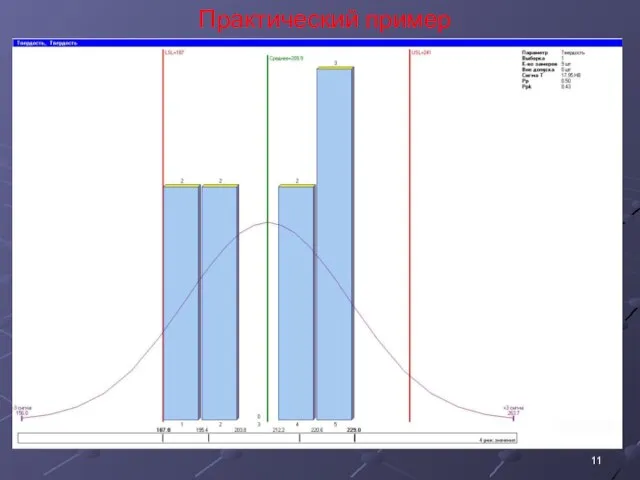
Практический пример
Практический пример
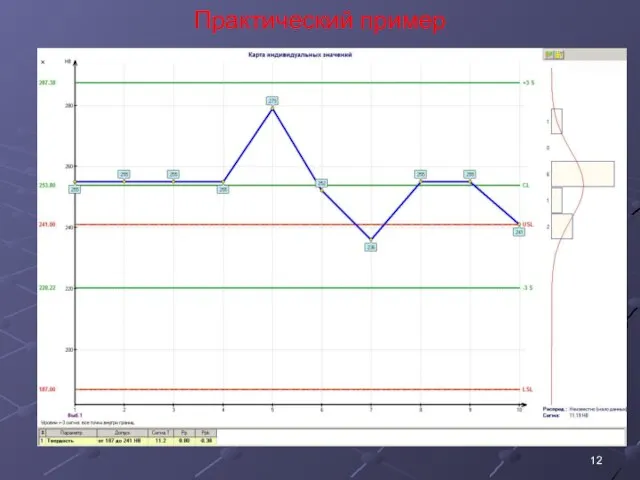
Практический пример
Практический пример
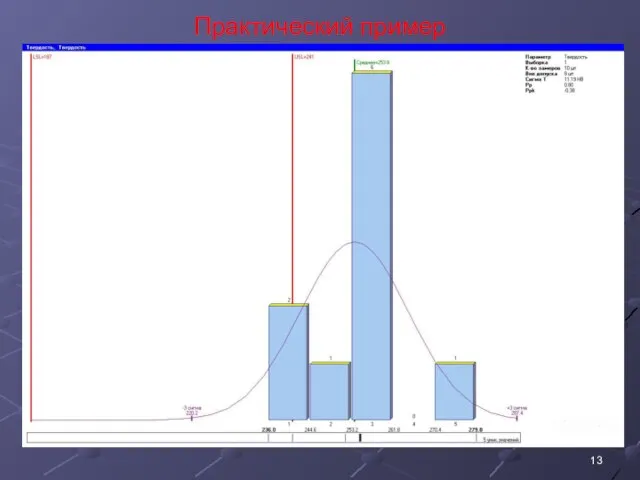
Практический пример
Практический пример
Практический пример
Практический пример
Практический пример
Практический пример
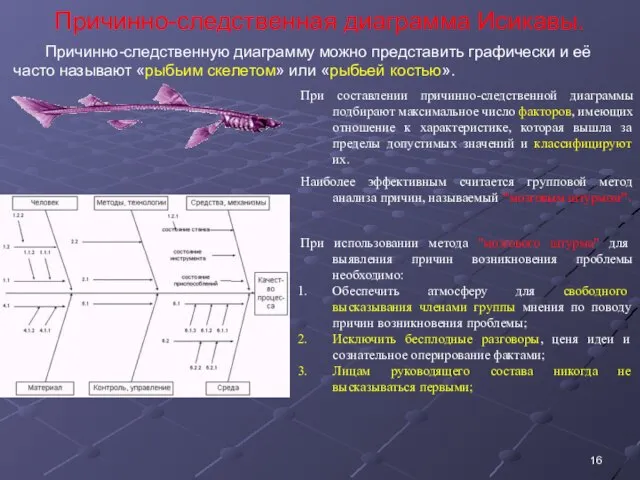
Причинно-следственная диаграмма Исикавы.
Причинно-следственную диаграмму можно представить графически и её часто называют
Причинно-следственная диаграмма Исикавы.
Причинно-следственную диаграмму можно представить графически и её часто называют
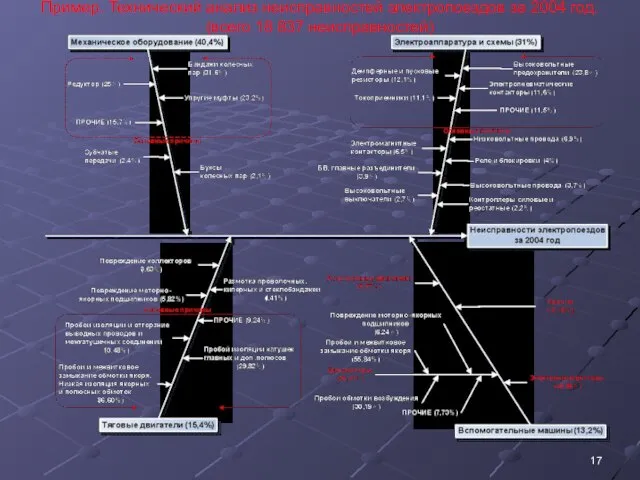
Пример. Технический анализ неисправностей электропоездов за 2004 год.
(всего 18 837 неисправностей)
Пример. Технический анализ неисправностей электропоездов за 2004 год.
(всего 18 837 неисправностей)
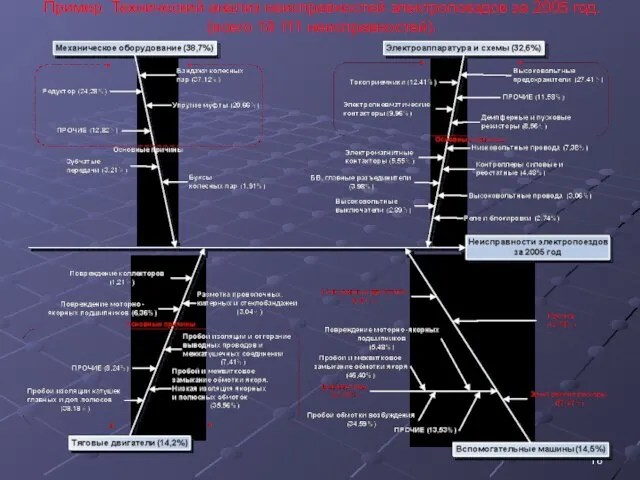
Пример. Технический анализ неисправностей электропоездов за 2005 год.
(всего 18 111 неисправностей).
Пример. Технический анализ неисправностей электропоездов за 2005 год.
(всего 18 111 неисправностей).
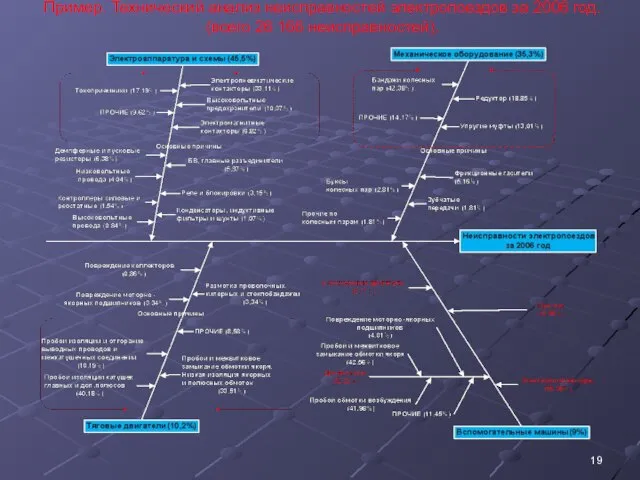
Пример. Технический анализ неисправностей электропоездов за 2006 год.
(всего 26 166 неисправностей).
Пример. Технический анализ неисправностей электропоездов за 2006 год.
(всего 26 166 неисправностей).

Анализ Парето.
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо
Анализ Парето.
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо
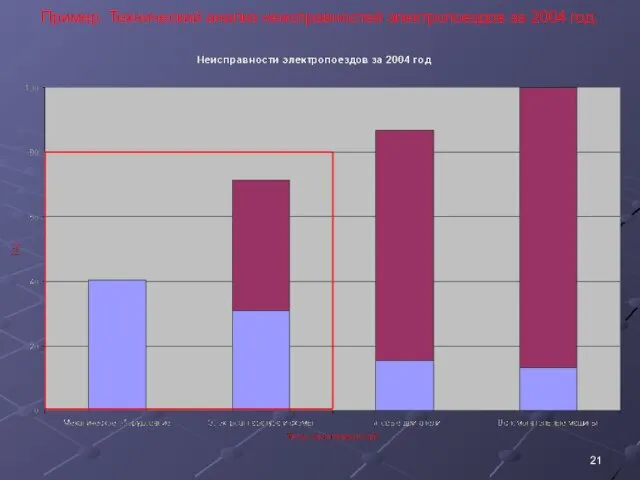
Пример. Технический анализ неисправностей электропоездов за 2004 год.
Пример. Технический анализ неисправностей электропоездов за 2004 год.
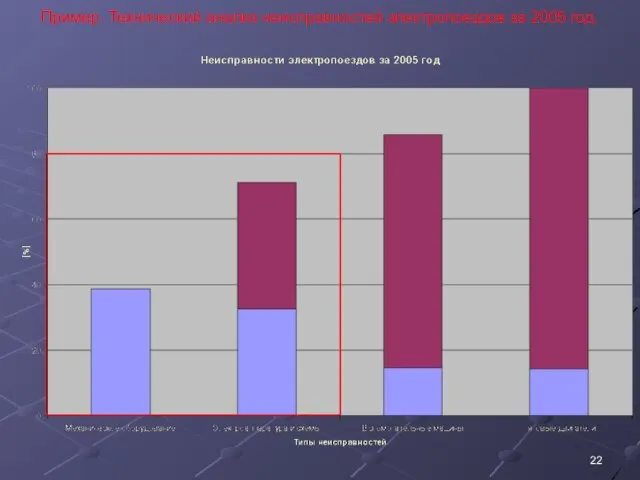
Пример. Технический анализ неисправностей электропоездов за 2005 год.
Пример. Технический анализ неисправностей электропоездов за 2005 год.
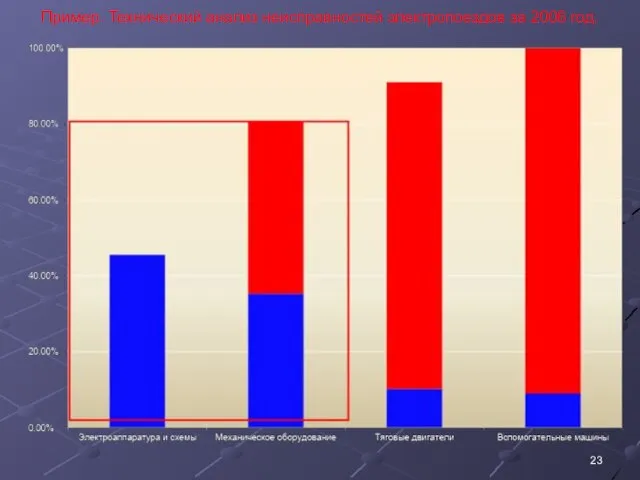
Пример. Технический анализ неисправностей электропоездов за 2006 год.
Пример. Технический анализ неисправностей электропоездов за 2006 год.
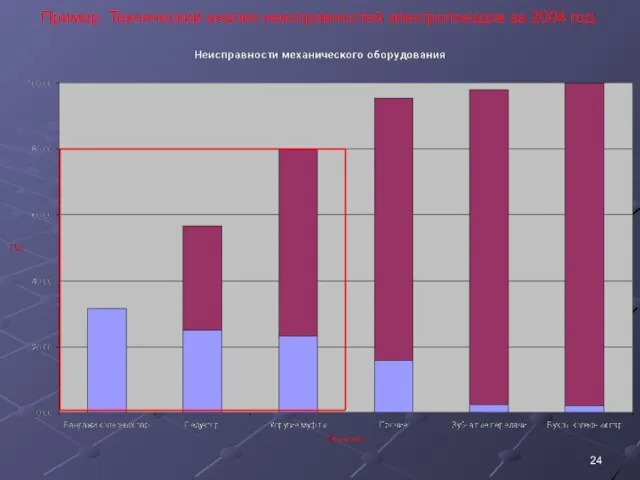
Пример. Технический анализ неисправностей электропоездов за 2004 год.
Пример. Технический анализ неисправностей электропоездов за 2004 год.
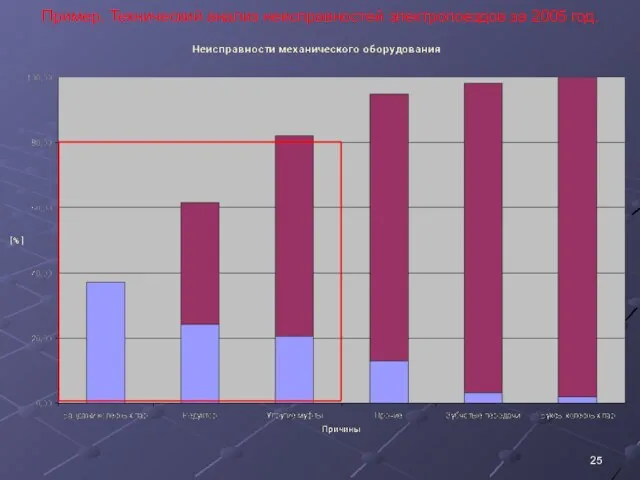
Пример. Технический анализ неисправностей электропоездов за 2005 год.
Пример. Технический анализ неисправностей электропоездов за 2005 год.
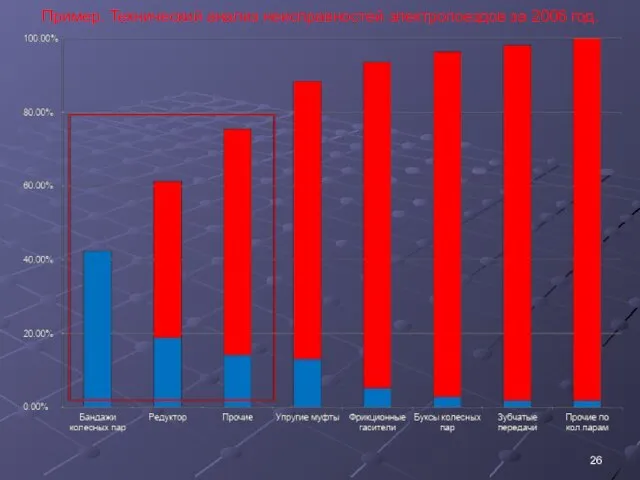
Пример. Технический анализ неисправностей электропоездов за 2006 год.
Пример. Технический анализ неисправностей электропоездов за 2006 год.
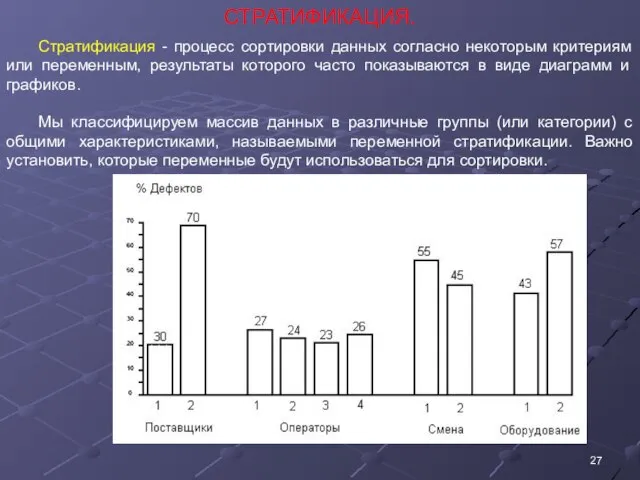
СТРАТИФИКАЦИЯ.
Стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты
СТРАТИФИКАЦИЯ.
Стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты
Идентификация, прослеживаемость и сохранение продукции на предприятии.
Управление несоответствующей продукцией.
(Примеры и способы
Управление несоответствующей продукцией.
(Примеры и способы
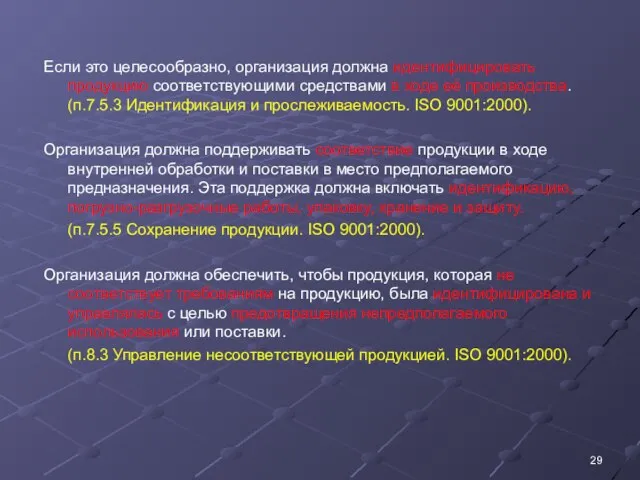
Если это целесообразно, организация должна идентифицировать продукцию соответствующими средствами в ходе
Если это целесообразно, организация должна идентифицировать продукцию соответствующими средствами в ходе
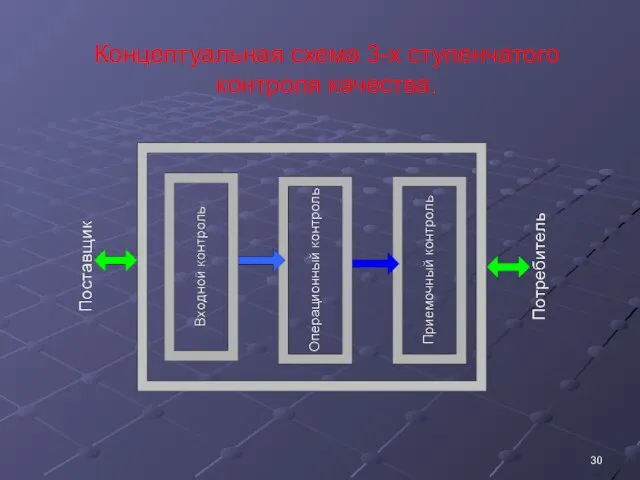
Концептуальная схема 3-х ступенчатого контроля качества.
Концептуальная схема 3-х ступенчатого контроля качества.
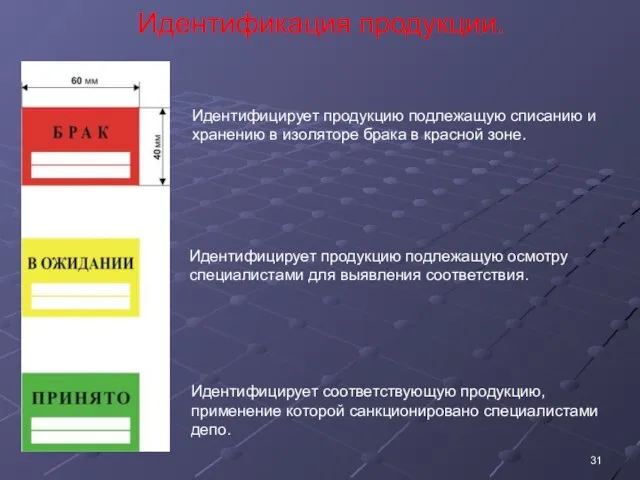
Идентификация продукции.
Идентифицирует продукцию подлежащую списанию и хранению в изоляторе брака в
Идентификация продукции.
Идентифицирует продукцию подлежащую списанию и хранению в изоляторе брака в
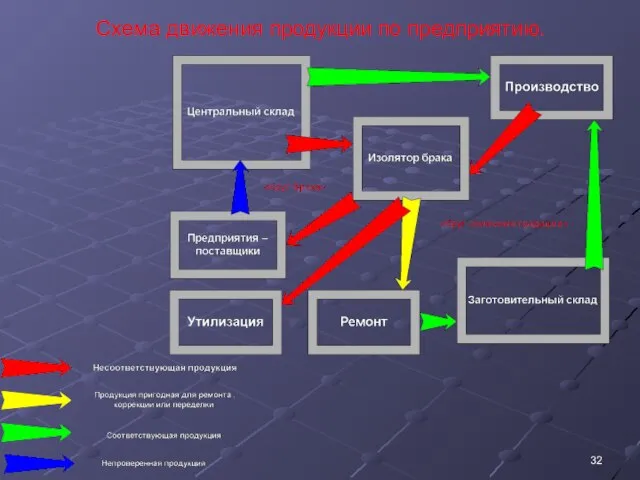
Схема движения продукции по предприятию.
Схема движения продукции по предприятию.
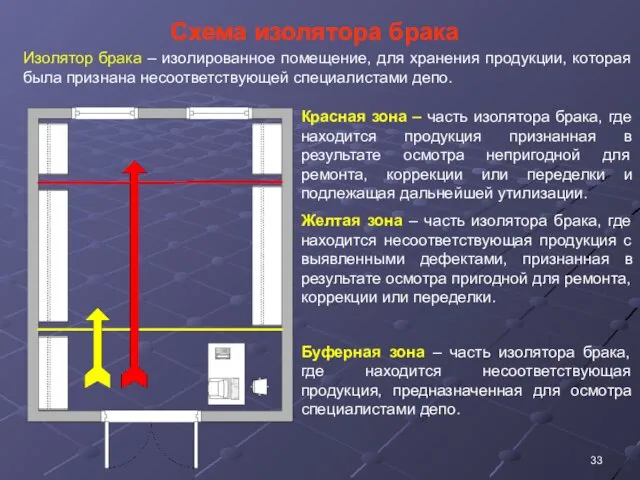
Схема изолятора брака
Красная зона – часть изолятора брака, где находится продукция
Схема изолятора брака
Красная зона – часть изолятора брака, где находится продукция

Фото пример (Депо. Великобритания).
Фото пример (Депо. Великобритания).

Фото пример (Депо. Великобритания).
Фото пример (Депо. Великобритания).

Фото пример (Депо. Великобритания).
Фото пример (Депо. Великобритания).

Фото пример. (Депо. Великобритания).
Фото пример. (Депо. Великобритания).

Фото пример (Депо. Япония).
Фото пример (Депо. Япония).

Фото пример (Депо. Япония).
Фото пример (Депо. Япония).

Фото пример (Депо. Япония).
Фото пример (Депо. Япония).
Фото пример (Депо. Япония).
Фото пример (Депо. Япония).
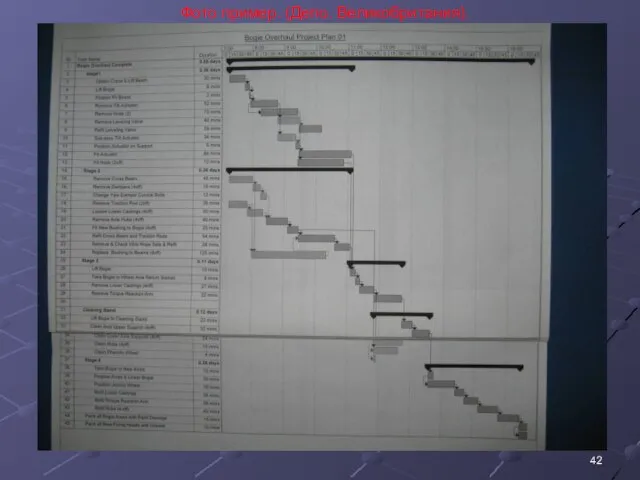
Фото пример. (Депо. Великобритания).
Фото пример. (Депо. Великобритания).

Фото пример. (Депо ALSTOM. Великобритания).
Фото пример. (Депо ALSTOM. Великобритания).

Фото пример. (Депо ALSTOM. Великобритания).
Фото пример. (Депо ALSTOM. Великобритания).
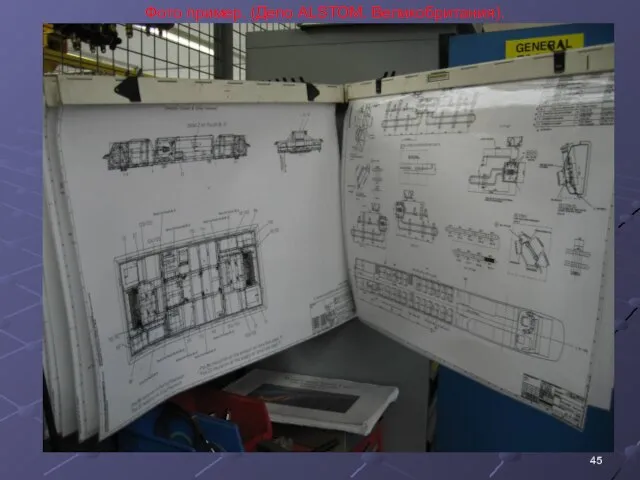
Фото пример. (Депо ALSTOM. Великобритания).
Фото пример. (Депо ALSTOM. Великобритания).
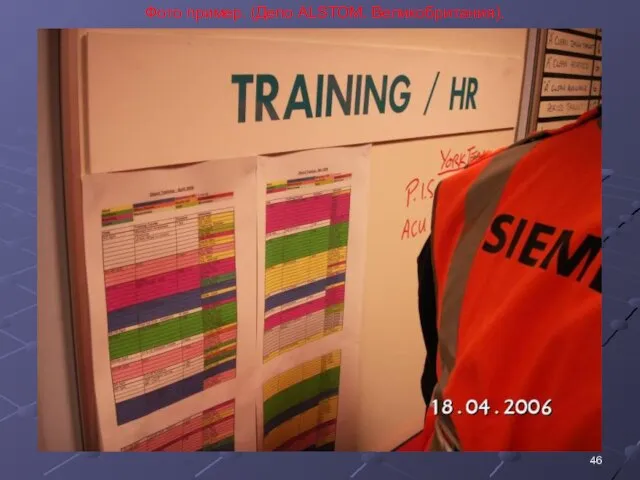
Фото пример. (Депо ALSTOM. Великобритания).
Фото пример. (Депо ALSTOM. Великобритания).

Фото пример (Депо. Япония).
Фото пример (Депо. Япония).

Фото пример (Депо. Япония).
Фото пример (Депо. Япония).
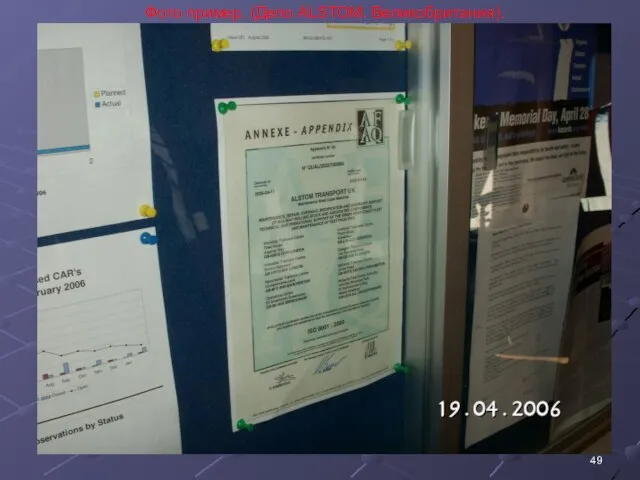
Фото пример. (Депо ALSTOM. Великобритания).
Фото пример. (Депо ALSTOM. Великобритания).
 Бюджетно – плановая система предприятия и методологии MRP – ERP II
Бюджетно – плановая система предприятия и методологии MRP – ERP II Стратегия развития предприятия и направления кадровой политики
Стратегия развития предприятия и направления кадровой политики Мотивация
Мотивация Как привести дела в порядок
Как привести дела в порядок Особенности мотивации труда персонала
Особенности мотивации труда персонала Руководитель в системе управления персоналом. (Лекция 4.1)
Руководитель в системе управления персоналом. (Лекция 4.1) Влияние лояльности персонала на трудовую мотивацию у работников ЦКБ по СПК им. Р.Е.Алексеева
Влияние лояльности персонала на трудовую мотивацию у работников ЦКБ по СПК им. Р.Е.Алексеева Теория потребностей Дэвида МакКлелланда
Теория потребностей Дэвида МакКлелланда Понятие самоменеджмента. Внутренняя и внешняя среда организации
Понятие самоменеджмента. Внутренняя и внешняя среда организации Создание команды. Этапы и проблемы
Создание команды. Этапы и проблемы История возникновения проектного менеджмента
История возникновения проектного менеджмента Совершенствование антикоррупционной комплаенс системы хозяйствующего субъекта
Совершенствование антикоррупционной комплаенс системы хозяйствующего субъекта Субкультура в организации
Субкультура в организации Работа с нормативными документами (урок 1)
Работа с нормативными документами (урок 1) По пути ошибок: стратегии, которые заводят в тупик
По пути ошибок: стратегии, которые заводят в тупик Болжау. Operations Management
Болжау. Operations Management Теория менеджмента. Групповая динамика. (Тема 3.5)
Теория менеджмента. Групповая динамика. (Тема 3.5) Инструменты связи с общественностью, применяемые для продвижения имиджа велнесс-клуба Восток
Инструменты связи с общественностью, применяемые для продвижения имиджа велнесс-клуба Восток Методы компенсации рисков. Стратегическое планирование
Методы компенсации рисков. Стратегическое планирование Менеджмент и технологии организации на различных этапах развития единоборств в системе высшего физкультурного образования
Менеджмент и технологии организации на различных этапах развития единоборств в системе высшего физкультурного образования Музееведение. Туризм
Музееведение. Туризм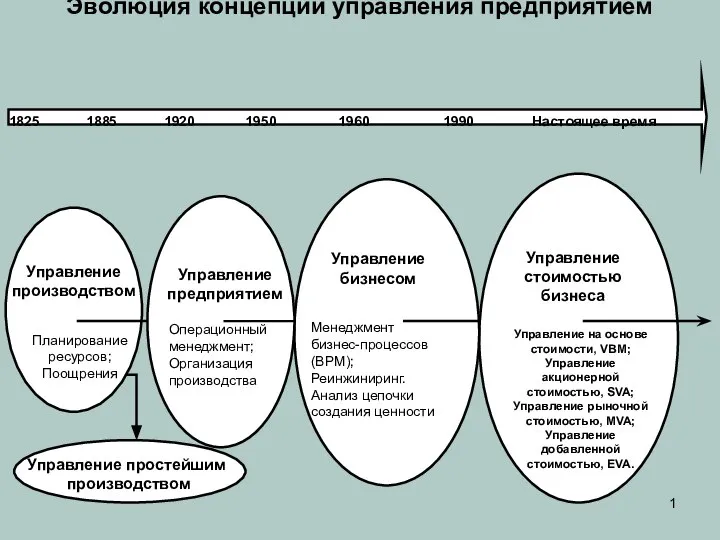 Эволюция концепций управления предприятием
Эволюция концепций управления предприятием Оценка рисков в принятии предпринимательских решений
Оценка рисков в принятии предпринимательских решений Области знаний по управлению проектами. Управление информационными проектами и ресурсами
Области знаний по управлению проектами. Управление информационными проектами и ресурсами Діловий етикет у туризмі
Діловий етикет у туризмі Multi̇modal nəqletmə si̇stemləri̇ndə daşima texnologi̇yalari
Multi̇modal nəqletmə si̇stemləri̇ndə daşima texnologi̇yalari Проект Шаг в будущее
Проект Шаг в будущее Бережливое производство
Бережливое производство